
打浆工艺对造纸法再造烟叶基片松厚度的影响
2017-11-06 02:11:07袁广翔袁益来蔡文高朱亚峰
中国造纸 2017年10期
袁广翔 薛 冬 袁益来 蔡文高 朱亚峰 眭 凯
(江苏中烟工业有限责任公司再造烟叶研究所,江苏淮安,223002)
·再造烟叶打浆工艺·
袁广翔先生,博士;研究方向:造纸法再造烟叶技术研究。
打浆工艺对造纸法再造烟叶基片松厚度的影响
袁广翔 薛 冬*袁益来 蔡文高 朱亚峰 眭 凯
(江苏中烟工业有限责任公司再造烟叶研究所,江苏淮安,223002)
采用PFI磨对烟草浆进行打浆,分别研究了磨浆转数、磨齿间隙和打浆浓度对造纸法再造烟叶基片松厚度的影响,同时通过对不同打浆参数条件下得到的烟草浆纤维形态的对比,探讨了打浆工艺对造纸法再造烟叶基片松厚度的影响。结果表明,烟草浆打浆过程中,随着磨浆转数的减少,磨齿间隙的增加以及打浆浓度的提高,纤维数量下降、平均长度上升、粗度增加,与木浆、轻质碳酸钙混合抄造出的基片松厚度提高;在本实验打浆工艺范围内,磨浆转数和磨齿间隙对烟草浆纤维形态以及抄造出的基片松厚度的影响大于打浆浓度的影响;由于烟草浆纤维本身的特点,不同的打浆工艺对其帚化效果影响很小;适宜的PFI磨打浆工艺为:磨浆转数10000~15000转,磨齿间隙0~0.5 mm,打浆浓度10.0%~11.7%。
造纸法再造烟叶;PFI磨;打浆;松厚度;纤维形态
松厚度是评价造纸法再造烟叶基片质量的重要指标。提高基片的松厚度不仅能增加涂布时涂布液在基片中的渗透性能,还能改善造纸法再造烟叶成品的填充以及燃烧性能,对降低一氧化碳等有害物质的生成有利[1]。目前,对改善基片松厚度的研究主要集中在原烟草纤维、外加纤维以及填料的选择上[2- 4],有关生产工艺条件对基片松厚度影响的相关报道较少。
作为造纸法再造烟叶生产过程中关键的工序,打浆对包括松厚度在内的产品物理特性有很大的影响[5]。烟草浆料是由烟梗和烟末原料经提取后的料渣经混合组成的,其中纤维含量少,而大量存在烟草表皮细胞、杂细胞等物质,与木浆打浆性能存在很大区别。本实验以PFI磨为打浆设备,分别研究了磨浆转数、磨齿间隙和打浆浓度对造纸法再造烟叶基片松厚度的影响,同时通过对不同打浆工艺条件下得到的烟草浆的纤维形态进行对比,分析了打浆工艺影响造纸法再造烟叶基片松厚度的原因,为提高造纸法再造烟叶产品品质提供理论支持。
1 材料与方法
1.1材料、设备与仪器
选择某牌号造纸法再造烟叶配方原料作为实验原料,烟梗原料和烟末原料的质量之比为1∶1;木浆(巴西鹦鹉牌阔叶木浆、加拿大虹鱼牌针叶木浆);轻质碳酸钙(800目,四川汉旺);瓜尔胶(昆山京昆)。
ML204电子天平(感量:0.0001 g,瑞士Metteler Toledo公司);HWS-24水浴锅(上海慧泰仪器制造有限公司);FD115烘箱(德国Binder公司);XQSM30离心脱水机(青岛海尔电器有限公司);P95568标准烟草浆疏解器、M-PTB508A PFI磨、P95587打浆度测定仪、P95854.2A快速凯赛法抄片器、F16502厚度仪,奥地利PTI公司;Morfi Compact纤维形态分析仪(法国Techpap公司)。
1.2方法
1.2.1烟草浆准备
按实验配方分别称取一定量烟梗和烟末原料,分别在烧杯中以固液比1∶6用清水浸泡,烧杯置于60℃水浴中保温30 min后,将固液分离,料渣以1400 r/min转速离心甩干5 min,干度约30%;以同样的条件再次进行浸泡,重复以上步骤3次,得到充分提取后的料渣用于疏解和打浆[6]。
1.2.2疏解
按照Tappi T-205sp- 02标准方法对烟末和烟梗提取后的料渣进行疏解。疏解后的烟草浆以1400 r/min转速离心甩干5 min,干度约30%。
用封口袋密封后置于冰箱(4℃)内保存12 h以平衡水分,之后按照ISO4119—1995标准方法检测烟草浆绝干物质含量。
1.2.3PFI磨打浆
根据测得烟草浆绝干物质含量,把烟梗浆和烟末浆按照绝干质量1∶1的比例进行混合,调整好磨浆转数、磨齿间隙和浆浓,按照Tappi T-248sp- 00标准方法进行打浆。
将打浆完的烟草浆挤干,用封口袋密封后置于冰箱(4℃)内保存12 h以平衡水分,之后按照ISO4119—1995标准方法检测烟草浆绝干物质含量。
1.2.4纤维分析
精确称取烟草浆,配制成0.2 g/L的烟草浆悬浮液,用纤维形态分析仪进行纤维特性及纤维图像检测分析。
1.2.5抄片
按照(绝干)烟草浆∶木浆∶轻质碳酸钙=75∶10∶15的比例称取2 g绝干浆料,其中木浆中针叶木浆和阔叶木浆比例为60∶40。将配好的浆料疏解,之后添加相对于绝干浆0.2%的瓜尔胶,以提高碳酸钙等细小组分的留着率,然后用快速凯赛法抄片器抄造出基片。基片按照GB/T 16447—2004的要求平衡水分之后,检测其定量和厚度等物理指标。
1.2.6基片松厚度以及抗张强度的测定
试样的定量、厚度分别按照GB/T 451.2—2002和GB/T 451.3—2002标准方法进行测试。松厚度按式(1)计算:

(1)
式中,B为试样松厚度,cm3/g:T为单张试样厚度,μm;g为试样定量,g/m2。
试样的抗张强度按照GB/T 12914—2008标准方法进行测试。
2 结果与分析
2.1磨浆转数的影响
固定磨齿间隙和打浆浓度分别为0和10%,用不同的磨浆转数进行烟草浆打浆,然后与木浆和碳酸钙混合抄片。
2.1.1对纤维形态的影响
表1为不同磨浆转数的烟草浆纤维形态分析。从表1中的数据可以看出,随着磨浆转数的增加,烟草浆中纤维数量逐渐增多,磨浆转数从5000转提高到30000转,烟草浆中的纤维数量增加了278%。磨浆转数增加后,烟草浆的纤维长度虽然稍有下降,但变化幅度并不大。

表1 不同磨浆转数的烟草浆纤维特性分析
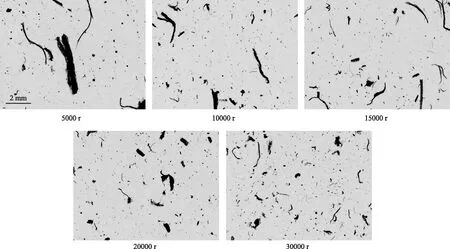
图1 不同磨浆转数的烟草浆纤维图像
采用Morfi compact纤维分析仪可得到纤维端头有破损的纤维占纤维总数的比例,即纤维的帚化率[7]。打浆过程中产生的纤维帚化有利于增加纤维之间的结合力,从而提高基片强度,同时由于纤维之间结合紧密,松厚度会随着纤维分丝帚化程度的提高而下降。从分析数据可看出,不同的磨浆转数下纤维帚化率没有明显变化。
检测数据表明,纤维粗度呈现显著的下降趋势。粗度是纤维分析仪测算出的单位长度纤维的重量,纤维粗度大,基片渗透性大,松厚度高,但同时强度会有所下降[8-9]。磨浆转数从5000转提高到30000转时,烟草浆中的纤维粗度降低了64.2%。因此可以得知,随着打浆作用的持续进行,烟草浆纤维及纤维束逐渐被纵向解离,从而使得烟草浆中纤维总数大大增加;相比之下增加磨浆转数对烟草浆纤维的横向切断作用有限。
图1为不同磨浆转数的烟草浆纤维图像。从图1可以看出,在磨浆转数为5000转时,烟草浆中还有大量未充分疏解的烟梗纤维束,除此以外则主要是细小的烟末组分,其中基本不含细长的单根纤维。随着磨浆转数的增加,烟草浆中的烟梗纤维束在打浆作用下逐渐解离。磨浆转数达到30000转时,纤维束被解离成了一些短小的丝状纤维和少量的杂细胞碎片,同时其中还散布着大量的打浆过程中形成的细小组分。从图1中还可以看出,磨浆转数增加后,纤维粗度的变化非常明显,而纤维长度下降幅度有限,尤其是磨浆转数增加到20000转之后,烟草浆中分布的丝状纤维长度基本上没有变化。这与纤维形态分析得出的烟草浆中纤维长度和粗度的变化趋势是一致的。
2.1.2对基片松厚度和抗张强度的影响
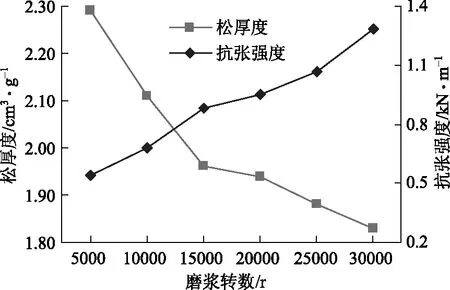
图2 不同磨浆转数烟草浆抄造基片的松厚度和抗张强度
图2为不同磨浆转数下烟草浆抄造基片的松厚度和抗张指数。由图2可以得知,随磨浆转数的增加,烟草浆抄造的基片松厚度逐渐下降,而基片抗张强度逐渐提高。这主要是由于:一方面随着打浆作用的持续,烟草浆纤维数量增多,纤维表面暴露出的羟基增加,使纤维之间氢键作用力逐渐增强,基片强度随之增加,同时随着纤维间作用力的提高,基片结合越来越紧密[4],松厚度便会有所下降;另一方面,随着磨浆转数增加,烟草浆纤维粗度下降,其中的细小组分也大大增加(见图1),在基片的成形过程中,细小组分填补了纤维网状结构中的孔隙,使原本松散的基片越来越致密。实验结果表明,磨浆转数从5000转增加到30000转,造纸法再造烟叶基片的松厚度下降了20.1%。
YC/T16.3—2003规定造纸法再造烟叶产品抗张强度应不高于1.00 kN/m。另一方面基片抗张强度同样不宜过低,否则会造成纸机频繁断纸,影响抄造顺利进行。根据文献[10-12],为了避免产品强度过高而使卷烟制丝线切丝困难,较适宜的基片抗张强度为0.6~0.8 kN/m,因此,当磨浆转数为10000~15000转时,得到的基片在拥有较高松厚度的同时也能提供合适的抗张强度。
2.2磨齿间隙的影响
固定磨浆转数和打浆浓度分别为15000转和10%,用不同的磨齿间隙进行烟草浆打浆,然后与木浆、轻质碳酸钙混合抄片。
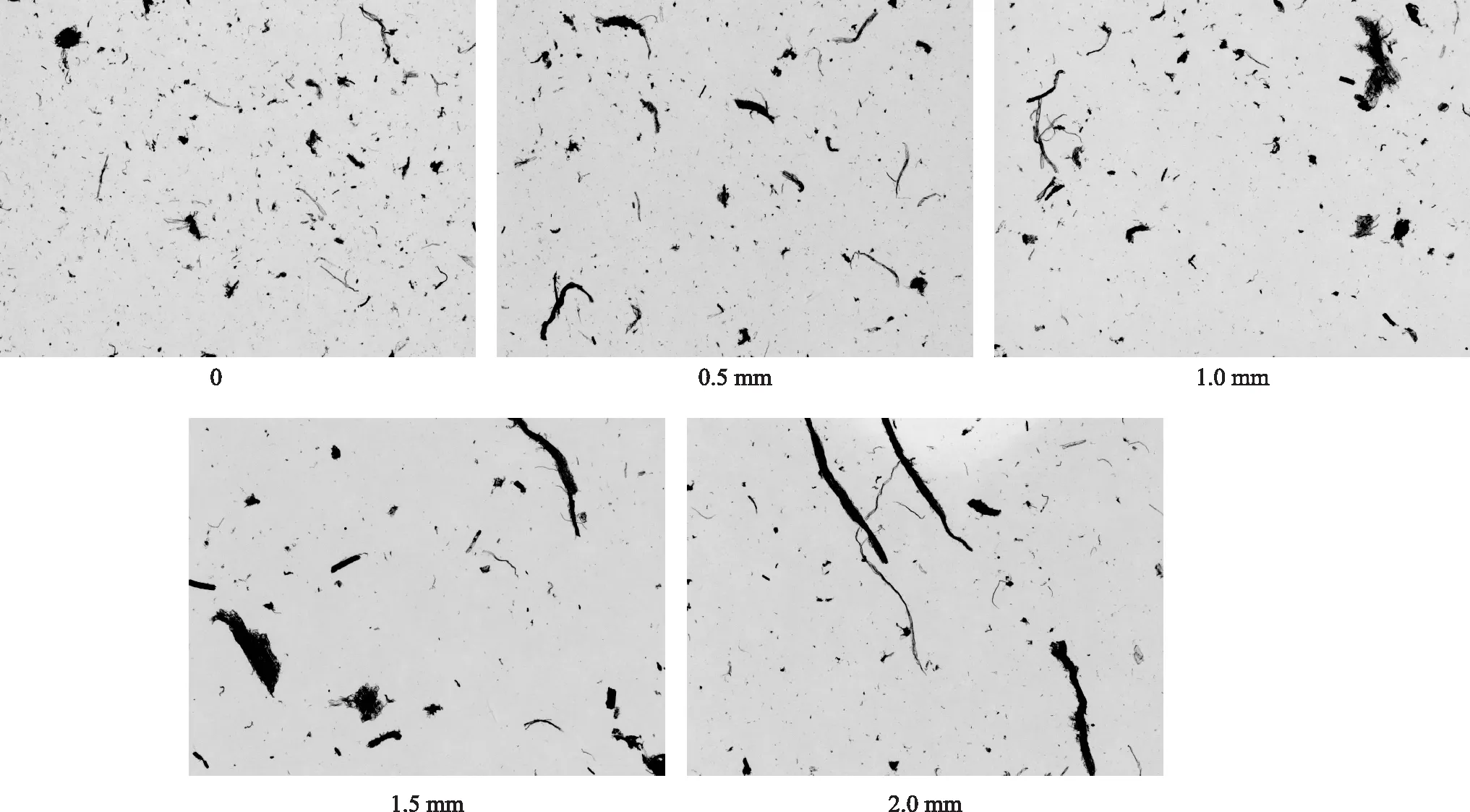
图3 不同磨齿间隙的烟草浆纤维图像
2.2.1对纤维特性的影响
随着磨齿间隙的增加,单位打浆面积上受到的压力逐渐下降,纤维及纤维束的切断、分丝帚化等作用会越来越小。表2为不同磨齿间隙的烟草浆纤维特性分析。从表2中的数据可以看出,磨齿间隙从0提高到2.0 mm之后,烟草浆中的纤维数量减少了66.7%。同时,由于烟草浆受到的切断作用减弱,纤维和纤维束的长度逐渐增加。同样增加的还有纤维粗度,而纤维帚化率依然没有明显变化。
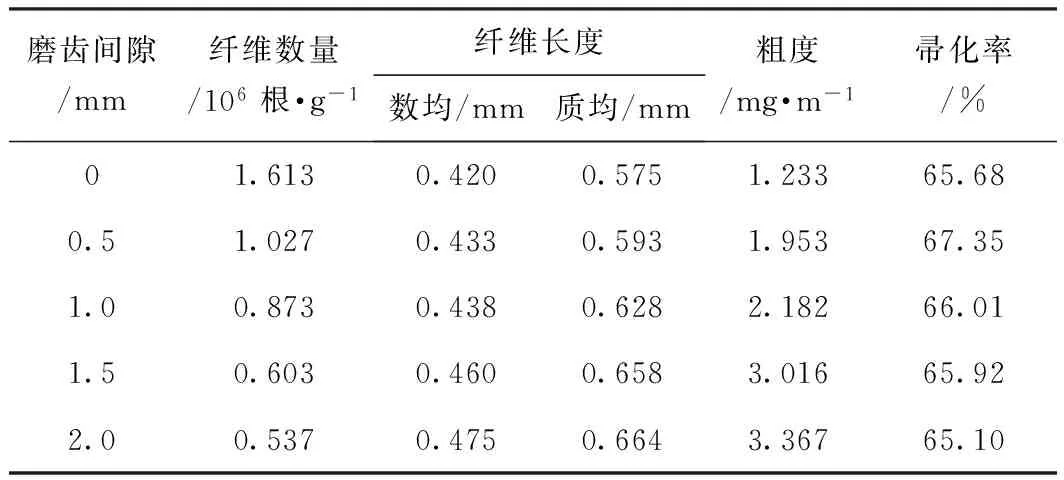
表2 不同磨齿间隙的烟草浆纤维特性分析
图3为不同磨齿间隙的烟草浆纤维图像。从图3中也可以看出,磨齿间隙为0时,烟草浆中主要包含一些短小的丝状纤维和少量的杂细胞碎片,此外还有大量其他细小组分。当磨齿间隙超过1.0 mm之后,烟草浆中细小组分含量明显减少,未疏解充分的烟梗纤维束含量大大增加。随着磨齿间隙的增大,不仅纤维粗度增加,纤维长度也有明显提高。
2.2.2对基片松厚度和抗张强度的影响
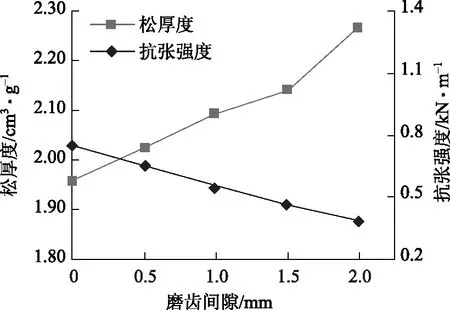
图4 不同磨齿间隙烟草浆抄造基片的松厚度和抗张强度
随磨齿间隙的增加,浆料中细小组分数量下降,其在基片成形过程中对孔隙结构的填充作用也逐渐减少;同时由于纤维数量的下降,纤维表面暴露出的羟基数量也随之下降,纤维之间结合力也逐渐减弱,这两方面原因都导致了基片松厚度的提高。图4所示为不同磨齿间隙烟草浆抄造基片的松厚度和抗张强度。由图4可以看出,磨齿间隙从0增加到2.0 mm时,基片的松厚度上升了15.4%。同时,随着纤维之间结合力的减弱,基片的抗张强度也逐渐下降。综合考虑磨齿间隙对基片松厚度以及抗张强度的影响,适宜的磨齿间隙为0~0.5 mm。
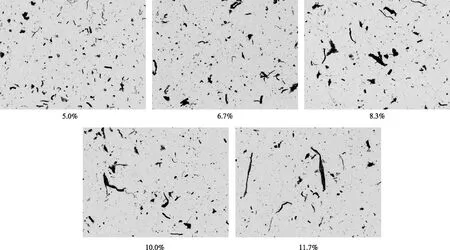
图5 不同打浆浓度的烟草浆纤维图像
2.3打浆浓度的影响
固定磨浆转数和磨齿间隙分别为15000转和0,以不同的打浆浓度进行烟草浆打浆。然后与木浆和碳酸钙混合抄片。
2.3.1对纤维特性的影响
随着打浆浓度的提高,打浆过程中单根纤维和纤维束上受到磨齿的作用力减弱,纤维及纤维束的切断、分丝帚化等打浆作用就会越来越弱。表3为不同打浆浓度的烟草浆纤维特性分析。从表3中的数据可以看出,打浆浓度从5%提高到11.7%之后,烟草浆中的纤维数量减少了39.3%。由于切断作用的减弱,纤维的长度有一定程度的增加,同时纤维粗度也有提高。但在实验所选择的工艺范围内,与磨浆转数以及磨齿间隙相比,打浆浓度对烟草浆纤维的影响较小。
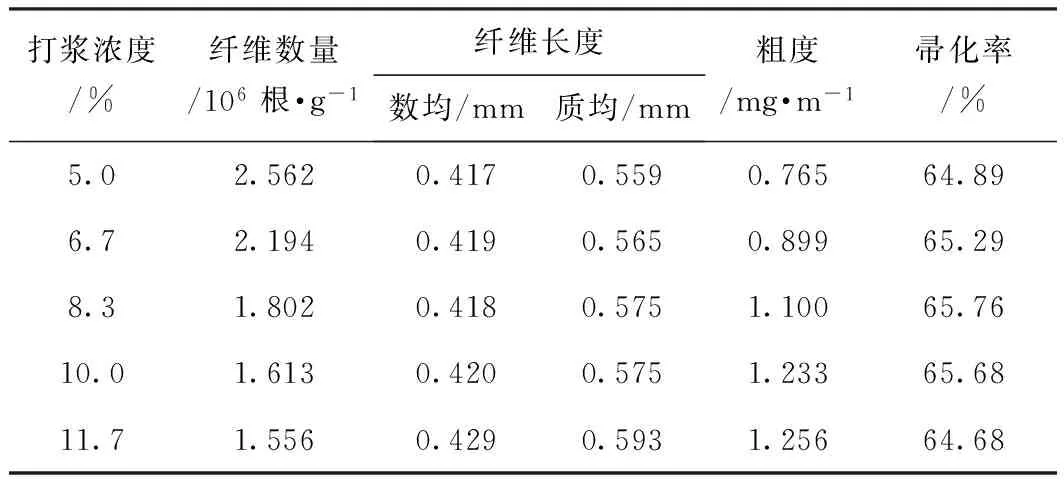
表3 不同打浆浓度的烟草浆纤维特性分析
与磨浆转数和磨齿间隙的影响类似,不同打浆浓度下烟草浆纤维帚化率的差别不大。这就意味着,不论打浆工艺如何调整都很难提高烟草浆纤维的帚化效果。这是因为一方面烟草浆中适于打浆的纤维素纤维含量少,而其中大量存在的表皮细胞、杂细胞受到的分丝作用很小;另一方面烟草浆在打浆之前没有经过蒸煮、漂白等化学制浆工艺处理,其中含有大量未脱除的木素等物质。木素是疏水性物质,不利于纤维的吸水润胀,所以烟草浆的纤维柔软性和可塑性都较差,大大影响了打浆的分丝帚化效果[13-16]。
从纤维形态分析仪得到的纤维图像(见图5)也可以看出,随着打浆浓度的提高,烟草浆中细小组分逐渐减少,未充分解离的纤维束逐渐增多。与图1和图3中的纤维形态相比,尽管打浆浓度为11.7%得到的烟草浆中含有大量的纤维束,但其长度和粗度都明显小于磨浆转数5000转以及磨齿间隙2 mm时的纤维束,说明虽然以较高浓度的浆浓进行打浆时打浆效果会有所下降,但其中的纤维和纤维束仍会受到明显的切断和解离作用。相比之下,减小磨浆转数或者提高磨齿间隙,烟草浆的打浆效果受到的影响更明显。
2.3.2对基片松厚度和抗张强度的影响
图6为不同打浆浓度的烟草浆抄造基片的松厚度和抗张强度。由图6可以得知,随打浆浓度的增加,基片松厚度逐渐上升。打浆浓度从5%增加到11.7%,基片的松厚度仅上升了4.5%。而在2.1.2以及2.2.2的研究里,提高磨浆转数使基片松厚度降低了20.1%,以及增加磨齿间隙使基片松厚度提高15.4%,因此,打浆浓度对基片松厚度的影响较小。
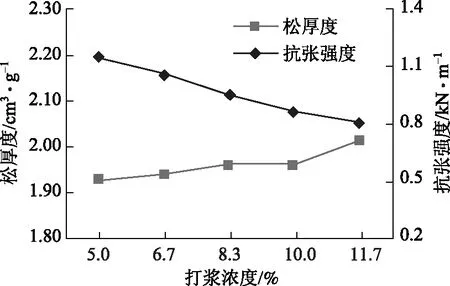
图6 不同打浆浓度的烟草浆抄造基片的 松厚度和抗张强度
打浆浓度提高的同时基片抗张强度会有所下降,可以看到,在实验所选择的范围内,为同时满足基片对松厚度和抗张强度的需求,适宜的打浆浓度为10.0%~11.7%。
3 结 论
(1)烟草浆打浆过程中,随着磨浆转数的减少,磨齿间隙的增加以及打浆浓度的提高,烟草浆纤维数量下降、平均长度上升、粗度增加,抄造出的基片松厚度提高。
(2)在实验所选择的打浆工艺范围内,磨浆转数和磨齿间隙对烟草浆纤维形态以及抄造出的基片松厚度的影响大于打浆浓度的影响。
(3)由于烟草浆纤维本身的特点,不同的打浆工艺对其帚化效果影响很小。
(4)为了在满足抗张强度需求的情况下得到较高松厚度的基片,适宜的PFI磨打浆工艺为:磨浆转数10000~15000转,磨齿间隙0~0.5 mm,打浆浓度10.0%~11.7%。
[1] NIE Yiping. The affecting of several factors on CO in cigarettes[J].Tobacco Science & Technology, 1999(2): 26.
聂一平. 影响卷烟中一氧化碳的几种因素[J]. 烟草科技, 1999(2): 26.
[2] WEN Yang-bing, LUO Chong, HU Hui-ren, et al. Bulk Improvement of Uncoated Reconstituted Tobacco Sheet Produced by Papermaking Process[J]. China Pulp & Paper, 2012, 31(4): 30.
温洋兵, 罗 冲, 胡惠仁, 等.改善造纸法烟草基片松厚度的研究[J]. 中国造纸, 2012, 31(4): 30.
[3] ZENG Jian, CHEN Kefu, XIE Jianping, et al. Effects of Calcium Carbonate Addition on Base-sheet of Paper-making Process Reconstituted Tobacco[J]. Tobacco Science & Technology, 2013(10): 5.
曾 健, 陈克复, 谢剑平, 等. 碳酸钙对造纸法再造烟叶片基的影响[J]. 烟草科技, 2013(10): 5.
[4] WANG Liang, LUO Chong, WEN Yang-bing, et al. Effects of Adding Microfibres on the Properties of Uncoated Reconstituted Tobacco Sheet Prepared by Papermaking Process[J]. China Pulp & Paper, 2013, 32(9): 35.
王 亮, 罗 冲, 温洋兵, 等. 细小纤维对造纸法烟草薄片基片物理性能的影响[J]. 中国造纸, 2013, 32(9): 35.
[5] HE Beihai. Paper Making Principles and Engineering[M]. Beijing: China Light Industry Press, 2010.
何北海. 造纸原理与工程[M]. 北京: 中国轻工业出版社, 2010.
[6] CHANG Jiheng, NIU Congyang, ZHANG Caiyun, et al. Preliminary Experiments on Extraction Technology in Paper-process Reconstituted Tobacco Production[J]. Tobacco Science & Technology, 2002(1): 14.
常纪恒, 牛聪阳, 张彩云, 等. 造纸法烟草薄片萃取技术初探[J]. 烟草科技, 2002(1): 14.
[7] ZHU Lei, LI Xiumei. Analysis of pulp with morphological analyzer[J]. East China Pulp & Paper Industry, 2012(3): 76.
朱 蕾, 李秀梅. 纤维分析仪在浆料分析中的应用研究[J]. 华东纸业, 2012(3): 76.
[8] LIU Kai, HE Bei-hai, LI Xiao-min, et, al. Morphological analysis of the fibers in CTMP pulp and its white water[J]. China Pulp & Paper, 2009, 28(12): 14.
刘 凯, 河北海, 李晓敏, 等. 利用新型纤维形态分析仪分析杉木CTMP浆纤维形态[J]. 中国造纸, 2009, 28(12): 14.
[9] LIAO Xia-lin, HE Bei-hai, ZHAO Li-hong, et al. Morphological Analysis of Tobacco Fibers under Different Beating Conditions[J]. China Pulp & Paper, 2012, 31(4): 34.
廖夏林, 何北海, 赵丽红, 等. 烟草浆不同打浆条件下的微观形态分析[J]. 中国造纸, 2012, 31(4): 34.
[10] ZHAO Yingliang, YIN Yanfei, HAO Mingxian, et al. Effect of dip-immersion coating process on physical quality of paper-process reconstituted tobacco[J]. China Pulp & Paper Industry, 2015, 36(8): 40.
赵英良, 殷艳飞, 郝明显, 等. 涂布对造纸法再造烟叶纸基物理性能的影响[J]. 中华纸业, 2015, 36(8): 40.
[11] WANG Han-ya, HUANG Biao, LIU En-fen, et al. Effect of Calcium carbonate mesh on physical and smoke indexes of paper-process reconstituted tobacco[J]. Journal of Zhengzhou University of Light Industry (Natural science), 2015, 30(5/6): 54.
王浩雅, 黄彪, 刘恩芬, 等. 碳酸钙目数对造纸法再造烟叶物理与烟气指标的影响[J]. 郑州轻工业学院学报(自然科学版), 2015, 30(5/6): 54.
[12] ZHU Hongqin, LIU Weijuan, CHEN Keli, et al. The effect of low consistency beating on absorption of paper-making reconstituted tobacco substrate from tobacco stem tobacco stem[J]. China Pulp & Paper Industry, 2014(6): 30.
朱红琴, 刘维涓, 陈克利, 等. 烟梗低浓打浆对造纸法再造烟叶基片吸收性的影响[J]. 中华纸业, 2014(6): 30.
[13] JIN Lanfeng, JIANG Yufan, XUE Dong, et al. Performance of Raw Material Beating in Paper-making Process Reconstituted Tobacco Production[J]. Tobacco Science & Technology, 2014(8): 10.
金岚峰, 蒋宇凡, 薛 冬, 等. 造纸法再造烟叶原料的打浆性能[J]. 烟草科技, 2014(8): 10.
[14] YANG Bin, YIN Yin, ZHANG Haobo, et al. Determination of NDF, ADF and ADL in tobacco and tobacco products with detergent method[J]. Acta Tabacaria Sinica, 2012, 18(3): 10.
杨 斌, 殷 引, 张浩博, 等. 洗涤剂法测定烟草及烟草制品中中性洗涤纤维、 酸性洗涤纤维、 酸性洗涤木质素的研究[J]. 中国烟草学报, 2012, 18(3): 10.
[15] Hakraborty A, Sain M M, Kortschot M T, et al. Modeling energy consumption for the generation of microfibres from bleached kraft pulp fibres in a PFI Mill[J]. BioResources, 2007, 2(2): 210.

TheInfluenceofBeatingProcessonBulkofUncoatedReconstitutedTobaccoSheetProducedbyPapermakingProcess
YUAN Guang-xiang XUE Dong*YUAN Yi-lai CAI Wen-gao ZHU Ya-feng SUI Kai
(ReconstitutedTobaccoResearchInstitutedofChinaTobaccoJiangsuIndustrialCo.,Ltd.,Huai’an,JiangsuProvince, 223002) (*E-mail: hy1999003@jszygs.com)
Influence of the gap between the beater roll and bed plate of PFI mill, beating time and consistency of tobacco pulp on bulk of uncoated reconstituted tobacco sheet produced by papermaking process was researched using PFI mill as the beating equipment. Meanwhile through the comparison of fiber morphologies under different beating process parameters, the reason for the influence of beating process on bulk of uncoated reconstituted tobacco sheet produced by papermaking process was also researched. The results showed that in the beating of tobacco pulp, fiber number decreased, mean fiber length increased, fiber coarseness increased, bulk of paper base made with wood pulp and PCC was improved with decreasing beating time, increasing beating interstice and pulp consistency. Within the ranges of beating parameters studied, compared with consistency of pulp, beating time and beating interstice had greater effect on fiber morphology and bulk of paper base. Because of the characteristics of tobacco pulp, different beating process parameters had little effect on fibrillation of fiber. The optimized beating process parameters with PFI mill was: beating time 10000~15000 round, beating interstice 0~0.5 mm and pulp consistency 10.0%~11.7%.
papermaking reconstituted tobacco; PFI mill; beating; bulk; fiber morphology
TS761. 2
A
10.11980/j.issn.0254- 508X.2017.10.005
2017- 05- 23(修改稿)
江苏中烟工业有限责任公司重点科技项目“造纸法再造烟叶松厚度影响因素研究”(Y040201412)。
*通信作者:薛 冬,硕士,工程师;主要从事造纸法再造烟叶的研究。
(责任编辑:常 青)
猜你喜欢
探测与控制学报(2023年4期)2023-09-12 07:26:12
小学生学习指导(高年级)(2021年3期)2021-04-06 08:49:42
中国造纸(2020年4期)2020-05-28 13:37:10
中国造纸(2017年8期)2017-09-15 08:56:36
制造技术与机床(2017年3期)2017-06-23 08:11:48
探测与控制学报(2017年1期)2017-03-23 06:29:57
天津造纸(2016年1期)2017-01-15 14:03:28
当代化工研究(2016年9期)2016-03-20 16:22:08
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43
河南科技(2014年12期)2014-02-27 14:10:34
