
轧制孔型对冷镦钢开裂影响简析
2017-11-28 08:27韩发水
商情 2017年38期
韩发水
[摘要]本钢每月都要为下游用户生产数万吨的冷镦钢线材,在成品检验过程中,常因出现冷镦开裂现象而被判为废品,为了降低废品率,主要探讨冷镦钢在生产过程中轧件耳子对冷镦开裂的影响,及控制措施。
[关键词]冷镦钢;冷镦开裂;折叠;耳子
随着制造技术的进步,许多标准件产品的生产工艺也发生重大变化。冷镦钢主要用于制造螺栓等70%以上的总变形量,所以其具有内部组织致密,产品机械性能好,生产效益好,材料利用率高,尺寸精度高等优点,使冷镦钢的消耗使用量不断增大。但因冷镦检验过程中经常出现表面开裂现象,出现废品,是冷镦钢轧制过程的一个难题,本钢北营轧钢厂通过修改轧制参数,改进孔型配置,有效减少了冷镦钢实验开裂倾向。
1冷镦开裂现象统计
1.1全卷出现裂纹开裂现象偶尔批量发生,基本是由于导卫老化、损坏、料型折叠等原因产生的,这种现象容易发现也容易控制。
1.2线材表面断续出现不规律位置划伤导致开裂现象,产生原因涉及全线的导卫、导槽,事故点较多,查找具体原因较困难,有时需要在整条生产线排查。
1.3大部分开裂在盘卷的头尾20圈以内比较严重,且规律明显。轧制冷镦钢需要提前按5圈、10圈、15圈、20圈分别进行检验。为保证成品合格,根据不同规格,需要将盘园头尾分别切去10圈以上,大量的切损严重影响成材率。
2产生冷镦开裂原因分析
2.1在连轧生产过程中,由于粗中轧不便于设立活套,因此机架间采用微张力轧制原理通过控制轧机间速度微张力方法实现连续生产,一旦机架间张力消失便出现轧件头尾大局部过充满的现象。
2.2轧件头尾两端在轧槽内极易产生过充满现象,部分金属溢出轧槽外形成耳子,下道轧机不能保证在耳子垂直方向轧制,一旦倾倒便产生折叠。最容易观察就是中轧末架后切头尾,经常发现耳子存在。
2.3由于北营高线实际设备的限制,每道次孔型充满度都在80%以上,有的甚至更多。如果某架导卫安装不正或者调整不规范,当压下量较大时,头尾就可能产生较严重耳子,此时观察中间料型则是欠充满状态。
2.4冷镦开裂对耳子反映敏感的根本原因是由于耳子产生的折叠痕迹或者叫折叠缺陷。轧制过程中极其微小的折叠甚至轻微表面划痕都可能导致冷镦开裂,因此研究控制耳子如何产生的折叠条件,避免产生折叠,最终减少冷镦钢产生开裂倾向。
3控制轧件耳子对冷镦开裂的影响措施
3.1减少轧件头尾耳子的产生
3.1.1中轧两条线同时生产时,保证两线首架轧制面尺寸差达到最小,避免因两线流量不一致导致的某一条线张力过大产生头尾耳子。
3.1.2合理调整轧制参数,机架间保证尽可能小的张力状态,提高导卫扶正轧件能力,减小轧件的通条尺寸差。
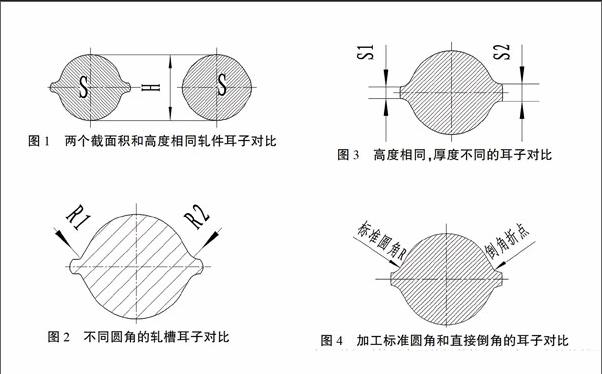
3.1.3对充满度较高且工艺上允许修改的孔型进行加宽调整,这样在截面积一致的条件下,可以避免耳子的产生(见图1),图1为两个截面积s和高度H完全相同的两个轧件,耳子产生折叠几率明显不同。
3.1.4合理分配各道次的压下量,尽量使各架轧槽充满度平均,尽量避免个别架次的过充满现象产生。
3.1.5提高导卫调整安装精度是控制头尾耳子最为直接且有效的办法。
3.2减小耳子对冷镦开裂的影响
由于工艺条件的限制,不能对充满度较高的孔型进行加宽修改时,头尾耳子在该架次就很难彻底避免(此时的耳子一般都非常小,成品出现冷镦开裂时也很难判断是此种现象产生的)。需要对此种现象进行有效控制。
3.2.1轧制孔型设计时都有过渡圆角,目的就是防止产生耳子时避免折叠产生。通过增大轧槽圆角R的尺寸(图2),相对于R1,R2可减小耳子产生折叠的趋势,但耳子较高时仍会产生折疊痕迹。
3.2.2增加辊缝的尺寸,配合适当的过渡圆角,轧件出现较厚的耳子不但提高了调整量(图3),还可减小下道次产生折叠的倾向。
3.2.3加工轧槽时一般采用倒角的方式替代圆角,在轧件耳子部位将形成明显的折线,耳子易在折点处易倾倒形成折叠。故加工轧槽采用标准的成型刀具加工过渡圆角有利于减少折叠的倾向(图4)。
3.2.4加工轧辊时使用专用轧辊数控机床,加工出的轧槽不但表面光洁度好,而且上下轧槽各部位尺寸一致,轧制稳定性好;圆弧倒角没有任何过渡痕迹,且光洁度高,可以有效减少冷镦裂纹出现。
4结论
4.1冷镦钢由于防止开裂的特点,是盘圆生产中工序质量要求较高的钢种,不但要求较高的轧槽表面质量,而且对各轧制工序的料型控制要求非常严格。
4.2采用合理的孔型系统可以有效改善冷镦开裂倾向。
4.3通过孔型的精确加工可以提高冷镦钢产品质量,更为生产操作创造有利条件。endprint
