
原材料消耗工艺定额在工艺改进中的作用
2017-11-01 10:49:37盛海云
纺织器材 2017年5期
盛海云
(常德纺织机械有限公司,湖南 常德 415004)
原材料消耗工艺定额在工艺改进中的作用
盛海云
(常德纺织机械有限公司,湖南 常德 415004)
为了提高原材料的利用率,实现合理的工艺改进,介绍原材料消耗工艺定额的定义、分类及其在工艺改进中的重要作用,以YJ2-142型摇架体和其他3种手柄零件的套材为例,对其冲制工艺进行改进探讨,并阐述工时定额对工艺制定方案的影响。指出:原材料消耗工艺定额是确定工艺改进是否科学、经济合理的重要分析手段;提高材料利用率应综合考虑几种零件的生产;在保证冲制质量的前提下,为提高生产效率和经济效益,工序数量应尽可能少;应用原材料消耗工艺定额和工时定额设计工艺,可提高材料利用率和产品质量,降低企业成本。
原材料;消耗;工艺定额;冲压工艺;冲制;排样;摇架;材料利用率;工时定额
0 引言
在现有生产技术条件下,从不同角度思考工艺改进会产生不同的效果,但以经济性导向为基础却是不会改变的,而原材料消耗工艺定额方法正是从经济角度去考量的工艺改进,利用该方法可研究工艺改进的必要性和合理性。实践发现,采用工艺定额方法改进冲压工艺取得良好效果的同时,还可作为考核产品设计特别是拟定冲压工艺方案合理性的重要依据。笔者用工艺定额的思考方法对冲压工艺改进进行探讨。
1 原材料消耗工艺定额的定义及分类
1.1定义
原材料消耗工艺定额,又称为材料定额,是指在一定的生产、技术和组织条件下,根据产品设计结构、技术要求、工艺方法和生产技术条件等规定,制造单位产品(或零件)所必须消耗的各种原材料的标准数量。原材料消耗工艺定额由零件或产品的净质量和在制造过程中产生的工艺损耗两部分组成。工艺损耗又由下料损耗和工艺加工损耗两部分组成,是工艺制定过程中进行经济合理性分析的重要衡量指标及思考方法。在原材料消耗工艺定额制定过程中,能发现工艺中存在的不合理因素,为工艺改进提供契机。
1.2分类
原材料消耗工艺定额按使用要求可分为两大类:即单项定额(零件原材料消耗工艺定额)和综合定额(产品零件原材料消耗工艺定额的汇总),分别从不同角度考查产品生产的经济合理性。
在一定的生产技术条件下,制造产品、制作工艺装备和工艺设施的过程中,通过计算或理论测定方法得到材料消耗的理论定额,由于受各种生产因素的影响,与实际生产所消耗的材料或物力(实际定额)差别较大。
2 原材料消耗工艺定额在工艺改进中的作用及应用
2.1为工艺改进提供新思路
原材料消耗工艺定额实质是计算合格产品或零件生产过程中消耗材料的用量,目的是度量材料的利用率。要提高材料利用率,应不局限于某种合格产品或零件的生产,而是将几种零件的生产进行综合考虑。采用材料相互套用即套材的方法,如冲裁件组合排样、套冲排样、板料下料后工艺废料的再利用等,为工艺改进提供“既看树木,又观森林”的方法或思路。根据这种全局观念构思工艺的合理性和经济性,能大幅提高材料利用率,降低生产成本,实现企业产品利润的最大化。笔者在此以YJ2-142型摇架体的套材为例进行探讨。
YJ2-142-05型摇架体与YJ2-142-02型、YJ6-223-03型和YJ4-190-03型3种摇架手柄都采用1.5 mm×1250 mm×2500 mm的ST12-D-FC标准钢板条料冲制,摇架体冲制后的余料无法再冲制该零件,但若和其他零件套材,重新设计现有工艺则可减少下料、废料,提高材料的有效利用率。
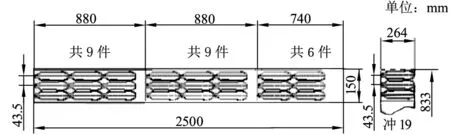
各零件排样及板料下料后冲制情况,见图1。
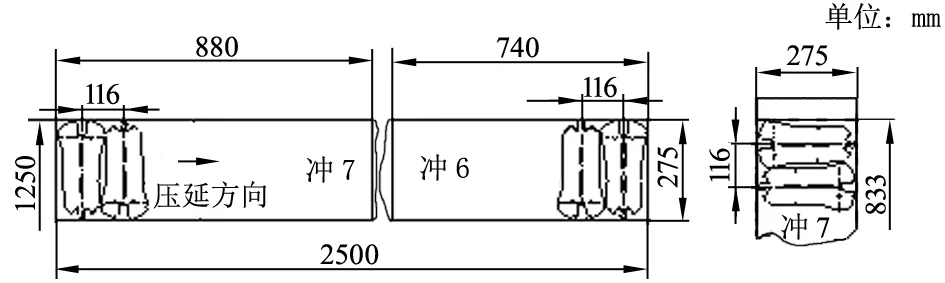
a) YJ2-142-05型
b) YJ2-142-02型
c) YJ6-223-03型
d) YJ4-190-03型
由图1可知,YJ2-142-05型摇架体用1.5 mm×1250 mm×2500 mm的ST12标准钢板冲裁成2个1.5 mm×275 mm×880 mm和1个1.5 mm×275 mm×740 mm的条料毛坯,每个毛坯可冲制该零件7件和6件,这样一张标准钢板能冲制80件YJ2-142-05型摇架体。同理,经充分排样后标准钢板可冲制264件YJ2-142-02型手柄,156件YJ4-190-03型手柄,117件YJ6-223-03型手柄,各零件材料消耗定额为整板质量分摊到冲制各零件的用量,其计算结果分别为0.460 0 kg、0.139 4 kg、0.235 9 kg和0.314 5 kg,其中摇架体若不包含下料废料部分,定额为(1.5×275×4×2500×7.85)÷(80×106)=0.404 8 kg。
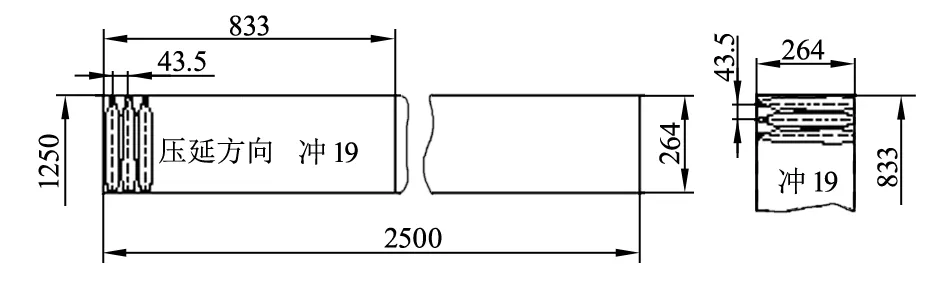
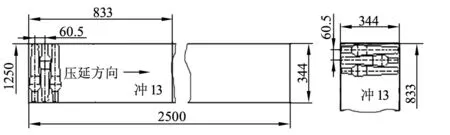
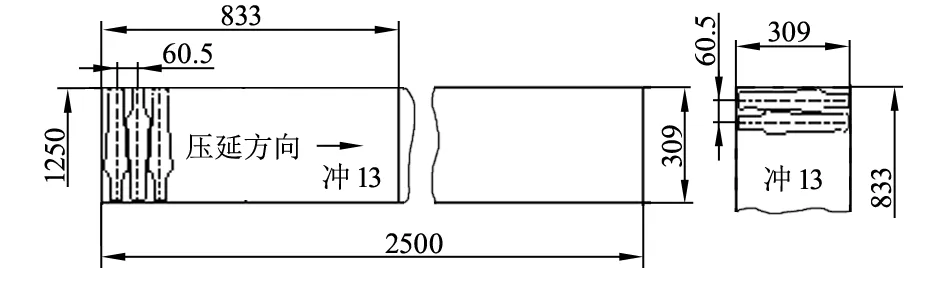
上述标准钢板冲制摇架体后余料为2个1.5 mm×150 mm×880 mm 和1个1.5 mm×150 mm×740 mm,无法再冲制该零件。而将该余料用于YJ2-142-02型、YJ6-223-03型和YJ4-190-03型3种手柄零件的冲制,各零件冲制情况如图2所示。
a) YJ2-142-02型
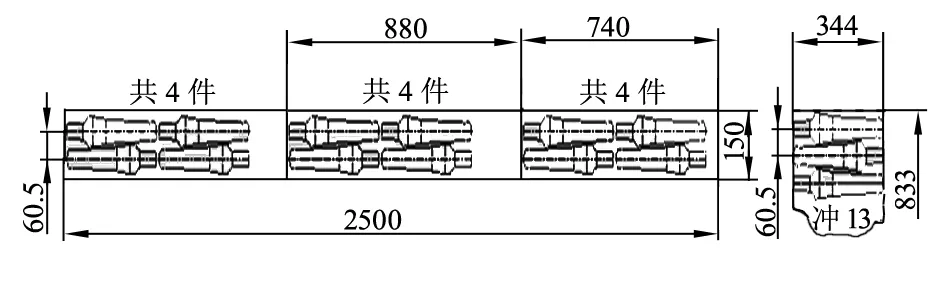
b) YJ6-223-03型
c) YJ4-190-03型
根据图2所示的排样情况可知,尺寸为1.5 mm×150 mm×880 mm的余料可冲制9件YJ2-142-02型手柄零件,1.5 mm×150 mm×740 mm的余料可冲制6件该手柄零件,故余料可冲制24件YJ2-142-02型手柄零件,此时材料消耗定额为(1.5×150×2500×7.85)÷(24×106)=0.184 0 kg。同理,可冲制YJ6-223-03型手柄零件12件,冲制YJ4-190-03型手柄零件12件,此时材料消耗定额均为0.368 0 kg。
YJ2-142-02型、YJ4-190-03型和YJ6-223-03型3种手柄定额余料分别为:(0.184 0-0.139 4)×24=1.070 4 kg,(0.368 0-0.235 9)×12=1.585 2 kg及(0.368 0-0.314 5)×12=0.642 0 kg,3种手柄定额余料分摊到80件摇架体零件中,其值分别为0.013 88 kg,0.019 82 kg和0.008 03 kg,取其中最大值,即0.019 82 kg。
根据上述排样和计算结果,建立不同手柄零件冲制件数及材料定额统计,见表1。
由表1数据重新确定摇架体与3种手柄套材后定额为:0.404 8+MAX{0.013 88,0.019 82,0.008 03}≈0.425 0 kg。

表1 不同手柄零件冲制件数及材料定额统计
按1a生产200万套摇架计算,则可节约钢材(0.460 0-0.425 0)kg×200万套=70 t,钢材成本约为6000元/t,故每年可节约钢材成本约为42 万元,经济效益可观。
2.2为改进工艺下料尺寸提供依据
新材料、新技术、新设备或生产条件的改变等都要求对现有的工艺进行不断改进,以适应生产环境变化。在材料定额的制定过程中,经常会发现原工艺设计的下料尺寸在当前条件下不合理,需要工艺人员对工艺下料规格进行改进,以减少下料损失。
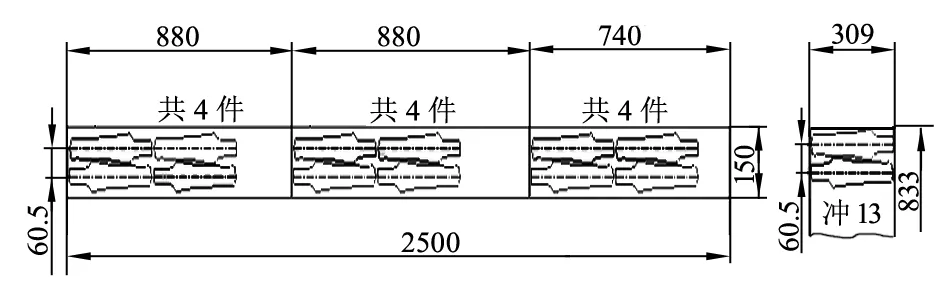
以YJ4-190-03型手柄零件为例,改进前工艺下料尺寸为1.5 mm×309 mm×1000 mm,可冲制16件,但对于现在供应的规格为1.5 mm×1250 mm×2500 mm的板料下料,其长度方向不能满足成倍性要求,浪费较大;将板料下料规格改为1.5 mm×309 mm×833 mm后,长度方向条料可裁为3块,废料少,从而提高了材料的利用率。
2.3为改进冲制件工艺排样方式提供分析方法
在工艺设计过程中,冲制件在板料(条料或带料)上的布置方法(即排样方法)不同,对材料的利用率、生产效率,模具结构和寿命都会产生不同的影响。材料消耗定额可作为工艺排样方式是否科学、经济的重要分析手段,能够在满足冲制件生产要求的前提下,尽可能地提高材料利用率,指导生产选用简单的模具结构。YJ20-142-02A型手柄零件新旧工艺排样方式,如图3所示。

a) 改进前制件条料排样
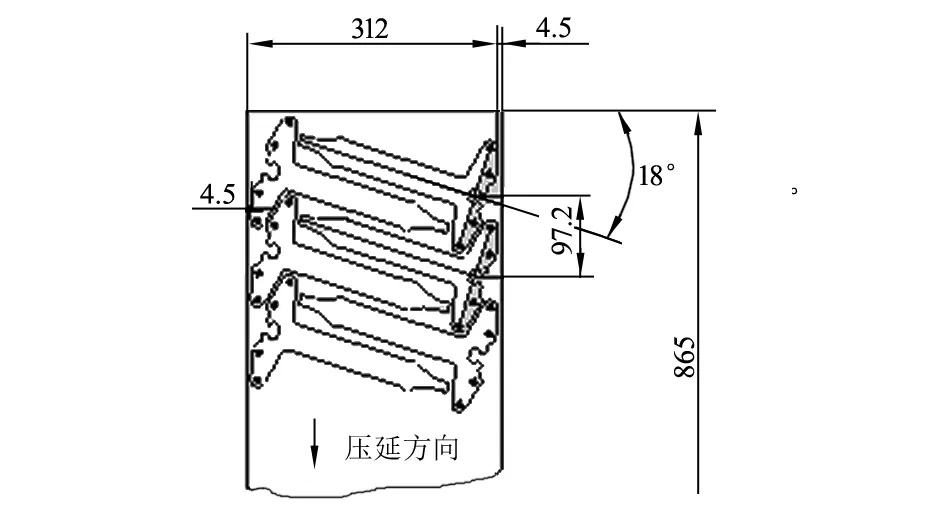
b) 改进后制件大尺寸条料排样
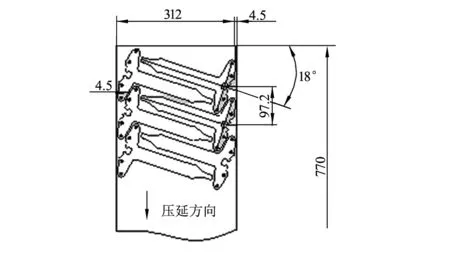
c) 改进后制件小尺寸条料排样
工艺改进前后都是将标准板料2 mm×1250 mm×2500 mm裁成条料后冲制手柄,改进前所裁条料尺寸为2 mm×302 mm×833 mm,每条料可冲制该手柄零件14件,见图3a)。因此,每标准板料可冲制YJ20-142-02A型手柄零件共14×(2500÷833)×(1250÷302)=168件,而改进后所裁条料尺寸为2个2 mm×312 mm×865 mm 的条料和1个2 mm×312 mm×770 mm的条料,对应可冲制该手柄零件16件和14件,见图3b)和图3c),故每标准板料可冲制YJ20-142-02A型手柄零件共[(16×2)+14]×4=184件。可以看出,改进后同样大小的标准板料可多冲制零件16件,大幅提高了材料的利用率。在未造成其他生产影响的情况下,说明利用原材料消耗工艺定额的分析方法改进工艺是可行的、合理的。
2.4有助于发现工艺问题
生产过程中,常发现实际材料消耗与材料的定额消耗相差很大,工艺人员应当与模具制造人员、冲压生产人员密切沟通,排除其他生产因素影响后,再从制定的工艺中发现问题,并从以下方面改进。
2.4.1与产品设计人员一起研究分析冲制件的生产工艺性。工艺性差的零件,材料的损耗和废品率会大量增加,从而导致零件实际消耗的材料定额比理论定额大。如果发现冲制件工艺性差,应及时和产品设计人员沟通,在不影响产品使用要求的前提下,对产品图纸做出适合冲压工艺性的修改。
2.4.2实际消耗材料定额大,意味着废品可能较多,工艺人员需与质量管理人员配合,分析制件产生质量问题的原因,确认工艺方案是否合理。如果是成形极限问题,就要改进工艺的工序性质;如是回弹、偏移等引起的质量问题,需改变工序方案或模具结构等。
2.4.3分析制定工艺工序顺序的合理性。冲压工序的顺序应根据冲制件的形状、尺寸精度要求、工序的性质以及材料的变形规律做出合理安排。如:冲制件上存在位置靠近、大小不一的两孔,应先冲大孔后冲小孔,否则,工件大孔冲裁时材料的变形易引起小孔变形;多角弯曲件应从材料变形影响和弯曲材料的偏移趋势安排弯曲的顺序,一般应先弯外角后弯内角;对于复杂的旋转体拉伸件,一般先拉伸大尺寸外形,后拉伸小尺寸外形等[1]。工艺工序顺序安排不当,会增加用料成本,导致冲制件实际材料消耗超出理论定额消耗。
3 原材料消耗工艺定额与工时定额结合
3.1工时定额对工艺制定方案的影响
生产要求是时刻变化的,如生产批量、质量要求的变化,材料品质、模具制造能力的提高,新的技术和设备的出现,都要求工艺设计人员做出适当的调整。工序数量和生产效率对工时定额的影响最大,工时定额可用于分析工序数量的经济合理性。在保证冲制质量的前提下,为提高经济效率和生产效率,工序数量应尽可能的少[2]。如新材料的出现使材料的成形极限提高,可减少成形和整形工序,以降低劳动定额;如果客户对产品做出新的要求,也可增减某些辅助工序等。
3.2工时定额与材料定额结合作为工艺改进的依据
用工成本和材料成本都是不断变化的,工艺人员要根据企业的实际生产情况,将两种定额综合考虑,利用比例原则衡量得失,决定现有工艺方案的改进是否科学可行。一般而言,冲压基本工序的集中,如变单工序模为复合模或连续模,则占用设备和人员减少,生产效率提高,劳动量减小,但模具制造成本高,周期长,材料品质要求提高,材料成本上升。如果生产批量不大,这种工艺的改进值得商榷。如简单的制件,复合模能一次性将其冲制而成;若片面追求效率而设计使用连续模生产,为保证强度其材料搭边比复合模搭边多,导致材料消耗成本增高。因此,在该零件生产批量不大,且不用考虑生产安全等因素时,通过这两种定额的比例原则分析,会发现模具结构的改进意义不大。
4 结语
4.1通过原材料消耗工艺定额的分析方法确定工艺改进的合理性,能有效地明确工艺改进方向和目标,还可作为工艺排样方式是否科学、合理、经济的重要分析手段,能够在满足冲制件生产要求的前提下,尽可能地提高材料利用率,指导生产选用简单的模具结构。
4.2要提高材料利用率,不应局限于某种合格产品或零件的生产,而是将几种零件的生产进行综合考虑。工艺设计人员应利用这种思维和方法,进行科学的工艺设计和改进,从而达到提高产品质量,降低企业成本,保证生产安全的目的。
4.3原材料消耗工艺定额与工时定额结合作为工艺改进的依据,工时定额可用于分析工序数量的经济合理性。在保证冲制质量的前提下,为提高生产效率和经济效益,工序数量应尽可能少。
[1] 肖祥芷,王孝培.中国模具工程大典:冲压模具设计(4卷)[M].北京:电子工业出版社,2007.
[2] GB/T 24737.7—2009,工艺管理导则 第7部分:工艺定额编制[S].
TheRoleofProcessQuotaforRawMaterialConsumptioninProcessImprovement
SHENG Haiyun
(Changde Textile Machinery Co.,Ltd.,Changde 415004,China)
To increase the utilization rate of raw materials for logical technology improvement,introduction is made to the definition,classification and the improtance of the raw material consumption process quota in process improvement with cradle YJ2-142 and three other handle parts as an example,probing is done into the punching process improvement,analysis is done to the hour quota on the process scheming.It is pointed out that the process quota for raw material consumption is an important means in determing whether the process improvement is done in a logical and economic way.Material utilization rate can only be increased by considering comprehensive production of several parts.In the premise of ensuring the quality of punching,the number of processes should be as few as possible for the purpose of improving the production efficiency and economic benefits.Process can be worked out with the process quota for raw material consumption and hour quota to improve the material utilization rate and product quality with low cost.
raw material;consumption;process quota;stamping process;punching;layout;cradle;material utilization rate;hour quota
TS103.8
B
1001-9634(2017)05-0017-04
2017-02-28
盛海云(1970—),男,湖南常德人,工程师,主要从事纺纱摇架机械工艺设计。
猜你喜欢
医院管理论坛(2022年9期)2022-10-28 05:49:12
建材发展导向(2021年10期)2021-07-16 07:14:04
装备制造技术(2020年11期)2021-01-26 00:39:30
石油化工建设(2019年4期)2019-10-10 01:39:20
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2018年12期)2018-12-23 02:41:16
电子制作(2018年11期)2018-08-04 03:25:44
制造技术与机床(2017年12期)2017-02-02 07:04:38
知识产权(2016年5期)2016-12-01 06:58:43
科普童话·百科探秘(2015年5期)2015-05-26 07:10:33
