喷毛花式纱的生产与工艺
2017-11-16 03:11王菊萍
纺织科技进展 2017年10期
王菊萍
(沙洲职业工学院 纺织工程系,江苏 张家港 215600)
喷毛花式纱的生产与工艺
王菊萍
(沙洲职业工学院 纺织工程系,江苏 张家港 215600)
探讨了喷毛花式纱产品的工艺流程和工艺参数;研究对工厂现有设备进行改造,纺制喷毛花式纱,以及不同类型喷毛纱生产过程中的注意事项;指出了目前生产中尚存在的一些问题,并提出改进措施。
喷毛花式纱;工艺流程;工艺参数
花式纱线是指在纺纱和制线过程中采用特种原料、特种设备或特种工艺对纤维或纱线进行加工而得到的具有特种结构和外观效应的纱线,是纱线产品中具有装饰作用的一种纱线[1]。
花式纱线以其新颖的纱线结构、色彩缤纷的立体外观效果、柔软舒适的使用性能,迎合了人们追求时尚、个性的着装心理。目前,花式纱线已逐步发展为国内外纺织品市场上的又一时尚流行元素,受到面料设计师们的宠爱,被广泛应用于时装、家纺、针织服装及服装饰物如帽子、围巾等领域[2]。特别是近几年在国内出现的喷毛系列花式纱线,打破了传统纱线加捻的特点,通过一个网状结构将纤维包裹住,纤维内部结构是松散、无序的,由此就形成了纱线蓬松轻柔的特性,同时保暖性也非常好,同样号数纱线体积更大,单件衣服的用纱比常规的要轻30%左右[3]。
目前国内市场虽然出现了很多喷毛系列产品以及自主研发的制作喷毛纱的设备,但是产品不是很成熟,造成纱线的质量不稳定,纱线的风格出现较大差异。本文就此对喷毛花式纱的生产和工艺作一探讨。
1 喷毛纱的制作工艺
1.1 喷毛机主要技术参数
通过对圆筒机和花捻机的改造,喷毛机的技术参数如下。
锭数:50;锭距:260 mm;升降总动程:270 mm;钢领直径:φ112 mm;输出速度:4~12 m/min;随机配置24槽具有内外转性能的针筒50套;单电机独立驱动每套针筒;分梳、喂条、输出及环锭退捻卷绕均由独立电机驱动;变频调速,每锭均有断纱自停装置,网纱断后针筒电机将自动停转,同时喂条也停止。机器可外接气流生产粗支灌纤纱,喂入需是1根或2根粗纱。全机通过PLC、文本显示器实现人机对话,进行参数的设定、修改和存储。
1.2 原料选择
喷毛纱的原料选择范围十分广泛,羊毛、羊驼毛、马海毛、牦牛绒、兔毛、棉、腈纶、人造棉、亚麻、人造丝、涤纶、锦纶、金银丝等均适用。
喷毛部分的原料,纤维长度控制在52 mm以下。喷毛的骨架工厂会选择有色的原料,例如金银丝、染色后的改性涤纶等。选择段染的改性涤纶做一些低端产品,成品做成后只需要做蒸纱处理即可生产最终产品。
1.3 前纺工艺
喷毛纱可以色纺也可以绞纱染色。
色纺喷毛纱的前纺和半精纺一样,其流程为:散毛染色→和毛→闷毛(一般是24 h)→梳毛(前梳、中梳、后梳)→并条→粗纱。
1.4 后道工艺
喷毛纱的生产原理是利用纬编原理加工空心带子纱的同时,粗纱经过分梳辊分梳后的纤维通过喷气压力喷入空心带子纱的中间,形成了包裹着散纤的花式纱线。其中网状部分的针数和目数都可根据客户要求做相应调整,可以从3针调整至24针,细度由62.5 tex到5 000 tex,通过粗纱和针数来调整,喷毛的多少由粗纱的规格、粗纱的输出速度及喷毛的压强来共同控制。
粗纱经过分梳辊分梳后的纤维喷入由长丝勾成的空心带子中间,针钩住的长纤被编织成空管状的带子纱,带子纱编织同时,经过分梳辊分梳后的粗纱被送风管的气压冲入空心带子,同时吸风管同步工作,吸出堵在吸聚口的散纤,保证喷毛纱生产的正常进行。
2 生产试验部分
2.1金银丝喷毛带子纱

(a) (b) (c)图1 金银丝喷毛带子纱
3 000 tex,55%羊毛45%金银丝的金银丝喷毛带子纱先在半精纺前道设备上生产出100%羊毛粗纱,品质支数是15.6 tex的丝光短毛。然后选择金银丝规格,此配比的喷毛纱选用20 tex金银丝,钩针选用5个针头。设备参数按照常规参数设定,针筒转速外传2 300 r/min,内传1 500 r/min,罗拉输出速度8 m/min。
图1(a)是首次做出的成品,从图片上可以看出此纱有很多问题存在,散纤几乎一拔就掉,根本就不能用于织造;成分比例也完全无法计算准确,误差很大,如果经过洗水、整烫后比例将更不准确,几乎只剩下骨架的金葱。
(1)原因分析
工艺原因是骨架银线的张力问题。由于网状物即皮纱的张力太小,回缩不够,固着不了喷进去的散纤,于是散纤非常容易脱落,通过调节皮纱张力后可以改善。染色方面如果皮纱的张力控制得好,做出的坯纱散纤就不容易掉,也能给绞纱染色提供有力条件,张力不好,则直接无法进行染色。坯纱染色时要注意控制染色时的水流速度,如果水流速度太快,非常容易将喷进的松散纤维冲积到一起,形成一团团纤维球,或是直接将松散的纤维冲洗掉,只留下很少一部分挂在皮纱上,而挂在皮纱上的松散纤维也很容易掉,此时的喷毛纱已经无法使用,织成的布片散纤分布得十分不匀称,有的地方很多,有的地方很少,外观很差,表现出来就是条干不匀。
观察图1(b)紫色喷毛纱可以发现,很多散纤堆积在一起,条干很不均匀。而图1(c)金色的喷毛纱则是通过调整张力后散纤几乎全部被皮纱固着,条干也有了很好的改善,织成品的外观也得到了很大改善。
(2)解决办法
一是调整皮纱张力,特别是有弹性的原料,例如弹性锦纶,其张力和没有弹性的原料是不一样的,要让其在成纱时充分回弹。二是如果一定要绞纱染色则要控制好染色的水流速度。
此组喷毛纱在生产中容易出现的其他问题及解决的办法:金银线容易褪色,则采取措施使水的pH值控制在6.5~7.5左右,绞纱染色时的温度控制在85 ℃以下;另外,为了保持此类喷毛纱线的蓬松状态,倒筒时要注意控制络筒机的转速及张力,张力越小越松散,一般一个筒子的质量控制在800 g左右。
推荐采用色纺的办法,可以解决绞纱染色时松散纤维被冲积到一堆,以及条干不匀的现象,提高纱线品质,降低损耗,提高纱线的制成率。
2.2 涤纶喷毛纱
3 000 tex,55%羊毛45%涤纶的涤纶喷毛纱,羊毛采用品质支数为15.2 tex,涤纶是13.3 tex的无弹涤纶长丝。喷毛纱毛条是两根喂入,一根是染成蓝色的羊毛条子,一根是未染色的羊毛条子,同时喂入,通过控制喂入速度来控制颜色分布使成品呈蓝白色,如图2所示。产品特点除了喷毛纱固有的蓬松外,其成本较绞纱染色的要低,风险要小,纱线品质可以得到很好的控制。
但如果涤纶原料受热后缩率太大,不好控制,在色纱做成后,最好摇绞后进行后处理,让涤纶在高温下充分回缩,这样织造过程中就不会出现缩率大的问题,尺寸稳定性得以提高。如果要色纺,最好采用稳定的涤纶原料。

图2 涤纶喷毛带子纱产品
此类产品还容易出现在其中一条粗纱缺条的情况下,由于机器暂时无法自动断电停车,纱线会出现一段全是白色或全是蓝色的现象,因此挡车工要及时更换粗纱,以保证纱线品质。
另外,一般色纺的喷毛纱,建议在出厂之前要经过手感处理,即简单的蒸纱柔软处理,这样,对后期织造有很大的帮助,不会出现尺寸稳定性很差的现象,喷毛纱的手感也将更加柔软。散纤,特别是羊毛的固着很稳,不容易脱落,纱线的品质得以保障。
2.3四色段染涤纶喷毛纱
此类产品是针对低端市场的,涤纶采用有色涤纶,喷进去的纤维不用染色,成纱后就是色纱,外观同样绚丽多彩(图3)。制作过程中,机器上要配装有润滑油的小罐子,以增强纱线的可纺性,防止静电产生,同时要控制好润滑油的用量;挡车工要及时巡查,发现断头及时处理,以防堵住吸风口,导致设备无法正常纺纱,损耗加大,增加成本;要控制好车间的温湿度,湿度一般控制在65%~70%左右,温度控制在20 ℃左右,这样纱线的可纺性比较好,也不容易出现静电。

图3 段染涤纶喷毛带子纱
2.4彩点纱
2 700 tex,54%腈纶20%羊毛26%涤纶产品是彩点纱(图4),属于色纺,在粗纱制作阶段,加入一些彩点,彩点的成分可以是羊毛,可以是腈纶,也可以是油丝等,颜色也可根据客户的要求做相应的改变。生产过程要对吸风口的滤网做调整,防止彩点堵塞了吸风口,影响生产的顺利进行,生产过程还要不断加润滑油,防止静电产生影响生产的顺利进行。

图4 彩点纱
通过对机器的改造,可以喷入长纤维,也可打破常规思维,喷进用于春夏的原料,例如亚麻,制作出的喷毛纱别有风格,如图5所示。它是一款概念性的产品,颜色很丰富,同一组纱里有白色、黑色、浅花灰、深花灰,颜色多变,主要是由改变粗纱的进速来实现的。而此组纱最细的地方111.1 tex和最粗的地方3 333.3 tex,相差甚远,也是它的亮点所在,受到很多客户的青睐。

图5 变色纱
通过改造,喷毛机器可以像花捻机一样生产出风格多样、色彩十分丰富的产品。如图6结子纱,图7大肚纱,图8香肠纱,图9渐变色风格的纱线等。
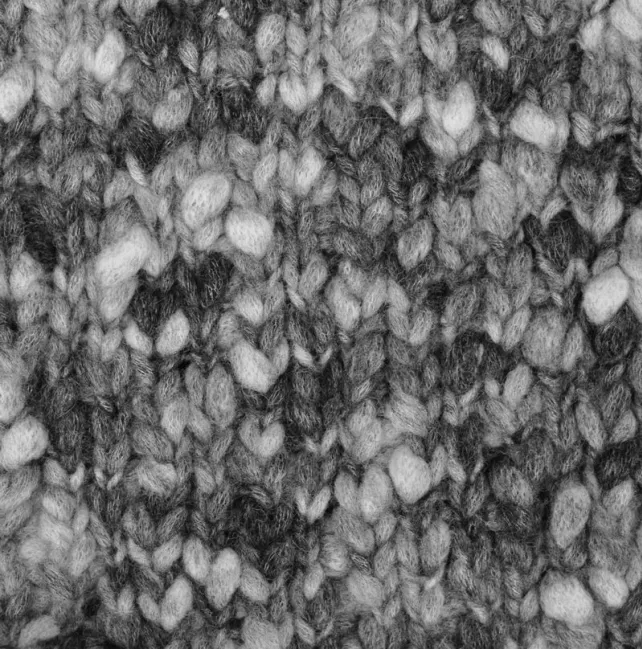
图6 结子纱
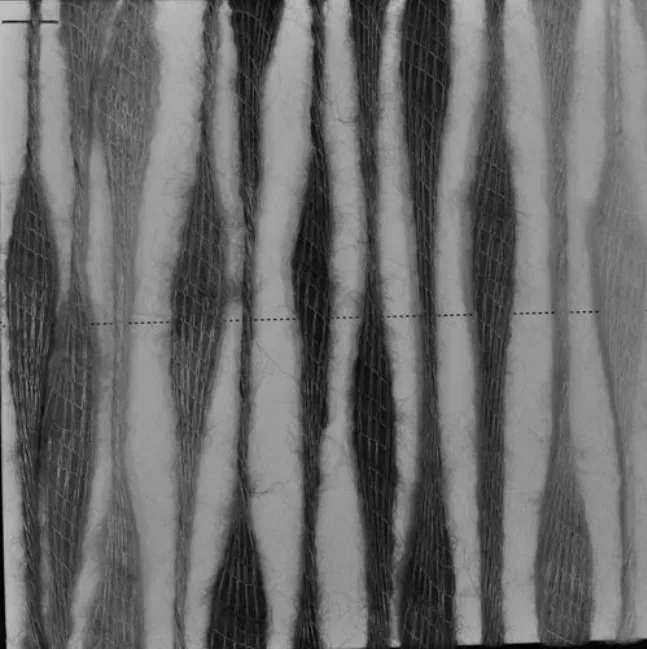
图7 大肚纱

图8 香肠纱

图9 渐变色风格纱
3 结语
为了尽可能保证产品质量,生产喷毛纱时应注意以下几点:
(1)钩针调节。主要原则是织针降到最低位置时,针尖距离针筒上端为1.5~2 mm;织针升到最高位置时,针舌下垂时的最低点调整到常规的距离,针筒上端为1.5~2 mm。
(2)张力调节。张力过小,容易脱针;张力过大,则容易产生断头。应根据皮纱的原料来调整退绕张力和卷绕张力,为了防止皮纱在生产过程中容易断头的情况,对于无弹性和有弹性的皮纱原料,纺纱时张力不可一成不变。
(3)捻度控制。一般喷毛纱为了保证其蓬松的状态,在制作过程中要充分退捻,这样生产出来的喷毛纱,手感柔软蓬松。
(4)条干控制。如果是2或3罗拉的喷毛设备,要保证罗拉之间的间距,不可离得太远。由于喷毛纱的粗纱捻度非常小,罗拉间距太远,粗纱受拉力的作用,很容易被拉细甚至出现断掉的现象,从而影响纱线的条干以及成纱品质。
(5)车间管理。挡车工人要及时更换粗纱,保证纱线的品质。
[1] 邢 欣,周玉洁.花式纱线的综述[J].天津纺织科技,2012,(3):1-4.
[2] 康 维,汤元会,任学勤,等.彩色结子纱的生产[J].纺织导报,2009,(11): 90-91.
[3] 王海水.喷毛带子纱的发展前景及其在开发中所遇到的困惑[C]//第十五届全国花式纱线及其织物技术进步研讨会,2009.
ProductionandProcessofSprayHairFancyYarn
WANG Ju-ping
(Department of Textile Engineering, Shazhou Professional Institute of Technology, Zhangjiagang 215600, China)
Process flow and parameters of spray hair fancy yarn were discussed. The transformation of existing equipment, spinning of spray hair fancy yarn and precautions of different types spray hair yarn in production process were studied. Some existing problems in production were identified, and improvement measures were proposed.
spray hair fancy yarn; process flow; process parameters
TS104.2
B
1673-0356(2017)10-0024-04
2017-08-07;
2017-08-27
王菊萍(1968-),女,副教授,工学硕士,主要从事纺织新材料、新技术的应用研究,E-mail:1113741472@qq.com。
猜你喜欢
毛纺科技(2022年11期)2022-12-05
中老年保健(2021年12期)2021-08-24
意林(2020年15期)2020-08-28
纺织器材(2019年4期)2019-09-25
金桥(2018年10期)2018-10-09
娃娃乐园·综合智能(2018年11期)2018-07-10
小火炬·阅读作文(2018年11期)2018-03-13
小火炬·阅读作文(2018年10期)2018-03-08
化纤与纺织技术(2016年3期)2016-10-28
红领巾·成长(2016年1期)2016-09-10