生活用纸质量监控与异常分析方法的研究
2017-11-30 09:05:59李继庚曾志强
中国造纸 2017年11期
汪 涵 李继庚 满 奕 曾志强 王 波
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
·质量监控·

生活用纸质量监控与异常分析方法的研究
汪 涵 李继庚*满 奕 曾志强 王 波
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
某生活用纸制造企业以单变量标杆值来检测产品质量合格与否,未考虑各变量之间的相关性,该种检测方法必将导致误判率提高。如今国内外已将统计过程控制模型应用在质量监控中,但是生活用纸包含多种质量变量,仅对某一单独变量进行监控显然不够。基于此本课题提出多变量统计过程控制模型,该模型在单变量统计过程控制(SPC)基础上从整体角度对产品质量进行监控。并将该模型运用在江门某生活用纸制造企业的产品质量监控与分析上,找出质量异常的产品,并结合综合变量贡献率来分析异常原因。最后通过引入10组故障点验证模型的准确度,结果表明,本课题研究方法有效可行。
生活用纸;多变量统计过程控制;质量分析;异常识别
江门某生活用纸制造企业是一家集研究、开发、生产和销售为一体的现代化生活用纸大型企业。为了实现造纸工业4.0,并积极发展低碳造纸工业,近几年该企业推出质量管理系统并成功投入使用,造纸企业实现数据采集是构建智能造纸工业前端的基础部分[1-2],本课题将对从该质量管理系统中获取的质量检测数据进行建模分析,以研究生活用纸质量监控与异常分析的方法。
生活用纸生产制造分为前加工和后加工两个工序。前加工生产原纸,成品以轴为单位,每轴纸有对应的轴号。后加工为原纸的二次加工,有复卷、裁切和包装等。该生活用纸制造企业以单变量标杆值来检测产品质量合格与否,表1为该企业某品种原纸的质检标准,表1中对纸张的伸长率和厚度无控制要求,容易导致不合格产品的漏检,且实际生产中的原纸白度经常大于90%,若使用表1的质检标准将会大大提高误判率。
按照华南理工大学李远华等人[3]研究得出纸张抗张强度模型,表明纸张质量是可预测控制的,且各质量变量之间存在一定的相关性。对该企业质量数据进行相关性分析,得出抗张力与柔软度、湿抗张力、定量以及定量与柔软度之间的相关系数均大于0.75,为高度相关;湿抗张力与柔软度、定量的相关系数大于0.5,为中等程度相关[4],如表2所示。以上相关性的显著性均小于0.05,具有统计学意义。综上,该企业的单变量标杆值质检方法未考虑到各变量之间的相关性,虽然合格产品的每个变量均处在标准范围内,但是变量之间的相关性打破,还是存在潜在的质量问题。基于此,本课题提出多变量统计过程控制的一种质量检测方法。

表1 某品种原纸的质检标准
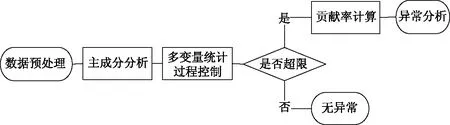
图1 研究技术路线
多变量统计过程控制(MSPC)作为一种通过监控多个关键质量变量的变化来监控产品质量的方法,已经在生物化工领域和工业界得到广泛应用[5-7]。MSPC运用统计建模的方法将多个单独过程变量IPVs(individual process variables)降为两个复合指标(Hotelling’sT2统计量和预测误差平方和SPE统计量),利用这两个复合指标来实现质量监控[8]。
综上,需对之前生产的产品重新统计监控,找出存在异常的点并分析异常原因。由于单变量统计过程控制(SPC)无法判断变量之间的相关性,而 MSPC方法在SPC的基础上考虑到了多变量之间的相关性[9]。因此本课题将基于MSPC模型来对该企业前加工生产的原纸质量进行监控与分析。
1 研究方法
本课题的技术路线如图1所示,本节将对技术路线中的主成分分析(PCA)、多变量统计过程控制(MSPC)和贡献率计算这三部分进行介绍。
1.1主成分分析
主成分分析(PCA,Principal Component Analysis)将过程变量数据由高维采样空间投影到少数隐变量定义的低维特征空间,同时保留过程主要的特征信息。
主成分分析步骤如下:
(1)对Xn·p的质检合格数据矩阵进行标准化处理,其中n为样本数,p为监控变量的维数。处理后其采样数据矩阵仍记为X。计算标准化后的X的协方差矩阵。
(3)用前m个主元来代表数据中的主要变化,可得到以下PCA模型:
(1)
式中,t1,t2,…,tm为主成分得分向量,且ti=Xpi,i=1,2,…m。
1.2多变量统计过程控制
在构建PCA模型以后,为了监控当前时刻过程的运行状况,常用到的统计量有平方预测误差SPE图、T2图和贡献率图等。各统计量定义如下:
(1)SPE也称为Q统计量,代表数据中未被主元模型所解释的变化,如式(2)所示。SPE统计量过大表示主元模型的相关性被破坏。
(2)
式中,ei为E的第i行,I为单位矩阵,Pm=(p1,p2,…,pm)。
当置信度α=95%时(本课题所有置信度均取95%),控制限可按式(3)进行计算。
(3)
(2)Hotelling’sT2为统计量所得分向量的标准平方和,表示采样点在变化趋势和幅值上偏离模型的程度,如式(4)所示。
(4)
T2控制图的控制限为:
(5)
如果质量出现异常,则会导致T2值或SPE值出现异常,而超出其控制限[11]。
1.3贡献率计算
先分别计算出T2和SPE两个统计量的变量贡献率,再对它们进行加和得到综合变量贡献率。
(1)T2图出现异常时,量化每个过程变量相对于得分向量的贡献率,然后对那些造成失控状态的得分贡献率进行求和,其算法如下:
①检查异常点Xi的标准化得分(ti,j/λj)2,并确定造成失控状态的r≤m个得分,其标准为:

(6)
式中,ti,j为异常点Xi映射到第j个载荷向量上的得分,j=1,2,…,m。
②计算每个监控变量xi,j相对于失控得分ti,j的贡献率:
(7)
式中,pj,l为过程PCA模型载荷矩阵P的第(l,j)个元素,l=1,2,…,r.j=1,2,…,p。
③计算过程变量xi,j的总贡献率,并对其进行标准化:
(8)
(9)
(2)当SPE统计图出现异常时,其贡献率的计算方法如下:
①计算重构误差,其计算公式为式(10)。
(10)
②对SPE统计量贡献率进行标准化处理,其计算公式为式(11)。
(11)
(3)当分别计算出T2贡献率和SPE贡献率后,需要对其进行综合。算法如下:
Ci,j′=k1Ωi,j+k2|xei,j|
(12)
式中,k1为T2贡献率系数,T2图出现异常时k1=1,正常时k1=0;k2为SPE贡献率系数,SPE图出现异常时k2=1,正常时k2=0[12]。
2 案例分析
本案例对江门某生活用纸企业前加工生产的某品种原纸进行MSPC。从该企业质量管理系统的后台数据库中获取一年的质检数据进行预处理,质检数据有8维,包括白度、柔软度、抗张力、伸长率、湿抗张力、厚度、吸水性和定量。最后得出563轴质检合格的产品,本案例将研究这些合格产品中的质量异常点。
2.1分析结果
将上一节的研究方法通过Matlab R2015b 数学计算软件进行建模分析,在主成分保留率取为85%后得出的主成分从原有的8维降为6维。通过对该6维相互独立的主成分进行控制,可实现对原过程的监控。然后对这563轴原纸进行编号,每个编号(No.)对应相应的轴号。
MSPC建模得出SPE统计图和T2统计图,如图2和图3所示。采用T2和SPE两个统计量进行过程监测时可能出现以下4种情况。
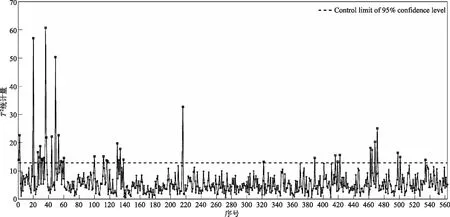
图2 T2统计图
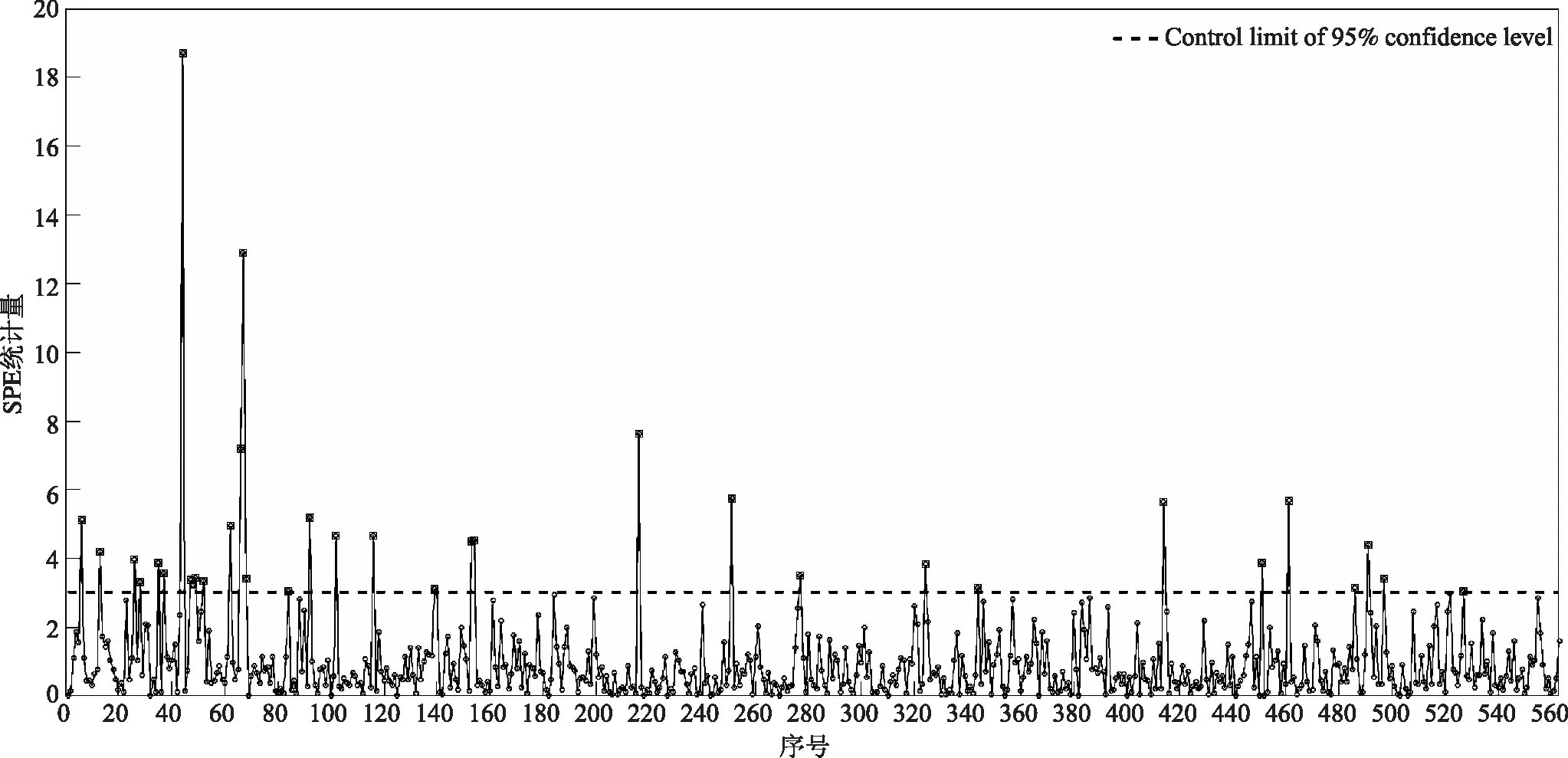
图3 SPE统计图
(1)T2和SPE两个统计量均未超出对应的控制限,此情况说明系统运行正常,所有数据处于正常工况内,没有异常发生。
(2)T2超出控制限而SPE未超出其控制限,此情况表明采样点在变化趋势和幅值上偏离模型,有异常发生。由图2可以看出,该情况共有31轴。
(3)T2未超出控制限而SPE超出其控制限,此情况表明正常运行情况下主元统计模型变量之间的相关性被破坏,有异常发生。由图3可以看出,该情况共27轴。
(4)T2和SPE两个统计量同时超出对应的控制限,此种情况说明过程运行异常,有故障发生;两个统计量的共同超限点有No.26、No.28、No.37、No.44、No.49、No.116和No.216共7轴。

图4 异常点综合变量贡献率
T2和SPE共同超限点的异常程度最高,单独超限点的异常程度次之[13]。最后在合格产品中发现65轴有质量异常,异常检测率高达11.55%。表明该企业采用的单变量标杆值质检方法的确存在高误判率。对共同超限的7个点进行综合变量贡献率计算,探究其异常原因。然后将综合变量贡献率以直方图的形式展示,如图4所示。
表3所列为异常点原始数据(数据已脱敏)。由图4可见No.26和No.49的白度贡献率偏高,查询表3可知,这两轴白度偏低。另外No.28伸长率贡献率偏高,查询表2该轴纸伸长率仅为8.64%远低于其他轴。同理No.37的厚度、定量和白度有异常;No.44和No.216的厚度异常;No.116的柔软度和湿抗张力异常。建议企业对表3中异常点所对应的原纸产品进行重点检查。这些异常点不仅一些质量变量超标,而且变量之间的相关性也打破。
通过计算综合变量贡献率能清楚发现异常原因,且贡献率的大小与原始数据相符合。

表3 异常点原始数据(数据已脱敏)
2.2方法验证
由于MSPC要实现质量的实时监控。将上面的563组数据作为训练集,引入10组质量不合格数据(故障点)为测试集,每次在MSPC模型中加入表中的一组数据。以此来验证模型的准确度。
通过T2和SPE两个统计图观察引入的故障点是否超限,超限点汇总如表4所示。
表4中,Y表示超出控制限,N表示未超出控制限。表4中的每组故障点至少有一个统计量超限,其中第6组和第8组为共同超限点,代表异常程度高。结果表明,10组全部检测出异常,表明多变量统计过程控制用于异常检测是有效可行的。
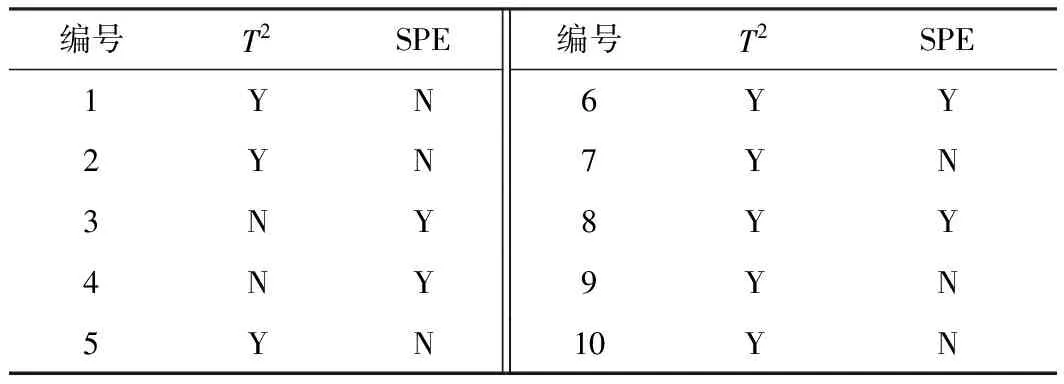
表4 超限点汇总
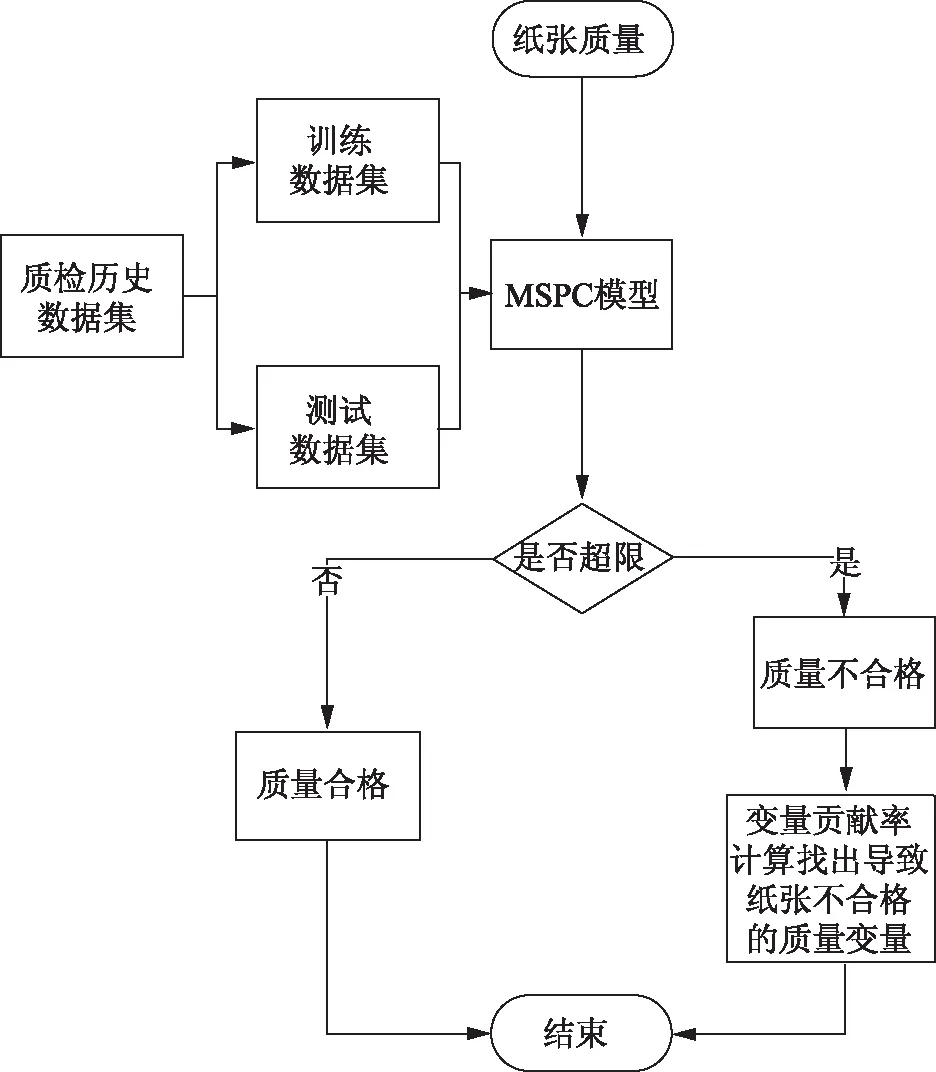
图5 实际生产操作步骤
2.3实际生产中的应用
既然本课题研究方法用于纸产品质量检测是有效可行的,那么在实际生产中如何应用是企业员工迫切关注的问题。
图5为本课题研究方法在纸产品质量检测中的具体步骤。在获取企业实际生产的纸产品质量数据后代入MSPC模型中,该模型是由质量历史数据集训练而出,并由测试数据集测试通过。若T2和SPE两个统计量至少有一个超出其控制限,则认为该轴纸有质量异常,最后通过计算该轴纸的变量贡献率来找出存在问题的质量变量。
3 结 语
本课题将多变量统计过程控制(MSPC)运用在生活用纸质量监控中,并计算综合变量贡献率来分析异常原因。最后通过引入10组故障点验证模型的准确度,结果表明,本课题的研究方法有效可行。
在质检合格的563轴产品中,通过MSPC模型监控得出65轴异常,其中7轴异常程度较高。合格产品中异常检测率高达11.55% 。说明该企业的质量标杆值不准确导致的高误判率,建议企业运用MSPC模型来实现质量的实时监控,减少质量检测的误判率。
[1] LIU Huan-bin, LI Ji-geng, TAO Jin-song. Some Thought on Developing Low-carbon Paper Industry[J]. China Pulp amp; Paper, 2011, 30(1): 51.
刘焕彬, 李继庚, 陶劲松. 发展低碳造纸工业的几点思考[J]. 中国造纸, 2011, 30(1): 51.
[2] CHEN Xiao-bin , LI Ji-geng .Research on the Construction and Key Technologies of Intelligent Pulp and Paper Industry[J].China Pulp amp; Paper, 2016, 35(3): 55.
陈晓彬, 李继庚. 工业4.0时代下智能造纸工业的构建及其关键技术[J]. 中国造纸, 2016, 35(3): 55.
[3] LI Yuan-hua, LIU Huan-bin, TAO Jin-song, et al. Research Progress on Tensile Strength Model of Paper [J].China Pulp amp; Paper, 2014, 33(1): 65.
李远华, 刘焕彬, 陶劲松, 等. 纸张抗张强度模型的研究进展[J]. 中国造纸, 2014, 33(1): 65.
[4] Kenji tetsu. Quality management statistical methods[M]. Beijing: Mechanical Industry Press, 2006.
铁健司. 质量管理统计方法[M]. 北京: 机械工业出版社, 2006.
[5] Liu Y-J, André S, Saint Cristau L, et al. Multivariate statistical process control (MSPC) using Raman spectroscopy for in-line culture cell monitoring considering time-varying batches synchronized with correlation optimized warping (COW) [J]. Analytica Chimica Acta, 2017, 952: 9.
[6] Bozorgtabar B, Noorian F, Rad G A. Comparison of different PCA based face recognition algorithms using genetic programming[C]//5thInternational Symposium on Telecommunications. Tehran: IEEE, 2010.
[7] Sales R F, Vitale R, de Lima S M, et al. Multivariate statistical process control charts for batch monitoring of transesterification reactions for biodiesel production based on near-infrared spectroscopy[J]. Computers amp; Chemical Engineering. 2016, 94: 343.
[8] Lemaigre S, Adam G, Goux X, et al. Transfer of a static PCA-MSPC model from a steady-state anaerobic reactor to an independent anaerobic reactor exposed to organic overload[J]. Chemometrics and Intelligent Laboratory Systems, 2016, 159: 20.
[9] Zhou F, Park J H, Liu Y. Differential feature based hierarchical PCA fault detection method for dynamic fault[J]. Neurocomputing, 2016, 202: 27.
[10] Wolfgang Hardle, Leopold Simar. Applied multivariate statistical analysis[M] . Beijing: Peking University Press, 2011.
沃尔夫冈·哈德勒, 利奥波德·西马. 应用多元统计分析[M]. 北京: 北京大学出版社, 2011.
[11] YAN Xiao-jun, ZHANG Min-kai, CHEN Zhi-ya. Study on Risk Control of Material Purchasing Based on MSPC[J]. Journal of Mathematical Statistics and Management, 2016(2): 1.
闫晓军, 张民楷, 陈治亚. 基于MSPC的物资采购风险控制研究[J]. 数理统计与管理, 2016(2): 1.
[12] DU Fu-zhou, TANG Xiao-qing.MSPC anomaly recognition method based on variable contribution rate[J]. Journal of Beihang University, 2012(10): 1295.
杜福洲, 唐晓青. 基于变量贡献率的MSPC异常识别方法[J]. 北京航空航天大学学报, 2012(10): 1295.
[13] Tao Er-pan. Based on multivariate statistical analysis of papermaking wastewater treatment fault detection and diagnosis[D]. Guangzhou: South China University of Technology, 2014.
(责任编辑:马 忻)
推进林业生态建设 加快发展林纸循环经济
StudyonQualityMonitoringandAbnormalAnalysisMethodforTissuePaper
WANG Han LI Ji-geng*MAN Yi ZENG Zhi-qiang WANG Bo
(StateKeyLabofPulpandPaperEngineering,SouthChinaUniversityofTechnology,Guangzhou,GuangdongProvince, 510640)(*E-mail: jigengli@scut.edu.cn)
The quality of tissue paper directly affect its sales market. A tissue paper mill tests the value of a single variable to determine whether qualified the product is without taking into account the integrity of the variables, this test method will lead to increase of misjudgment rate. Nowadays, the statistical process control model has been applied in quality monitoringat at home and abroad, tissue paper contains a variety of quality variables, evidently only a single variable monitoring is not enough. Therefore, the Multivariable Statistical Process Control (MSPC) model was proposed in this paper, which monitored the product quality from the overall perspective on the basis of SPC. And the model was applied to the product quality monitoring and analysis in a tissue paper mill in Jiangmen, Guangdong Province, to find out the abnormal product and analyze the abnormal reason with the contribution rate of the integrated variable. Finally, the accuracy of the model was verified by introducing 10 sets of fault points. The results showed that the MSPC method was effective and feasible for quality monitoring.
tissue paper; multivariate statistical process control; quality analysis; abnormal identification
汪 涵先生,在读硕士研究生;主要研究方向:制浆造纸过程计算机模拟与优化。
TS736
A
10.11980/j.issn.0254- 508X.2017.11.008
2017- 06- 30(修改稿)
广东省省级科技计划项目(2013B010406002,2015A0-10104004, 2015B010110004);制浆造纸工程国家重点实验室自主研究项目(2017QN02)。
*通信作者:李继庚,博士,研究员;主要研究方向:制浆造纸过程节能减排集成与优化技术,制浆造纸过程清洁生产技术。
猜你喜欢
品牌研究(2023年6期)2023-03-01 06:51:18
品牌研究(2023年5期)2023-02-25 08:13:16
品牌研究(2023年4期)2023-02-19 08:58:28
军事运筹与系统工程(2020年2期)2020-11-16 01:11:04
小天使·六年级语数英综合(2018年8期)2018-09-17 07:47:44
军事运筹与系统工程(2018年3期)2018-03-26 06:33:02
中亚信息(2016年10期)2016-02-13 02:32:45
印刷技术·包装装潢(2014年5期)2014-08-27 16:56:19
中国造纸(2014年1期)2014-03-01 02:10:11
中国造纸(2014年1期)2014-03-01 02:10:11