多筒爆破反应器分析设计
2017-11-07 10:02,
石油化工设备 2017年3期
,
(中油辽河工程有限公司, 辽宁 盘锦 124010)
多筒爆破反应器分析设计
宋诚,傅乐
(中油辽河工程有限公司, 辽宁 盘锦 124010)
随着新能源行业的快速发展和国内压力容器制造水平的持续提高,新能源行业用压力容器的设计工况日趋恶劣,结构亦复杂化、大型化。生物乙醇作为最广泛的生物质能类新能源,不仅原材料价格低廉,而且可以解决原材料焚烧带来的污染和能源浪费等问题。对1台乙醇生产用工作介质含酸、结构复杂并处于疲劳工况的多筒爆破反应器,从各部件材料选用、厚度确定、结构设计、有限元分析设计、制造要求等方面对其主要设计过程进行了介绍,可为此类压力容器的设计提供参考。
压力容器; 多筒爆破反应器; 结构; 设计; 制造要求
随着能源危机日趋加剧,世界各国纷纷开展新能源的探索与研究,其中生物乙醇的研究与生产最引人注目。传统乙醇生产原料主要有淀粉质原料和废糖蜜,生产工艺成熟但成本相对较高。而以农作物秸秆、皮壳作为最广泛、最廉价的木质纤维素原料生产乙醇,不仅成本低,而且解决了焚烧带来的污染和能源浪费等问题[1-4]。目前,国内纤维素乙醇生产中用到的压力容器需求量越来越大,也呈现大型化、复杂化的趋势。
某多筒爆破反应器用于纤维素乙醇生产过程中的秸秆预处理部分,主要利用蒸汽爆破法,从内部破坏木质纤维素的物理结构,促进半纤维素水解为木糖等单糖,同时加入一定量的酸,防止木糖在高温下进一步分解成糠醛、乙酸等发酵抑制物,也有利于原料的处理[5]。以往爆破反应器由单筒组成,单次处理量较低。根据本次工艺需要,该爆破反应器设计成由6个爆破筒组成,上下设置管板和锥形封头,方便原料的进入和排出,结构简图见图1。
图1 多筒爆破反应器结构简图
多筒爆破反应器工作压力0~2.4 MPa,工作温度230 ℃,反应器使用地点的抗震设防烈度为7度(0.15g)。参照HG/T 20580—2011《钢制化工容器设计基础规定》[6],该容器的设计压力确定为2.45 MPa,设计温度确定为230 ℃。反应器主要工作介质有磷酸、水蒸气、糠醛、乙酸和丙酸,介质相对复杂,并且处于疲劳操作工况。设备材料有不锈钢、复合钢板以及堆焊不锈钢层的锻钢,设计过程中需对设备强度进行校核,还需结合制造厂家的实际制造能力,考虑设备制造、检验过程的可操作性,同时优化设备的结构。笔者对这台多筒爆破反应器的主要设计过程进行了简要介绍,以期对此类容器的设计提供参考。
1 多筒爆破反应器设计过程
1.1
材料选用[7-12]
选择压力容器材料时除了要考虑材料的力学性能、化学性能、物理性能和工艺性能之外,同时还要考虑经济合理性和预制厂的实际制造能力。该设备工作介质成分复杂,并且对碳钢、低合金钢有较强的腐蚀性,所有与工作介质接触的部位应选用不锈钢材质。
1.1.1筒体
多筒爆破反应器主体由6个爆破筒组成,单筒筒体外径为560 mm,筒体材料可选用复合钢板或不锈钢钢管。经计算对比造价,根据GB 24511—2009《承压设备用不锈钢钢板及钢带》[7],筒体材料选用S30408比较合理。
1.1.2管板
反应器的6个爆破筒由上、下2个管板固定,管板外径为2 400 mm,管板厚度较大,只能选用锻件16MnⅣ,需满足NB/T 47008—2010《承压设备用碳素钢和合金钢锻件》[9]的要求。
管板带凸边,以实现和锥壳的对接焊接。由于存在凸边,无法采用爆炸复合不锈钢层的方法加工管板,只能在管板内表面堆焊304不锈钢层,以达到防腐的目的。
1.1.3锥壳
管板上下连接锥壳,锥壳材料可以选用不锈钢板或者不锈钢复合钢板。由于选用不锈钢板厚度较大,经过计算对比造价,根据 NB/T 47002.1—2009《压力容器用爆炸焊接复合板 第1部分:不锈钢-钢复合板》[10],锥壳的材料最终选用复合板S30408+Q345R。
1.1.4其他
锥壳上下开孔接管及法兰材料选用锻件16Mn固溶S30408钢板。
多筒筒体上开孔接管材料选用不锈钢无缝钢管S30408,需满足GB/T 14976—2012《流体输送用不锈钢无缝钢管》[11]的要求。
法兰材料选用不锈钢锻件S30408,必须满足NB/T 47010—2010《承压设备用不锈钢和耐热钢锻件》[12]的要求。
1.2厚度确定
1.2.1管板
该多筒爆破反应器处于疲劳工况,管板厚度按JB 4732—1995(2005年确认)《钢制压力容器——分析设计标准》[13]进行计算:

(1)
式中,δp为管板计算厚度,Dc为容器内直径,mm;Ks为结构特征系数,根据文献[13]中图9-3查取;K为载荷组合系数,K=1;pc为计算压力,Sm为设计应力强度,MPa。
经过计算,并考虑开孔补强及钢板负偏差等因素,管板厚度暂取220 mm,最终厚度根据有限元分析设计结果调整优化确定。
1.2.2锥壳
文献[13]中对锥壳的计算过于繁琐,故按照GB 150.1~150.4—2011《压力容器》[14]计算初定锥壳厚度。该设备有2个锥壳,上锥壳半顶角α=45°,大端有折边,小端无折边;下锥壳半顶角α=60°,大小端均有折边。上、下锥壳计算过程类似,文中以上锥壳的计算为例。
根据文献[14]中的图5-13,上锥壳小端与圆筒之间需要设置加强段,加强段的厚度按照式(2)进行计算:
δr=Q2δ
(2)
式中,δr为加强段计算厚度,mm;Q2为上锥壳小端应力增值系数,按文献[14]图5-14查取;δ为与锥壳相连接的圆筒厚度,按文献[14]中式3-1计算。经过计算,并考虑钢板负偏差等因素,上锥壳小端的厚度暂取12 mm。
上锥壳过渡段厚度以及与过渡段相接处的锥壳厚度按照式(3)、式(4)计算,上锥壳大端的计算厚度取两者的较大值。

(3)
(4)

经过计算,并对比上锥壳小端厚度,暂定上锥壳名义厚度为26 mm,最终厚度根据有限元分析设计结果调整优化确定。
1.2.3筒体及接管
筒体及接管厚度计算时应考虑自身强度和开孔补强,计算比较简单,文中不再论述。
1.3结构设计
多筒爆破反应器有6个反应筒,且为疲劳设备,反应筒与管板之间的焊缝要求采用焊透结构。由于管板较厚,经分析比较文献[13,14]给出的各种焊接结构,并与制造厂沟通,选用了一种新的安放式全焊透焊接结构,见图2。
图2 爆破筒与管板焊接形式
考虑到多筒爆破反应器焊接施工的可行性,将原设计2个相邻爆破筒外壁之间的间距由150 mm调整为220 mm,满足了焊接人员进入爆破筒背面施工的条件。
多筒爆破反应器的部件材料种类比较多,各部件之间的焊接结构均可以参考爆破筒与管板之间的焊接形式。
2 多筒爆破反应器有限元分析设计
多筒爆破反应器的分析设计过程主要包含设备的应力分析和疲劳分析两部分,以锥壳为例,选取反应器的1/6模型进行分析,上、下锥壳模型网格划分见图3,力学边界见图4,应力强度及应力评定路径见图5。
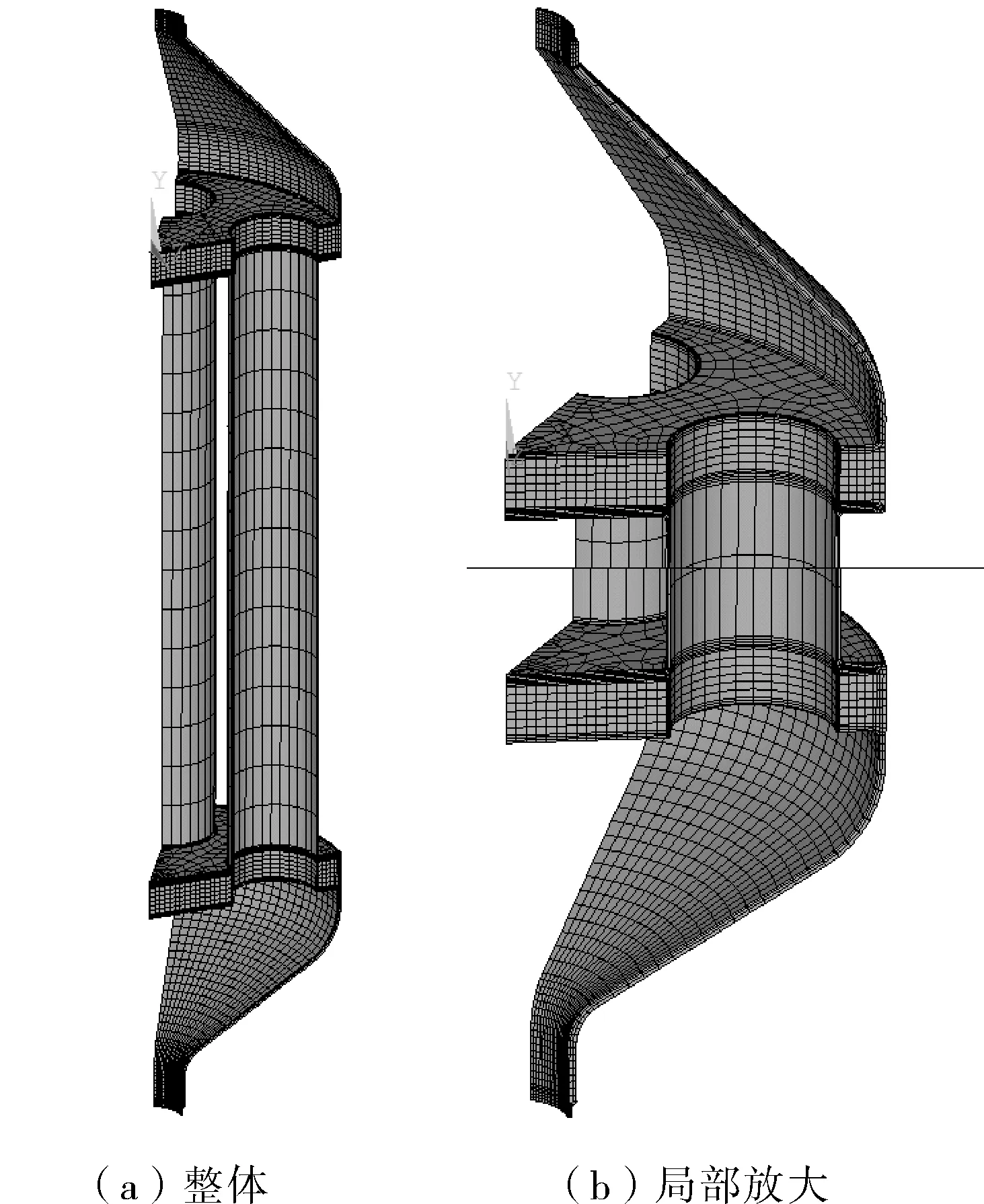
图3 多筒爆破反应器锥壳模型网格划分

图4 多筒爆破反应器锥壳力学边界
根据JB 4732—1995(2005年确认)《钢制压力容器——分析设计标准》[13]第5章对线性化结果进行应力分析评定,各路径均评定合格,而且裕量适中,无需对各零部件厚度尺寸进行修改,达到了分析设计的要求。
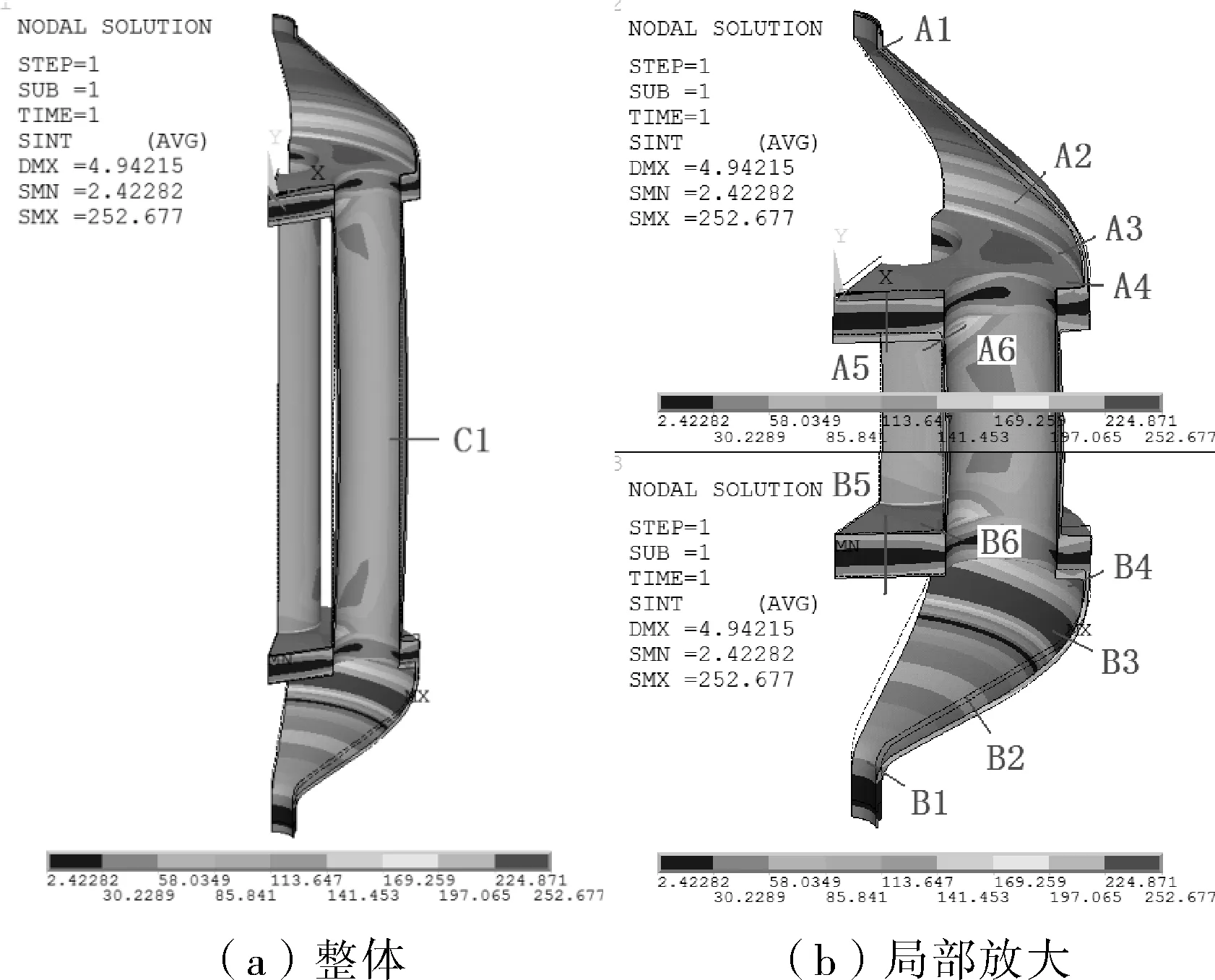
图5 多筒爆破反应器锥壳应力强度及应力评定路径
3 多筒爆破反应器制造要求
3.1主要材料要求
该反应器所用基材Q345R钢板应正火状态供货,并逐张进行100%超声检测,以符合NB/T 47013.3—2015《承压设备无损检测 第3部分:超声检测》[15]中Ⅱ级为合格。所用钢板厚度偏差应符合GB/T 709—2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》[16]中C类允许偏差。
锥壳所用Q345R钢板应逐张进行—20 ℃夏比(V形缺口)冲击韧性复验,3个标准试样冲击功KV2均应满足KV2≥80 J。
壳体复合板应符合NB/T 47002.1—2009中B1级要求,基材Q345R钢板应符合GB 713—2014的规定,覆材S30408钢板应符合GB 24511—2009的规定,S30408钢板应进行固溶处理。
3.2进厂验货
锻件进厂之后,需按照NB/T 47010—2010进行复验。其他材料按照相应标准规范要求进行进厂验货。
3.3其他要求
在容器焊接前,应按照NB/T 47014—2011《承压设备焊接工艺评定》[17]的规定对对接接头进行焊接工艺评定。
过渡层堆焊以及耐蚀层堆焊完成后应分别进行渗透检测,以符合NB/T 47013.5—2015[18]《承压设备无损检测 第5部分:渗透检测》中规定的I级为合格。
4 结语
该多筒爆破反应器经过设计、制造、检验、验收和安装,已成功应用于纤维素乙醇生产过程中,目前运行良好。
文中对多筒爆破反应器的设计过程进行了介绍,通过选用合理的材料,结合预制厂实际制造能力设计焊接结构,采用常规设计标准与分析设计标准结合确定设备厚度,并采用有限元分析设计方法,高效可靠地完成了多筒爆破反应器的设计,可为此类压力容器的设计提供借鉴。
[1] 徐龙君,刘钟骏,徐宏亮,等.稻草秸秆同时糖化法制燃料酒精工艺条件[J].重庆大学学报,2008,31(6):698-702.
(XU Long-jun,LIU Zhong-jun,XU Hong-liang,et al.Fuel Ethanol Preparation form Straw Stalks Using Simulataneous Saccharification and Fermentation[J].Journal of Chongqing University,2008,31(6):698-702.)
[2] 梁鸿霞,李涛,高道江.小麦秸秆生产生物乙醇的预处理技术研究进展[J].四川师范大学学报(自然科学版),2015,38(6):918-924,788.
(LIANG Hong-xia,LI Tao,GAO Dao-jiang.Progress of Pretreatment Methods for Wheat Straw in Preparing Process of Bioethanol[J].Journal of Sichuan Normal University(Natural Science),2015,38(6):918-924,788.)
[3] 罗灵芝,李春玲,袁敬伟,等.响应面法优化玉米秸秆同步酶解发酵产乙醇条件[J].生物加工过程,2009,7(3):27-33.
(LUO Ling-zhi,LI Chun-ling,YUAN Jing-wei,et al. Optimization of Simultaneous Saccharification and Fermentation Conditions for Production of Bioethanol from Steam-exploded Corn Stover Using Response Surface Methodology[J].Chinese Journal of Bioprocess Engineering,2009,7(3):27-33.)
[4] 张强,庄莉,Anne Belinda Thomsen.玉米秸秆水解液脱毒处理发酵生产酒精研究[J].农业机械学报,2012,43(7):108-111.
(ZHANG Qiang,ZHUANG Li,Anne Belinda Thomsen. Ethanol Production from Detoxified Corn Stover Hydrolysate[J].Transactions of the Chinese Society for Agricultural Machinery,2012,43(7):108-111.)
[5] 赵鹏翔,吴毅,赵正凯.稀硫酸预浸渍对玉米秸秆蒸汽爆破预处理的影响[J].化学与生物工程,2013,30(5):67-71.
(ZHAO Peng-xiang,WU Yi,ZHAO Zheng-kai.The Effect of Dilute Sulfuric Acid Impregnation on Steam Explosion Pretreatment of Corn Stover[J].Chemistry & Bioengineering,2013,30(5):67-71.)
[6] HG/T 20580—2011,钢制化工容器设计基础规定[S].
(HG/T 20580—2011,Specification of Design Base for Steel Chemical Vessels[S].)
[7] GB 24511—2009,承压设备用不锈钢钢板及钢带[S].
(GB 24511—2009,Stainless Steel Plate,Sheet and Strip for Pressure Equipments[S].)
[8] GB 713—2014,锅炉和压力容器用钢板[S].
(GB 713—2014,Steel Plates for Boilers and Pressure Vessels[S].)
[9] NB/T 47008—2010,承压设备用碳素钢和合金钢锻件[S].
(NB/T 47008—2010,Carbon and Alloy Steel Forgings for Pressure Equipments[S].)
[10] NB/T 47002.1—2009,压力容器用爆炸焊接复合板 第1部分:不锈钢-钢复合板[S].
(NB/T 47002.1—2009,Explosion Welded Clad Plate for Pressure Vessels—Part 1:Stainless Steel-Steel Clad Plate[S].)
[11] GB/T 14976—2012,流体输送用不锈钢无缝钢管[S].
(GB/T 14976—2012,Seamless Stainless Steel Pipes for Fluid Transport[S].)
[12] NB/T 47010—2010,承压设备用不锈钢和耐热钢锻件[S].
(NB/T 47010—2010,Stainless and Heat-resisting Steel Forgings for Pressure Equipments[S].)
[13] JB 4732—1995(2005年确认),钢制压力容器——分析设计标准[S].
(JB/T 4732—1995(2005 Confirmation),Steel Pressure Vessels——Design by Analysis[S].)
[14] GB 150.1~150.4—2011,压力容器[S].
(GB 150.1~150.4—2011,Pressure Vessels[S].)
[15] NB/T 47013.3—2015,承压设备无损检测 第3部分:超声检测[S].
(NB/T 47013.3—2015,Nondestructive Testing of Pressure Equipments—Part 3:Ultrasonic Testing[S].)
[16] GB/T 709—2006,热轧钢板和钢带的尺寸、外形、重量及允许偏差[S].
(GB/T 709—2006,Dimension,Shape,Weight and Torlerances for Hot-rolled Steel Plates and Sheets[S].)
[17] NB/T 47014—2011,承压设备焊接工艺评定[S].
(NB/T 47014—2011,Welding Procedure Qualification for Pressure Equipment[S].)
[18] NB/T 47013.5—2015,承压设备无损检测 第5部分:渗透检测[S].
(NB/T 47013.5—2015,Nondestructive Testing of Pressure Equipments—Part 5:Penetrant Testing[S].)
(张编)
AnalysisDesignofExplodingMulti-shellVessel
SONGCheng,FULe
(China Liaohe Petroleum Engineering Company Ltd., Panjin 124010, China)
With the rapid development of the new energy industry and the continuous improvement of the level of the domestic pressure vessel manufacturing,the design conditions of the vessels for energy industry is worse, the structure is more complex and larger gradually. As the most general biomass energy,bioethanlo not only has the cheap raw material,but also solve the problem of pollution and energy wasting from burning the raw material. The design of fatigue exploding multi-shell vessel with acid medium and complex structure is introduced from material selection,thickness determination, structural design,analysis design with finite element,requirement of manufacture as the reference function to the design of the similar vessels.
pressure vessel; exploding multi-shell vessel; structure; design; manufacture requirement
TQ050.7; TB115.1
B
10.3969/j.issn.1000-7466.2017.03.005
1000-7466(2017)03-0021-05①
2016-11-30
宋 诚(1987-),男,辽宁盘锦人,工程师,学士,主要从事压力容器的设计等工作。
猜你喜欢
一重技术(2021年5期)2022-01-18
山东冶金(2019年1期)2019-03-30
制造技术与机床(2018年8期)2018-10-09
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
焊接(2016年6期)2016-02-27
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年5期)2015-12-16
制造技术与机床(2015年10期)2015-04-09