非重复充装钢瓶质量控制要点分析
2017-12-02 07:59周海斌林康生
化工管理 2017年33期
周海斌林康生
(1.浙江省特种设备检验研究院,浙江杭州310020;2.浙江安盛机械制造有限公司,浙江金华321000)
非重复充装钢瓶质量控制要点分析
周海斌1林康生2
(1.浙江省特种设备检验研究院,浙江杭州310020;2.浙江安盛机械制造有限公司,浙江金华321000)
根据CB 17268-1998《工业用非重复充装焊接钢瓶》中的相关内容规定,本文对于非重复充装钢瓶制造中的难点,进行了简要的分析和阐述,并且针对其难点做好相应的质量控制措施要点,通过利用相应的控制措施要点,以此保证非重复充装钢瓶制造的质量,希望对该行业的发展给予一定的帮助。
非重复充装钢瓶;质量;控制要点;制造难点
非重复充装钢瓶具有成本低,携带方便,使用也相对较为便捷和安全,被很多行业所广泛的使用。近几年,非重复充装钢瓶在市场中常见的规格有:13.4 L、22.3 L等。但是,在非重复充装钢瓶制造的过程中,质量控制成为其中的一个难点。因此,要想保证非重复充装钢瓶的质量,就应当对施工中的难点进行综合的考虑,并且制定相应的质量控制措施,加强对各个控制有点的了解,以此保证非重复充装钢瓶制造的质量,这对相关行业发展也是非常有利的。
1 瓶体壁厚减薄量
根据相关的规定,非重复充装钢瓶壁厚的确定,应当对钢板的负偏差以及工艺减薄量进行设计,但是瓶体实测壁厚一定不能小于设计的厚度。同时,在非重复充装钢瓶制造的过程中,所选用的材料为主要为:St14,St12,就以试压为2.3MPa为例,具体的参数如表1所示;对非重复充装钢瓶出口的螺纹也是有一定要求的,一般情况下要求螺纹为:0.4375一20UNF一2A,爆破片的爆破范围应当在2.42-3.68MPa,水压的爆破压力应当≥4.6MPa。同时,在使用的过程中,腐蚀裕量应当取值为0mm,并且从表1中可以的知道,非重复充装钢瓶壁厚设计和名义壁厚余量是相对较小的,在加上钢板上存在度负偏差,这样就为非重复充装钢瓶制造带来了一定程度上难点。
因此,为了解决该项问题,可以根据情况增加材料的厚度,保证非重复充装钢瓶壁厚设计的准确性,但是这样的情况下也会增加经济成本的。同时,在材料选择以为,瓶体和模具设计的过程中,一定要进行相应的拉伸设计,对各种因素进行综合性的考虑,以此保证非重复充装钢瓶壁厚的合理和准确性。
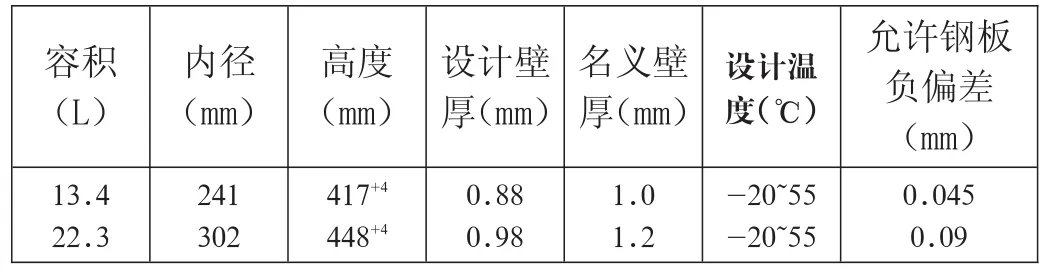
表1为:2.3MPa技术参数分析
2 支脚窝的形状和位置
支脚窝在非重复充装钢瓶起到支撑的作用,所以非重复充装钢瓶在制造的过程中,应当对其稳定性作为考虑的重点,但是也应当对拉伸时壁厚减薄量,以及气压试验时是否会法神变形的现象,进行综合性的考虑。从稳定性的角度来分析,支脚窝的中心圆心尺寸越大,其稳定性就会越好。但是,支脚窝的尺寸越大,拉裂现象发生的可能性也越来越大,壁厚减薄量也越来越大,且气压试验时支脚窝变形量大;从非重复充装钢瓶壁厚减薄量以及支脚窝气压试验变形的角度来说,若是中心圆尺寸相对较小的话,其稳定性也会相对较差。因此,在经过不断的试验和分析,得出支脚窝位置中线圆心尺寸我φ95,大小为SR16的数值是非常合理的。
3 焊接制造质量控制
在非重复充装钢瓶制造的过程中,所包含的施工工艺有很多,焊接就是其中的一个。因此,若是想保证焊接工艺参数的合理性,一定要设备、材料、工件形状的基础之上,适当的进行焊接工艺试验。同时,电焊的焊接工艺参数通常是根据工件的材料和厚度,选择相应生合适的焊接材料,但是在焊接的时候,应当注意以下几个方面:
(1)在非重复充装钢瓶焊接的过程中,应当度对电极端面的形状、尺寸等方面进行确定,保证各个参数的合理性。
(2)在确定电机压力和时间以后,应当对焊接电流进行一定程度上的调整。以不同的电流焊接试件,经过查熔核直径负荷要求以后,在根据非重复充装钢瓶制造的实际情况,以及合理的范围内,对电极压力、焊接时间以及电流等方面,进行全面的检验,一直到焊接质量完全符合相关的标准,可以从表2中,知道非重复充装钢瓶中把手和瓶体较为理想的焊接技术参数。
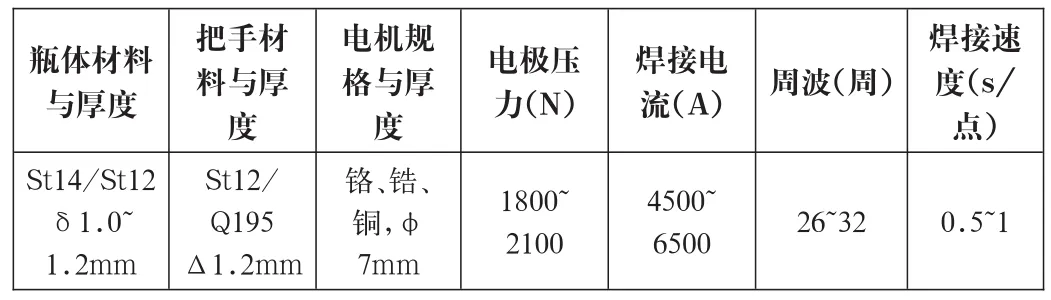
表2为;理想非重复充装钢瓶的把手和瓶体的焊接技术参数
(3)一定要根据质量保证体系运行的要求开展非重复充装钢瓶在制造工作,避免因为工作体系运行不良影响了非重复充装钢瓶在制造的质量。
(4)非重复充装钢瓶在制造的过程中,一定要对已经完成的环节,进行相应的检验,并且将各项检验数据,进行详细的准确的记录,与标准的参数进行详细的对比,若是各项参数的在标准的范围内,则表明非重复充装钢瓶在制造质量是没有任何问题的。
4 结语
非重复充装钢瓶在我国很多行业中,得到了广泛的应用,并且具有相对良好的优势,成本也相对便宜。因此,本文从支脚窝的形状和位置、瓶体壁厚减薄量、焊接制造质量控制等方面,对如何提升非重复充装钢瓶制造质量,提出了一些控制要先,其主要的目的就是保证非重复充装钢瓶的质量。同时,通过利用一些相关的技术参数,更加验证了非重复充装钢瓶质量控制的重要性,这对相关行业的发展,也是非常有利的。
[1]钱青江.工业用非重复充装焊接钢瓶型式试验分析[J].特种设备安全技术,2016,22(5):54-55.
[2]杜正良.非重复充装焊接钢瓶的制造[J].压力容器,2017,24(3):39-43.
[3]袁奕雯,李昱,王化南.工业用非重复充装焊接钢瓶设计思路解析[J].中国材料科技与设备,2014(4):70-72.
[4]马夏康.工业用非重复充装焊接钢瓶现状与研究[J].中国特种设备安全,2015,21(2):8-12.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
橡塑技术与装备(2022年7期)2022-07-06
实验与分析(2021年2期)2021-07-14
阅读(科学探秘)(2019年10期)2019-12-09
求知导刊(2019年13期)2019-08-30
现代职业安全(2018年10期)2018-11-08
现代冶金(2018年2期)2018-05-25
越玩越野(2016年2期)2016-12-26
中学生数理化·八年级物理人教版(2016年8期)2016-12-24
中国粮油学报(2016年5期)2016-01-23