
不同压烫机对粘合衬衣衬干热尺寸变化的影响
2017-12-01 07:17张惠芳寿霜霜吴鲜鲜曹丽勤
丝绸 2017年11期
张惠芳,寿霜霜,吴鲜鲜,曹丽勤
(1.浙江省纺织测试研究院,杭州310018;2.浙江理工大学材料与纺织学院,丝绸学院,杭州310018)
不同压烫机对粘合衬衣衬干热尺寸变化的影响
张惠芳1,寿霜霜2,吴鲜鲜1,曹丽勤1
(1.浙江省纺织测试研究院,杭州310018;2.浙江理工大学材料与纺织学院,丝绸学院,杭州310018)
压烫机有平板式压烫机和连续式压烫机。粘合衬衣衬经平板式压烫机压烫后,粘合强度强但领子处显呆板,现不少企业开始使用连续式压烫机压熨衬衣衬。然而根据FZ/T 01082—2009的规定:衬衣衬应采用平板式压烫机压烫,这与实际生产不符。文章通过研究这两类压烫设备对粘合衬衣衬干热尺寸变化率的影响,验证衬衣衬是否能采用连续式压烫机压烫。实验结果表明:粘合衬衣衬在两种压烫机上尺寸变化效果相似,也符合国标所规定的等级要求,因此衬衣衬可采用连续式压烫机压烫。研究结论对FZ/T 01082—2009标准的修订具有重要意义,且对纺织服装的实际生产具有实际指导作用。
粘合衬;干热尺寸变化率;平板式压烫机;连续式压烫机;压烫条件
早期,人们对服装只有基本的保暖耐用的需求,但是随着时代的变更,现在人们对服装有了审美的需求,轻、薄、舒适及衣服的款式成了人们的关注点,而粘合衬作为部分服装的一个重要辅料[1-2],很大程度上影响着服装的风格。粘合衬是在各种织物、无纺布、编织物上用一定方法涂覆各种黏合剂而成,分为衬衣衬、外衣衬、丝绸衬等几类。由于粘合衬被广泛应用,且提升粘合衬的性能可以大幅度地增加服装的灵动性,所以粘合衬的性能自然而然成为研究的一个方向,而压烫后的干热尺寸稳定性是粘合衬考核的一个重要指标。粘合衬应用之初,因平板机器压烫的衬衣黏合部位黏合牢度强,平挺度非常好,领子耐洗不变形,所以国内的衬衣制造企业基本使用平板式压烫机,结合实际生产,检测试验方法标准FZ/T 01082—2009《热熔粘合衬干热尺寸变化试验方法》里规定衬衣衬采用平板式压烫机压烫。但随着市场的不断发展,人们的穿衣理念也发生了变化,不再一味强调衬衣领子的高黏合牢度,而是要求服装具有个性化和舒适性——灵动、柔软、弹性。随着这种理念的改变,连续式压烫机开始慢慢被衬衣制造企业使用,连续式压烫机的压烫速度明显比平板式压烫机快,而且其黏合生产的领子厚实柔软有弹性[3]。但是行业标准中仍规定衬衣衬需采用平板式压烫机,与实际生产不符,所以本文主要研究衬衣衬的压烫机型的选择,为FZ/T 01082—2009标准的修订奠定基础,并且对纺织服装类企业的实际生产具有指导作用。
目前,关于服装粘合衬已经有许多研究。王秀才[4]、白会东[5]、曹蓓等[6]从粘合衬的压烫原理出发,探讨了粘合衬的压烫工艺,着重研究了衬衣粘合衬的压烫工艺,指出压烫工艺受到环境温度、压烫机的使用时间等因素的影响,并指出同一种面料和衬布的不同批次其压烫工艺也不相同,只能够从一些具体实例找到优化工艺的方法及工艺参数范围。刘雪婷等[7]通过5种面料与粘合衬压烫的工艺参数的三因子三水平正交实验设计,得出纯毛、毛涤、纯棉、棉麻、纯麻西服面料的最优黏合压烫工艺。张海峰[8]利用高分子塑料有机硅合成改性技术,提高反应烧结后涂层胶点的单位剥离强度及耐水洗和干洗性能。陈加亮等[9]从热熔胶的种类,助剂、压烫工艺和涂层工艺等方面分析了对非织造布粘合衬剥离强度的影响。李瑾等[10]根据FZ/T 01076—2010《热熔粘合衬尺寸变化组合试样制作方法》,结合衬衣粘合衬和压烫机种类,从合理选用服装用衬、规范压烫机操作和服装有衬部位的洗涤使用方法三方面,提出如何提高组合试样的压烫质量的措施和方法。
现有的研究大多是关于粘合衬压烫工艺展开的,鲜有人研究压烫设备对粘合衬干热尺寸变化率的影响。本文基于现有研究,并根据标准 FZ/T 01082—2009规定衬衣衬需采用平板式压烫机制作组合试样,但通过调研实际生产应用,发现行业标准的规定与实际生产脱节。本实验通过选用市面上典型几类衬衣衬作为试验样品,在行业标准规定的压烫条件范围内,分别采用平板式压烫机和连续式压烫机压烫,计算干热尺寸变化率,进行比对实验。通过大量数据分析,研究两类典型设备对衬衣粘合衬干热尺寸变化率的影响,验证衬衣衬是否能在连续压烫机上进行压烫,为FZ/T 01082—2009的修订提供数据基础,也为检测行业提供与实际情况相符的检测方法。
1 平板式压烫机和连续式压烫机的原理和工艺
平板式压烫机和连续式压烫机的原理基本上类似,均是采用一定的温度、压力和时间对基布和衬布的组合试样进行压烫,使粘合衬具有一定的黏合强力。行业标准FZ/T 01082—2009中规定平板式压烫机适合衬衣衬,连续式压烫机适合外衣衬等,但是随着实际生产的需要及人们对服装的不同要求,衬衣衬的压烫设备在实际生产中开始由平板式压烫机转换为连续式压烫机。虽然平板式压烫机压烫出来试样剥离牢度强且硬挺有型,但是调研中发现,市场上衬衣生产企业开始使用连续式压烫机来压烫粘合衬,主要一是因为连续式压烫机的速度快,可节省时间、降低成本,利于实际生产需要;二是连续式压烫机压烫的粘合衬不呆板,更灵活,更个性化,适合当代时尚潮流。
图1是平板式压烫机,由上面一块平板热金属板和下面一个平面底床组成。图2是连续式压烫机,由上下加热器、输送带和上下轧辊等组成。这两类压烫机的温度可在0~200℃调节,温度准确度为±2℃;压烫机压强可调节,能施加一个均匀一致的压力,压强可在0~0.4 MPa调节,压强准确度为±0.02 MPa。

图1 平板式压烫机Fig.1 Flat pressing machine

图2 连续式压烫机Fig.2 Continuous pressing machine
2 实 验
2.1 样 品
实验选择平板式压烫机和连续式压烫机这两类典型的压烫机来压烫市面上常见的衬衣衬组合试样,分析其两组实验得出的干热尺寸的变化。检验试样上不得有污渍、色渍、油渍、拆痕及漏粉、涂层不匀等影响黏合加工的外观疵点存在后开始取样,试样取样原则为从距布边10 cm,距布端1 m以上剪取。
2.2 标准面料和衬衣衬的准备
衬衣衬黏合用的标准面料:技术要求符合GB/T 5326—2009《精梳涤棉混纺印染布》有关规定,水洗尺寸变化率按GB/T 8629—2001《纺织品试验用家庭洗涤和干燥程序》程序2A测试,干热尺寸变化率按FZ/T 01082—2009的规定进行测试。衬衣衬的标准面料质量要求为:平方米质量为90~95 g/m2,水洗尺寸变化率为经纬向在-1.0%~+0.5%,干热尺寸变化率为经纬向-1.0%~+0.5%。所以根据标准要求,选择衬衣衬组合试样中的标准面料规格如下:65/35涤棉平纹织物,平方米质量为90 g/m2,水洗尺寸变化率为经向-0.5%、纬向%。基布的各类指标均符合FZ/T 01076—2010的规定。另外,对市面上“雅戈尔”“罗蒙”“步森”“森马”等几家大型衬衣衬企业及线上网店进行跟踪调查,最终选用了10种市面上常见的衬衫衬(表1)与基布组合成为压烫试样。

表1 衬衣衬的规格Tab.1 Specifications of shirt lining
根据不同试验的要求,按规定块数剪取试样(300 mm×300 mm)和标准面料(面料尺寸略大于试样)。在试样未涂层的一面做标记,沿经、纬向各打上三对250 mm间距的标记。各组标记须离试样布边25 mm左右,每组间隔100 mm±10 mm,见图3。
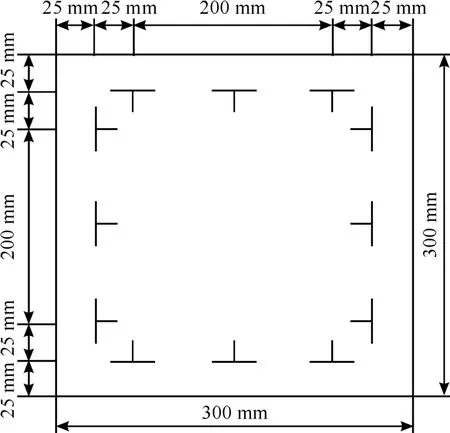
图3 同向各组标记间隔示意Fig.3 Schematic diagram of the interval in each synclastic group
2.3 内容及方法
2.3.1 组合试样制作方法
使用连续式压烫机压烫试样时,将标准面料放在准备台上,覆上粘合衬试样(涂层的一面朝下),试样与标准面料经纬向一致;使用平板式压烫机压烫试样时,将粘合衬试样放在下面,涂有热熔胶的一面朝上,标准面料在上,标准面料与粘合衬试样的经纬向应保持一致。
将组合试样按FZ/T 01076—2010规定的压烫条件压烫后,稍经冷却小心取下,置于 GB/T 6529—2008《纺织品调湿和试验用标准大气》规定的标准大气中平衡4 h。
组合试样完成后,用测温计测定并调整压烫机温度,然后对组合试样进行压烫;轻轻取下压烫的组合试样,在GB/T 6529—2008规定的标准状态下放置4 h。分别测量试样上经、纬向各三对标记间的距离,精确至0.5 mm。
2.3.2 结果计算
计算试验前后试样经、纬向的平均距离,计算结果按GB/T 8170—2008《数值修约规则与极限数值的表示和判定》中规定:修约至小数点后一位。经、纬向干热尺寸变化率分别按下式计算:

式中:L表示经、纬向干热尺寸变化率,%;L0表示试验基准标记线之间的平均距离,mm;L1表示试验后基准标记线之间的平均距离,mm。
根据FZ/T 01076—2010,粘合衬的类别不同,其压烫的条件也不同,衬衣衬的压烫条件如下:压烫温度为160~170℃,压烫压强为0.2~0.4 MPa,压烫时间为15~18 s。
本实验选取衬衣衬经过平衡调湿后,在保持压烫压力和压烫时间一定时改变压烫温度、在保持压烫温度和压烫时间一定时改变压烫压力、在保持压烫温度和压烫压力一定时改变压烫时间,这3种情况下进行对比试验,分别采用两种压烫机压烫,测定干热尺寸变化率,对比试验结果。
根据FZ/T 01082—2009中提到的干热变化率的计算方法:测量试样上经(纵)、纬(横)向各3对标记间的距离,取试验前后试样经(纵)、纬(横)向的平均距离,经(纵)、纬(横)向干热尺寸变化率。
3 结果与分析
根据FZ/T 01076—2010的粘合衬压烫条件,衬衣衬的压烫条件为:温度要求在160~170℃,压力在0.2~0.4 Mpa,时间在15~18 s。所以本实验根据FZ/T 01076—2010标准规定的条件选择了以下几个实验条件(表2—表4),分别是压烫压力为0.2 Mpa,压烫时间为15 s,选择压烫温度为160、165、170℃下两种压烫设备的干热尺寸变化率;压烫温度165℃,压烫时间15 s,选择压烫压力为0.2、0.3、0.4 Mpa下两种压烫设备的干热尺寸变化率;压烫温度165℃,压烫压力0.3 Mpa,选择压烫时间为15、16、17、18 s下两种压烫设备的干热尺寸变化率。图4分别是压烫温度为165℃,压烫压力为0.2 Mpa,压烫时间15 s时经向和纬向的干热尺寸变化率;图5分别是压烫温度为165℃,压烫压力为0.3 Mpa,压烫时间15 s时经向和纬向的干热尺寸变化率;图6分别是压烫温度165℃,压烫压力0.3 Mpa,压烫时间16 s时经向和纬向的干热尺寸变化率。
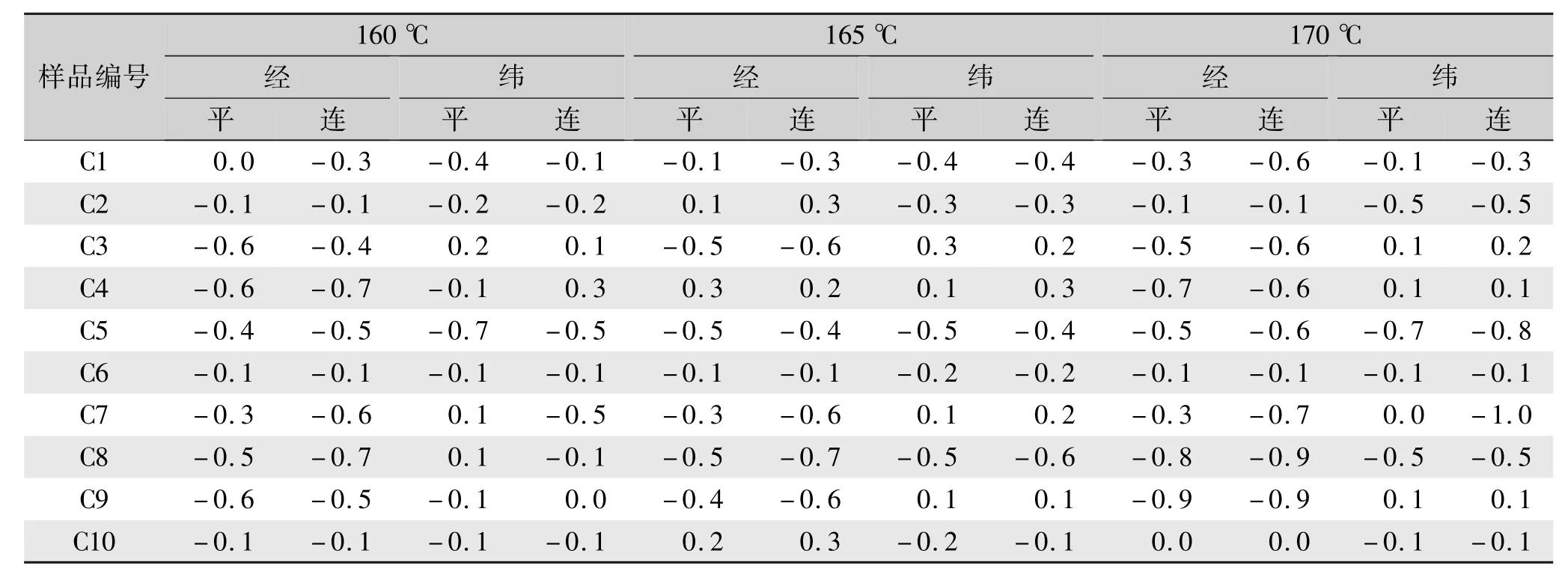
表2 衬衣衬在不同温度下两种压烫设备的干热尺寸变化率Tab.2 Heat dimensional change rate of shirt lining on two types of pressing machines at different temperature %
由表2的数据可知,经向:平板式压烫机的干热尺寸变化率稍大于或等于连续式压烫机;纬向:两种设备上测得的干热尺寸变化率的绝对值在0.3%以下,微弱浮动,为了更好地表达实验结果,在压烫温度为165℃,压烫压力为0.2 Mpa,压烫时间15 s时经向和纬向的干热尺寸变化率数据制作了图4。从图4可以看出,这组实验的经纬向数据在两类压烫机的压烫下区别不大,说明FZ/T 01082—2009中提到的衬衫衬需采用平板式压烫机制作组合试样的说法不准确,并且从实验数据中得出衬衣衬采用连续式压烫机和采用平板式压烫机压烫出来的组合试样的干热尺寸变化率均能达到国标的等级要求。根据GB/T 23327—2009《机织热熔粘合衬》中对干热尺寸变化率技术要求,衬衣衬干热尺寸变化率的技术要求为经向-1.0%~+0.5%,纬向-1.0%~+0.5%,达到了标准里一等品的要求,因此衬衣衬既可以采用平板式压烫机也可以采用连续式压烫机。

图4 165℃时衬衣衬经向和纬向的干热尺寸变化率Fig.4 Heat dimensional change rate at warp and weft of shirt lining at 165℃
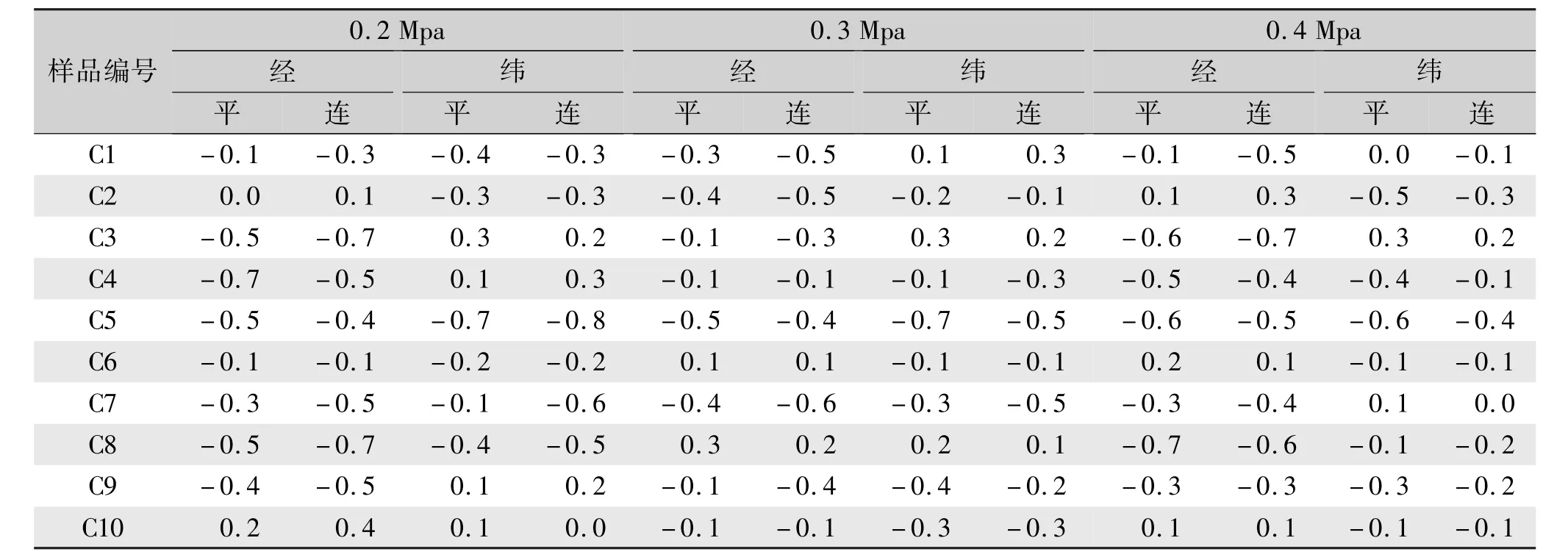
表3 不同压力下两种压烫设备的干热尺寸变化率Tab.3 Heat dimensional change rate of shirt lining on two types of pressing machines under different pressure %

图5 0.3 Mpa时经向和纬向的干热尺寸变化率Fig.5 Heat dimensional change rate at warp and weft of shirt lining at 0.3 Mpa
由表3的数据可知,经向:平板式压烫机的干热尺寸变化率与连续式压烫机数据接近,两组数据之差的绝对值不大于0.3%;纬向:两种设备上测得的干热尺寸变化率的绝对值在0.3以下,微弱浮动,为了更好地表达实验结果,将压烫温度为165℃,压烫压力为0.3 Mpa,压烫时间15 s时经向和纬向的干热尺寸变化率数据制作了图5。从图5可以看出,这组实验的经纬向数据在两类压烫机的压烫下区别不大,衬衣衬采用连续式压烫机和采用平板式压烫机压烫出来的组合试样的干热尺寸变化率达到GB/T 23327—2009中对干热尺寸变化率技术要求,即经向:-1.0%~+0.5%,纬向:-1.0%~+0.5%。

表4 不同时间下两种压烫设备的干热尺寸变化率Tab.4 Heat dimensional change rate of Shirt lining on two types of pressing machines at different time %

图6 16 s时衬衣衬经向和纬向的干热尺寸变化率Fig.6 Heat dimensional change rate at warp and weft of shirt lining at 16 s
由表4的数据可知,经向、纬向:平板式压烫机的干热尺寸变化率与连续式压烫机数据接近,两组数据之差的绝对值不大于0.3,微弱浮动,为了直观地表达实验结果,将压烫温度165℃,压烫压力0.3 Mpa,压烫时间16 s时经向和纬向的干热尺寸变化率数据制作了图6。图6可以看出,这组实验的经纬向数据在两类压烫机的压烫下区别不大,衬衣衬采用连续式压烫机和采用平板式压烫机压烫出来的组合试样的干热尺寸变化率达到GB/T 23327—2009中对干热尺寸变化率技术要求,即经向:-1.0%~+0.5%,纬向:-1.0%~+0.5%。
通过以上几组数据的分析,衬衣衬试样经纬向数据:平板式压烫机的干热尺寸变化率的变化规律不是很明显,数据基本接近,两组数据之差的绝对值不大于0.3。说明FZ/T 01082—2009中提到的衬衣衬需采用平板式压烫机制作组合试样进行压烫的规定与实际不符,从实验数据中得出衬衣衬即可采用连续式压烫机,也可采用平板式压烫机进行压烫;从数据中看出,两类压烫机压烫出来的干热尺寸变化率的数据均达到了国家推荐性标准GB/T 23327—2009中对干热尺寸变化率技术要求,即衬衣衬干热尺寸变化率的技术要求为经向-1.0~+0.5%,纬向-1.0~+0.5%,并能符合国家标准的一等品要求。因此,衬衣衬既可以采用平板式压烫机也可以采用连续式压烫机。
4 结 语
本文根据行业标准FZ/T 01076—2010的粘合衬压烫条件,衬衣衬的压烫条件为:温度在160~170℃,压力在0.2~0.4 Mpa,时间在15~18 s选择了多种实验条件对10种衬衣衬在平板式压烫机和连续式压烫机上压烫后的干热尺寸变化率的研究。实验结果得出的结论与FZ/T 01082—2009中提到的衬衣衬需采用平板式压烫机制作组合试样进行压烫的规定不符,对修订FZ/T 01082—2009奠定了基础。
为探究两类压烫设备对衬衫粘合衬干热尺寸变化率的影响,选取10种市面上比较典型的衬衣衬,分别在平板式压烫机和连续式压烫机上压烫,计算组合试样的干热尺寸变化率,得到以下结论:对衬衣衬而言,经向、纬向在两种设备上测得的干热尺寸变化率差距不是很明显,均在-0.8%~+0.4%。根据GB/T 23327—2009中对干热尺寸变化率技术要求,衬衣衬干热尺寸变化率的技术要求为经向-1.0%~+0.5%,纬向-1.0%~+0.5%,连续式压烫机压烫后测得数据结果完全达到标准要求,所以不管是检测过程中还是实际工厂压烫粘合衬组合试样,衬衣衬完全可以选择连续式压烫机来压烫,不一定要采用平板式压烫机。因此,在实际生产过程中不仅可以提高生产效率和降低成本,还能提高衬衫领子的灵动性和活力感,为服装设计提供更多的可利用元素,从而提高服装的设计感,满足人们对服装新的审美需求。
[1]隗合月.服装用非织造粘合衬的特点及现状[J].非织造布,2012(4):42-43.KUIHeyue. Characteristics and status ofnon-woven interlining for clothing[J].Nonwovens,2012(4):42-43.
[2]胡东.粘合衬在服装成衣工艺中应用浅析[J].江西蓝天学院学报,2007,2(3):38-41.HU Dong.The application of fusible interlinling in the manufacturing technique of ready-to-wear clothes[J].Journal of Jiangxi Blue Sky University,2007,2(3):38-41.
[3]何俊.现代服装生产中粘合衬的应用[J].现代经济信息,2009,1(3):89.HE Jun. Application of modern garment interlining production[J].Modern Economic Information,2009,1(3):89.
[4]王秀才.衬衫压烫工艺研究[J].陕西纺织,2007(1):37-39.WANG Xiucai.Research of shirt pressing process[J].Shanxi Textile,2007(1):37-39.
[5]白会东.服装粘合衬的粘合工艺分析[J].山西纺织服装,2012(2):15-18.BAI Huidong.Garment interlining bonding process analysis[J].Shanxi Ttextile Apparel,2012(2):15-18.
[6]曹蓓,靳杜娟.压烫工艺在服装粘合衬中的应用[J].艺术科技,2015(6):105.CAO Bei,JIN Dujuan.Application of pressing process in the garment interlining[J].Art Science and Technology,2015(6):105.
[7]刘雪婷,徐军,赵竟钰.西服面料与粘合衬压烫工艺参数的优化选择[J].西安工程大学学报,2012,26(2):174-178.LIU Xueting,XU Jun,ZHAO Jingyu.The optimal pressing parameters of suit fabrics and adhesive linling[J].Journal of Xi'an Polytechnic University,2012,26(2):174-178.
[8]张海峰.高档外衣粘合衬布粘结性能提升探析[J].苏纺织,2014(8):42-44.ZHANG Haifeng.Study of the improvement of bonding strength of high classic woven fusible interlinings[J].Jiangsu Textile,2014(8):42-44.
[9]陈加亮,陈凯.非织造布粘合衬剥离强度影响因素分析[J].中国纤检,2007(4):22-25.CHEN Jialiang,CHEN Kai.Analysis the factors of the nonwoven fabric interlining peel strength[J].China Fiber Inspection,2007(4):22-25.
[10]李瑾,张宝庆,李桂梅.浅谈提高粘合衬组合试样压烫质量的措施和方法[J].非织造布,2012(2):46-47.LI Jing,ZHANG Baoqing,LIGuimei.Studyingthe measures and methods of improving the quality of interlining combined sample[J].Nonwovens,2012(2):46-47.
Effects of different pressing machine on heat dimensional change rate of shirt lining
ZHANG Huifang1,SHOU Shuangshuang2,WU Xianxian1,CAO Liqin1
(1.Zhejiang Textile Testing& Research Institute,Hangzhou 310018,China;2.Silk Institute,College of Materials and Textiles,Zhejiang Sci-Tech University,Hangzhou 310018,China)
There are two types of interlining pressing machine,flat pressing machine and continuous pressing machine.After the flat pressing machine is used for shirt lining,the adhesive strength is strong,but the collar is stiff.Thus,the continuous pressing machine is used by many manufacturers now.However,according to the standard of FZ/T 01082—2009,shirt lining should be pressed by the flat pressing machine,which is inconsistent with the actual production.In this paper,the effects of two kinds of equipment on heat dimensional change rate of shirt lining were studied to verify whether the shirt lining can be pressed by the continuous pressing machine.Experimental results have showed that the dimension change effects of shirt lining are similar by using the two kinds of equipment,and the product meets the class requirements.Hence,shirt lining can be pressed by the continuous pressing machine.The conclusion of this study is significant to the revision of the FZ/T01082—2009 and has useful guiding significance for the actual production of textile and clothing.
lining; heat dimensional change rate; flat pressing machine; continuous pressing machine; pressing conditions
TS941.17
A
1001-7003(2017)11-0025-07 引用页码:111105
2016-12-06;
2017-09-26
张惠芳(1986-),女,工程师,硕士,主要从事纺织工程和纺织检测的研究。通信作者:曹丽勤,高工,542891094@ qq.com。
10.3969/j.issn.1001-7003.2017.11.005
猜你喜欢
机械工业标准化与质量(2021年7期)2021-10-12
纺织检测与标准(2021年3期)2021-07-06
航天返回与遥感(2021年1期)2021-03-16
中国设备工程(2020年20期)2020-11-09
汽车实用技术(2020年12期)2020-10-21
空间科学学报(2020年6期)2020-07-21
轮胎工业(2020年8期)2020-03-01
丝绸(2018年10期)2018-10-15
机电信息(2018年20期)2018-07-13
中国公路(2017年15期)2017-10-16
