
乙烯裂解炉中低NOx燃烧器的安装、操作与维护①
2017-11-24 09:23:06毛小亮
化工机械 2017年5期
毛小亮
(天华化工机械及自动化研究设计院有限公司)
乙烯裂解炉中低NOx燃烧器的安装、操作与维护①
毛小亮
(天华化工机械及自动化研究设计院有限公司)
介绍了低NOx燃烧器的设计原理和影响燃烧器性能的几个要素,阐述了低NOx燃烧器的安装、操作和维护过程,并列举了低NOx燃烧器运行中常见的故障与排除方法。
乙烯裂解炉 低NOx燃烧器 安装 操作 维护
裂解炉是乙烯装置的核心设备,作为重要组成部分的燃烧器为裂解炉提供热量,燃烧器的运行状况取决于它的设计、安装、操作和维护。随着环保部门对裂解炉NOx排放要求的逐渐提高,燃烧器供货商也相继开发了各种类型的低NOx燃烧器。近几年来各新建或改造乙烯装置项目都要求燃烧器具有低NOx排放、良好燃烧效果及热通量分布均匀等特点。
1 低NOx燃烧器设计
通常裂解炉燃烧器的低NOx排放技术主要有多点分散燃烧、分级燃料燃烧和烟气再循环技术。多点分散燃烧是将燃烧器的喷嘴分开布置,分散燃烧火焰,从而避免了燃烧器火焰集中,有助于减少NOx的生成;分级燃料燃烧是通过喷嘴的布置和喷孔的方向将燃烧分成若干区域,降低火焰区域的燃烧温度,减少NOx的生成;烟气再循环是通过燃料喷射形成的低压区吸引炉膛中较低温度的烟气再回到燃烧区域,这样可以降低火焰区域的燃烧温度,减少NOx的生成。
要确保低NOx燃烧器运行时达到设计效果,需要注意以下几点:
a. 燃料气组分应在设计可接受范围内,尽量减少燃料气中的重组分(如C3、C4和C5+),尤其是不能带液,否则不仅会大幅提高NOx的排放,还会造成喷孔结焦堵塞;
b. 燃烧器的正确安装是确保低NOx燃烧器能够有效运行的基本因素;
c. 合理的燃烧器操作工艺是燃烧器实现低NOx排放的最关键因素;
d. 合理的燃烧器维护是确保燃烧器长期稳定保持低NOx排放必不可少的因素。
2 低NOx燃烧器的安装
裂解炉通常采用底部和侧壁联合或全底部燃烧器布置,底部燃烧器安装在炉底,侧壁燃烧器安装在炉壁板上。
从包装箱内取出燃烧器组件时应格外小心,搬运时不能弄弯或损坏燃气组件,燃气组件的安装方位尤其关键。从包装箱内取出和搬运烧嘴砖时应格外小心,确保不要掉落或撞到任何物体,防止烧嘴砖破损。燃烧器安装前,应仔细核对炉子钢结构布置图和燃烧器图纸,成功安装取决于按燃烧器装配图所示正确地放置燃烧器零部件尤其是燃气喷头和烧嘴砖。
燃烧器分为烧嘴砖组件和风箱组件两大部分。裂解炉通常先安装侧壁燃烧器烧嘴砖组件(如果有),待炉内施工完成后再安装侧壁燃烧器风箱组件和底部燃烧器。如在炉内施工未完成时先安装了含有烧嘴的风箱组件,需要做好防护措施以免喷头损坏和堵塞。
安装燃烧器时要确保炉内底部和侧烧下面不得有人。按照燃烧器装配图中的开孔图,在裂解炉相应位置开孔,并把安装螺栓焊接到位。按燃烧器装配图将燃烧器组件固定于裂解炉上;按装配图要求安装烧嘴砖组件,烧嘴砖与风箱组件之间以及烧嘴砖四周用陶纤压紧,厚度参照装配图。
注意调整气烧嘴、长明灯与烧嘴砖之间的同心度,以及气烧嘴、长明灯与炉底之间的垂直度,根据装配图,仔细核对气喷头位置和喷孔方向。把燃料气管接到进气管上,连接前确认燃料管线是干净的,没有污垢和氧化皮,防止堵塞喷孔进而影响燃烧器性能。
安装调试完毕后,应将燃料喷头和长明灯喷口包好,使用前拆除。
3 低NOx燃烧器的操作
裂解炉底部燃烧器通常为扩散式燃烧器或扩散和预混联合燃烧器,侧壁燃烧器通常为预混式、预混扩散联合和扩散式燃烧器。燃烧所需的空气预先和燃气充分混合的称为预混式燃烧器,反之为扩散式燃烧器。 点火前的准备工作有:对燃料气管线进行吹扫合格,确认燃料管线的各个仪表处于正常状态;排尽燃气系统的冷凝液和空气;备好点火系统(或点火装置),确定炉膛内可燃物的浓度合格后方可点火;调节烟囱挡板或/和引风机速率,以便得到合适的炉子运行抽力。
3.1底部燃烧器的点火操作
将底部燃烧器风门调至全关状态,将明火等候在长明灯喷嘴旁边,慢慢打开长明灯燃料气管道上的阀门,即可点燃。如果10s后还未点着,则应立即关闭燃料阀,待炉膛置换合格后再重新点火。如果问题仍然存在,则应检查喷孔是否堵塞。
长明灯点燃后,通过长明灯调风螺帽使长明灯燃烧正常并从视火孔中确认长明灯火焰燃烧稳定后,打开燃烧器风门,开启燃烧器的燃料阀。如果5s后还未点着火,则应立即关闭燃料,待炉膛置换合格后再重新点火。如果问题仍存在,则应检查气烧嘴喷孔是否堵塞。
点火完成后,燃烧5~10min确认没有问题就可按工艺要求进行调火。需注意如果底部燃烧器含有分级控制,点火顺序为先点燃一级燃烧器,再引燃二级燃烧器。
底部燃烧器通常为扩散式燃烧器,无回火现象,如发生脱火,可能是因为燃料供应量过大或进风量过大所致,应对燃料量和进风量进行调节。
3.2侧壁燃烧器的点火操作
侧壁燃烧器安装在裂解炉的侧墙,在炉膛低负荷的时候通常不需要点火。而随着裂解炉工艺要求需要侧壁燃烧器供热时,此时侧壁燃烧器处的炉膛温度已经足以引燃侧壁燃烧器。无论侧壁燃烧器为预混式还是扩散式,在打开燃料气阀门前都要先打开燃烧器风门。打开燃烧器风门,慢慢打开燃料气阀门,火即引燃。如果10s后还未点着火,则应立即关闭燃料,待炉膛置换合格后再重新点火。如果问题仍然存在,则应检查喷孔是否堵塞。
点火完成后,燃烧5~10min确认没有问题就可按工艺要求进行调火。需注意如果侧壁燃烧器含有分级控制,点火顺序为先点燃一级燃烧器,再点燃二级燃烧器。
正常操作时要经常检查燃烧器的燃烧情况,查看有无回火等不正常燃烧现象。预混式侧壁燃烧器如有回火现象,应对燃料供应量及一次风量进行调节,适当增大燃料量及一次风量。
3.3操作注意事项
应经常检查燃料压力及烟气中氧含量,调整好风门,使炉膛烟气中氧含量在1%~2%(体积分数);燃料气压力不应低于30kPa(低压燃烧器除外);当引风机发生故障或外界发生异常情况需紧急停车时,应立即切断一切燃料;当燃料气组成变化时,要及时调节火嘴风门,保证燃烧状况,延长燃烧器使用寿命。
如果燃烧器在空气供应不足的情况下操作,积聚的燃气可能引起爆炸。应小心确保在任何时刻都有适量的助燃空气流经每台燃烧器。操作中所有的风门设置应使得流经每一台燃烧器的助燃空气量相同。在燃烧器放热量的任何改变前应检查炉膛氧含量。当增大燃烧器的放热量时,必须在增加燃料量前增加过剩氧含量。当减小燃烧器的放热量时,必需在降低过剩氧含量前降低燃料量。
在底部侧壁联合布置的裂解炉中,适当的底部和侧壁进风配比,是低NOx燃烧器正常运行的关键。裂解炉中通常有多台底部燃烧器或侧壁燃烧器,操作者在进行风门调节时应尽量使每台底部燃烧器或侧壁燃烧器的风门开度一致,这对NOx排放的影响很大。
4 低NOx燃烧器的维护
低NOx燃烧器有燃料要求高、结构复杂、燃料喷头多、喷孔多且小的特点,故燃烧器的维护显得尤为重要,可参考以下几个方面进行维护:
a. 炉子正常运转时,要定期检查燃烧器的燃烧状况,若发现燃烧不好,如火焰发飘、发散及冒黑烟等,应及时调整风门或拆下彻底清理;
b. 炉子正常运转时,要定期检查炉内燃烧器的燃料喷头,一出现发红现象,应及时拆下彻底清理,发现烧坏的喷头及时更换;
c. 每次停炉期间,应进炉逐个检查并疏通燃料喷头的喷孔,发现烧坏或喷孔冲刷过大的喷头及时更换;
d. 定期清理燃烧器进风口、长明灯调风口,确保助燃空气的风道没有阻挡物;
e. 定期检测燃料气组分,如检测到大量重组分或带液应及时处理;
f. 对于超寿命运行的燃烧器部件(燃料喷头、烧嘴砖),应缩短检查周期并及时更换备件。
燃料喷头清理和更换的步骤有:切断燃烧器燃料;卸开燃料气接口的燃料管道或法兰;取出需要清洗的燃气喷头;对燃气喷头进行清洗或更换。清洗喷头时要小心不要扩大孔径,否则会影响燃烧器性能;将清洗过的燃气喷头安装复位;按照点火操作说明再次点燃燃烧器。
需要特别指出的是,在烧嘴砖达到使用寿命或出现重大裂纹和破损时,需及时进行更换。更换侧壁燃烧器烧嘴砖时,必须确保炉内底部和侧烧下面不得有人。
5 低NOx燃烧器的故障原因分析
5.1燃烧器点不着
检查确认所有的燃料供应阀到燃烧器是开的。确认管线系统无泄漏,燃料线未堵塞。如无以上问题,燃烧器点不着大多是因为杂物堵塞了喷孔,一旦发生这种情况应切断该燃烧器的燃料供应,拆下燃料喷头进行处理。
5.2火焰不稳定
如果火焰软而冒黑烟,表明空气量不足,可通过开启风门来解决。火焰脉动或与喷嘴分离是空气过量的标志,可慢慢关闭风门直至火焰不再分离并稳定为止。如以上不能解决问题,关闭燃烧器并检查引射器或喷头是否堵塞。
5.3预热式燃烧器烧嘴过热发红
如果燃气烧嘴的外缘温度过高(发红),可能是由燃料喷头堵塞引起的,必须拆卸并清洗,否则会烧坏烧嘴;如果燃气烧嘴的中心发红则是由燃烧器回火所致。
5.4扩散式燃烧器烧嘴过热发红
扩散式燃烧器烧嘴过热发红可能是由燃料喷头堵塞引起的,必须拆卸并清洗,否则会引起喷头烧坏。
5.5燃料压力与性能曲线不一致
燃料压力与性能曲线不一致时需确认燃料气组成与设计值是否相同;检查燃料压力表位置是否正确,压力表要尽可能靠近燃烧器燃料接口,在压力表和燃烧器之间不能有阀门,性能曲线上的压力是燃烧器的入口压力,不包括管道、阀门、管件的压力损失;检查喷头的钻孔是否与设计一致;检查喷头或喷嘴是否被杂物堵塞。
5.6燃烧器热释放量受助燃空气限制
燃烧器热释放量受助燃空气限制的原因有:燃烧器风门开度太小,风机不能提供燃料燃烧所需的风量;燃烧器风门被外界杂物阻塞;用于检查烟气氧含量的仪表不准确;炉子漏风。
5.7燃烧器喷头堵塞
造成燃烧器喷头堵塞的常见原因有:燃料气通道中存在污垢;液体/浮质进入到燃烧器中;燃料气中含有重组分、氯化物等。
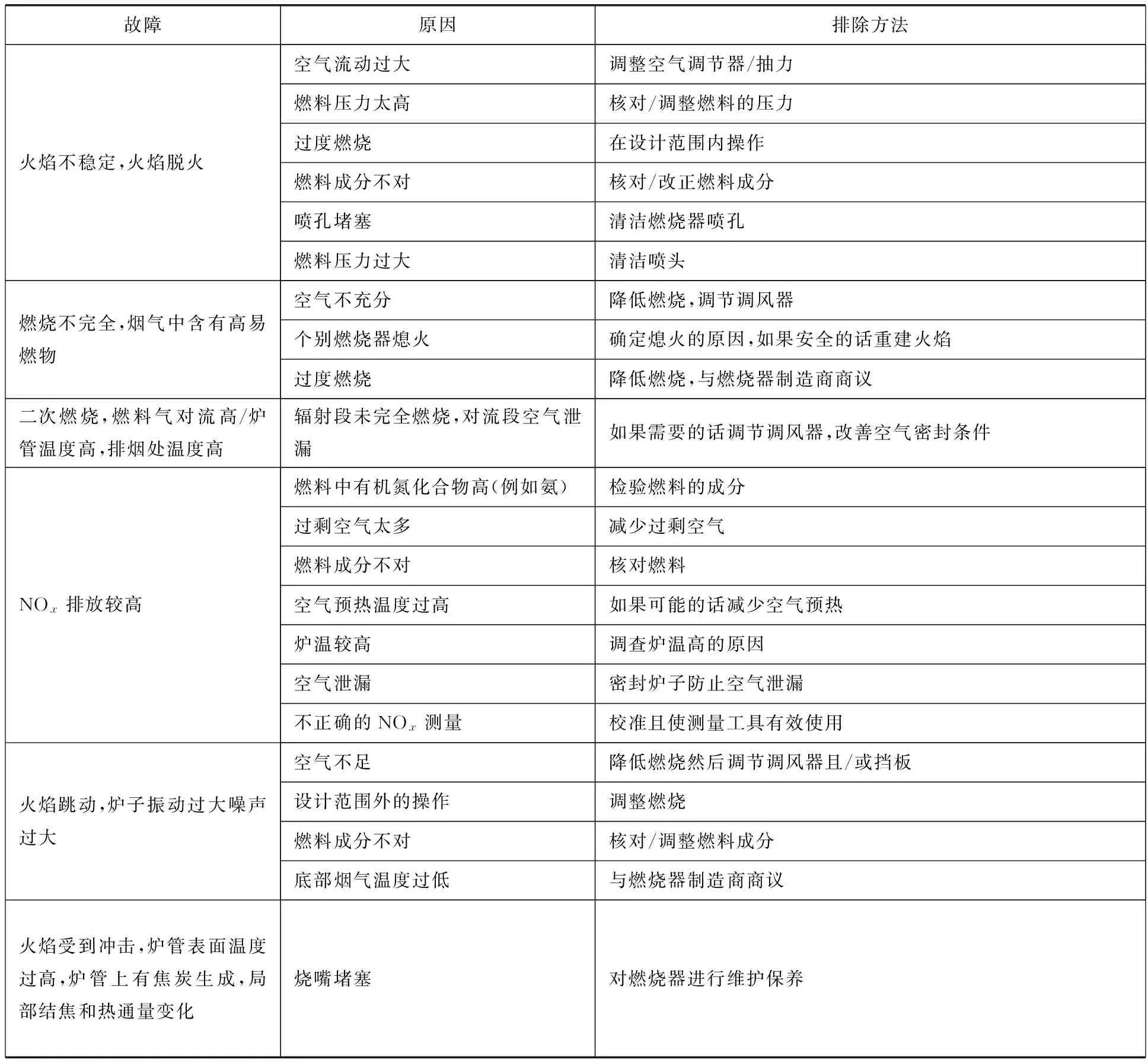
6 故障排除方法
燃烧器故障排除方法见表1[1]。

表1 低NOx燃烧器常见故障和排除方法
(续表1)
7 结束语
低NOx燃烧器结构设计复杂,对操作者的使用水平有较高要求,操作者应将低NOx燃烧器与传统燃烧器区分对待。要达到环保要求,实现裂解炉的低NOx排放,不仅离不开先进的低NOx燃烧器设计,更离不开低NOx燃烧器的正确安装、合理操作和精细维护。
[1] API RP 535-2006,Burners for Fired Heaters in General Refinery Services [S]. Washington D C:API Publishing Service, 2006.
2017-06-12)
(Continued from Page 478)
through having the LPG’s actual consumption conditions and the current level of quality considered, the some suggestions from structure design, material and performance requirements on the revision of the GB 7512-2006 Specification were presented to improve the quality of products and to reduce any accident.
毛小亮(1985-),工程师,从事裂解炉燃烧器和急冷锅炉系统的设计研究工作,carolamy@sina.com。
TQ054
B
0254-6094(2017)05-0583-04
LPG cylinder, cylinder valve, GB 7512-2006
猜你喜欢
新传奇(2023年3期)2023-02-18 02:04:56
机械设计与制造(2020年10期)2020-10-21 07:52:42
科学导报(2019年2期)2019-06-11 08:41:34
汽车零部件(2018年12期)2019-01-15 03:46:42
石油石化绿色低碳(2019年6期)2019-01-14 01:16:18
石油化工建设(2018年2期)2018-07-11 01:25:08
凤凰资讯报(2016年5期)2016-05-30 10:48:04
广东石油化工学院学报(2016年6期)2016-05-17 05:17:30
山海经(2016年7期)2016-03-20 15:15:22
钻探工程(2015年11期)2015-01-01 02:53:50
