
AlMgSiCu系铝合金封闭式叶轮浸渍钎焊工艺研究
2017-12-04 19:21:28邙静巍
山东农业工程学院学报 2017年10期
邙静巍
(厦门城市职业学院机械与自动化工程系 福建 厦门 361000)
AlMgSiCu系铝合金封闭式叶轮浸渍钎焊工艺研究
邙静巍
(厦门城市职业学院机械与自动化工程系 福建 厦门 361000)
AlMgSiCu系铝合金封闭式叶轮盐浴浸渍钎焊温度范围窄、时间短,是加工成功的最关键步骤。本文通过对透平膨胀机封闭式叶轮浸渍铝钎焊过程中的工装设计及工艺参数的分析和试验,详细的叙述了叶轮钎焊工作的步骤和操作要领,找出了合理的工艺参数与操作规程。轮盘与轮盖焊接后力学性能满足零部件的使用要求,为同类产品的设计及工艺提供了参考数据。
铝合金;浸渍钎焊;钎料
0.前言
浸渍钎焊工艺加热过程中能精确控制加热温度,具有升温速度快、温度均匀的特点。钎焊过程中液体加热介质隔绝空气,具有避免工件氧化、焊料流动性好、焊缝强度高、成形美观、焊接效率高等一系列优点[1];虽然有工作环境差、耗电量高等缺点,但浸渍钎焊技术对于结构复杂、不易加工、焊缝分布于若干处,必须采用整体加热焊接的工件,仍为一种生产效率高,焊接质量好的加工方法[2]。透平膨胀机封闭式工作轮结构,就是非常适合浸渍钎焊的工件。但是钎料的熔点同铝合金熔点相近且均很低、焊接时间很短,钎料溶化过程中要不断旋转工件以保证钎料流动到位,要保证焊接成功率和焊接质量,必须严格控制钎焊温度、时间等工艺参数。
1.零件结构及工装设计
1.1 零件结构
某3000m3透平膨胀机AlMgSiCu系铝合金封闭式增压工作轮,结构如图1所示。
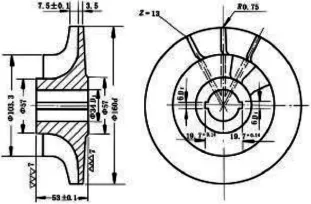
图1 工作轮结构图
1.2 技术要求
时效处理,试件加工后机械强度拉伸实验达δb≥330Mpa,δs≥10%;轮盘与轮盖的配合牢固均匀,做成整体后以38000r/min做超速试验。焊缝做涂色检查,不得有裂纹等缺陷。
根据技术要求,叶轮的材质为Al-Mg-Si-Cu系锻造铝合金,6A02(原 LD2)。 母材选取应符合 GB/T3191-2010,熔点(593-651)°C,钎料材质为 HLAlSi12,熔点(582-604)°C,材质符合 GB/T13815-2008 标准。
1.3 工装设计
铝合金钎焊一般要加热到600℃左右,工件在加热和冷却过程中由于受热不均匀会产生变形,尺寸精度不易保证。铝合金钎焊夹具材料一般采用具有耐腐蚀和高温强度的不锈钢材料1Gr18Ni9Ti,钎焊工装中心定位轴应以φ18+0.012尺寸定位制作,轮盖定位圈应与叶轮轮盖的一个台阶面配合,并高于台阶面2-3mm,上下模具应均匀钻孔φ16-20,使盐液流入充分。
各组成零件均采用数控加工,以及合理的热处理去应力工艺。在保证产品加工精度的同时,也确保零件具有较低的变形和很小的残余应力,装配前零件平面度簇0.05mm,装配后的焊接间隙簇0.06mm,从而为工作轮的最终焊接质量提供保证。
2.钎焊前的准备
2.1 铝钎剂防潮
2.2 盐浴净化脱水
盐熔化后,脱水处理至关重要,主要是为了去除熔盐中的水分,置换了熔盐中的杂质金属离子,从而减少工件在焊接过程中的腐蚀,保证钎焊件外观质量。
盐浴脱水的过程:把厚度为2-3mm的纯铝板(L1-L3,边角料即可)清洁干净,用丙酮去油污,烘干并预热到200-300°C,用铝制料筐装好投入盐浴中。这时,铝与水、铝与氯、镍、铬等杂质离子发生化学反应,脱水铝板表面会沉积一些黑色反应物,即为置换出的杂质离子,它会阻碍反应的进一步进行[3]。在操作上要求每隔1h左右,对黑渣进行清理或更换脱水铝板。盐浴净化脱水过程中,经常可发现盐浴表面出现火花与爆鸣声,这是反应中氢气的燃烧现象。当火花与爆鸣声消除、铝板取出后呈洁白色、盐池液为浅灰色时,说明盐浴中的水基本被清除干净。
盐浴净化脱水时间一般需要12-36h。
2.3 测定盐液成分
测定盐溶液中的化学成分,使各元素含量在规定的范围内见表1。如成分不附,可添加适当的盐进行调整、补充。

表1 盐溶液中各离子化学成分范围表
2.4 清洗
由于铝合金对氧的亲合力极大,表面极易生成一层AL2O3氧化膜,熔点很高,致密而稳定,比较难以去除,阻碍钎料同钎焊金属的润湿和结合,成为钎焊时的主要困难之一。为了保证焊接质量,钎焊前需要仔细清洗焊件,目的是将焊件表面的油渍及厚氧化膜去除。清洗过程为:
(1)将增压机工作轮、工装夹具和钎料经丙酮清洗,去油。用干净纱布将钎料包好。
(2)干燥后放入10%NaOH和0.4%Na2CO3混合的热水容易中碱洗3-5分钟。
(3)取出后将增压机工作轮和工装放入硝酸水溶液中约10分钟进行中和处理。
(4)将增压轮、工装和钎料用清水冲洗干净,用白纱布擦干。以上钎接前各种清洗液的成份,浓度,温度及清洗时间见表2。
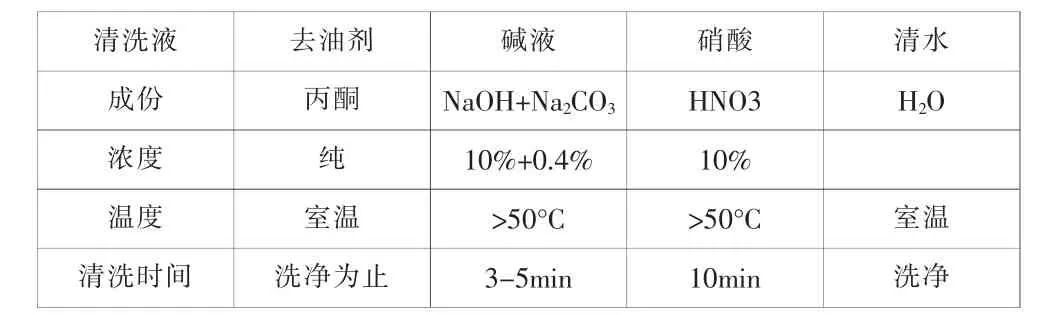
表2 清洗液的成份,浓度,温度及清洗时间表
2.5 工件组装与钎料制作
(1)制作钎料,按工作轮叶片上子午面形状剪制出钎料,钎料横向做成如图2所示形状,叶片卷圆处事先剪成间隔约3mm宽的豁口,叶轮外径处加长3-5mm。

图2 钎料横切面示意图
(2)对工件进行组装前,抛光各叶形背腹面及流道底面,各叶形背腹面的上子午面均需倒角0.5*45°,检查修研轮盘与轮盖圆弧面的贴合面应达不透光为宜。
(3)将钎料贴覆在叶片上,以自重不掉为宜,压入轮盖,并测量叶轮外径处叶高,其高度差不大于0.15mm,装轮盖应避免强力组装。
(4)在工装上安装工件,预紧弹簧压缩量为3-5mm,使工件夹紧即可。为了避免焊接过程中铝件与不锈钢夹具之间电极电位腐蚀,在工艺措施上通常采用耐高温耐腐蚀的材料,如柔性石墨板、陶瓷、云母或其他材料与工艺措施,工件装夹时严禁与夹具接触。
(5)将工件、工装组装完成后,在工装上安装热电偶,触头应与叶片根部接触为宜,用以测量工件在升温时的实际温度。
3.钎焊过程中的温度控制
3.1 预热
首先当组件浸入盐浴时,预热可使使焊件受热均匀,减小焊件变形;其次,预热能减少组件对盐浴池的冷却作用,缩短钎焊时间,预先去除水份,防止盐爆炸飞溅。
预热炉预先升温至600°C,将组装好的工件放入预热炉中随炉升温到500-540°C。保温时间不宜过长,否则钎料金属中的硅、铜等扩散及零件表面的氧化将影响钎焊质量。
3.2 钎焊操作
铝钎焊时间短、温度低,对操作者的操作技术水平要求非常高,由一名经验丰富的操作者指挥全局,掌控整个工件不同时期的状态,几名助手配合操作。
(1)工件入炉时钎接时的盐炉,熔盐温度为595°C,将工件倾斜入炉,保证工件轴线与盐液面成30-45°夹角。
(2)入炉后连续均匀旋转工件,每分钟转两周,正转一周,逆转一周反复保持4-5min,吊出,工件温度为595±5°C,然后提升工件停留在盐液上方150mm处,继续均匀旋转工件,待钎料全部凝固为止,时间约为5-6分钟。
4.焊后清洗
(1)取出工件,随空气冷却,待温度降至 120-150°C时,放入 90°左右的热水中煮盐2小时,冷却后拆除工装,清洗工件表面残留的盐。
(2)将工件放入 10%NaOH,与 0.4NaCO3混合热水溶液中碱洗 3 5min,取出后清洗干净。
(3)将工件及工装侵入碱液中碱洗,参数见表1。
(4)将工件及工装侵入硝酸中中和处理,参数见表1。
(5)用清水将工件及工装清洗干净。
5.结语
盐浴浸渍钎焊是一个非常复杂的工艺过程,在工序和操作中稍有差错,就会造成焊接失败。钎接的关键是弹性装夹夹具的设计与焊接参数合理选择等工艺措施,从而保证的钎焊质量。严格按以上工艺钎焊后,工作轮进出口叶片与轮盖按图修成圆弧,修整后的焊缝光滑牢靠,无腐蚀、结疤等缺陷,精加工后的叶轮做着色探伤,单个叶轮的动平衡试验,超高速试验,均试验合格。本工艺对类似零件的结构复杂的零件的设计加工有很大的参考价值。
[1]梁文生.ATR三防机箱盐浴浸渍钎焊工艺研究[J].金属加工(热加工),2009,04 49-51.
[2]巢雨苍,巢惟忐.基于系统整合理论的盐浴焊接自动线设计[J].热加工工艺2012,11:162-164.
[3]梁文生.铝合金精密微波器件盐浴焊缓蚀工艺控制[J].新技术新工艺,2009,08 97-99.
The research on enclosed impeller dipping brazing techniqueof AlMgSiCu series aluminum alloy
Mang jing-wei
(Xiamen City UniversityDepartment of mechanical and Automation Engineering Fujian xiamen 361000)
The enclosed impeller dip brazing technique of AlMgSiCu series aluminum alloy has advantage of narrow temperature range and short time,it is the most crucial procedure of successful processing.This article introduces the work steps and essentialpoints of operation of impeller brazing,finds out reasonabletechnological parameter and operating instructions through the analysis and trial of tooling design and technology parameters in the process of aluminum dip brazing to enclosed impeller of turbine expansion engine.After welding wheel disk and wheel cover together,the mechanical property meets the requirement of using and providesreference data for design and craft of like products.
Aluminum alloy;Dip brazing;Brazing filler metal
T-01
A
2095-7327(2017)-10-0147-02
厦门城市职业学院产学研资金资助项目《铝合金薄板件浸渍钎焊工艺研究》(项目编号为KYCX2015-1)。
邙静巍(1966.2—),黑龙江哈尔滨人,厦门城市职业学院高级工程师,硕士,研究方向为工程材料热加工、3D打印技术。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
Coco薇(2015年10期)2015-10-19 12:12:32
