
亚临界水体系中木薯糟生产酒精预处理工艺
2017-11-01 05:56刘宝菊刘双彦侯文贵任洪东
酿酒科技 2017年10期
刘宝菊,刘双彦,侯文贵,任洪东,连 峰
(1.天津天大天久科技股份有限公司,天津300072; 2.天津大学石油化工技术开发中心,天津300072)
亚临界水体系中木薯糟生产酒精预处理工艺
刘宝菊1,刘双彦2,侯文贵1,任洪东1,连 峰2
(1.天津天大天久科技股份有限公司,天津300072; 2.天津大学石油化工技术开发中心,天津300072)
木薯发酵制备乙醇会产生大量的废弃物木薯糟。采用亚临界水工艺处理木薯糟,可以实现木薯糟中纤维素和半纤维素的有效利用。在单因素实验的基础上,以木薯糟原料降解产生的木糖和葡萄糖共发酵生成酒精量(Y)为目标,进行Box-Behnken多因素实验设计,得到了亚临界水处理木薯糟的最佳工艺条件:反应温度193℃,固液比0.114,反应时间51 min;在此条件下拟发酵酒精量为70.6 mg/g,实验验证值为69.5 mg/g,误差小于2%,该优化方法可靠,探索得到的工艺条件可用于木薯糟的亚临界水处理工艺。
酒精; 木薯糟; 亚临界水; 木糖; 葡萄糖; 优化设计
木薯是一种现阶段可以在工业上大规模利用、经济可行的非粮燃料乙醇生产原料,目前我国广西中粮、河南天冠及安徽丰源生化等国家定点单位多采用木薯原料生产燃料乙醇,2016年相关企业燃料乙醇产量达到105.5万t[1]。而在木薯酒精生产过程中,生产1 t酒精即产生约400 kg的废弃物——木薯糟,木薯糟的资源化利用已成为制约木薯乙醇产业发展的重要因素[2]。传统处理方式中木薯糟多被用于生产有机肥,或烘干后作为燃料,不仅附加利用价值较低,且木薯糟中含有的约20 wt%纤维素以及5 wt%半纤维素等组分没有得到充分利用。将木薯糟作为生产燃料乙醇的原料,不仅可解决木薯糟的处理问题,而且木薯糟的全组分利用有助于缓解传统燃料乙醇生产过程中所存在的原料短缺问题,以达到环境、经济效益双重受益的目的。
在利用纤维素原料生产燃料乙醇时,需要对原料进行预处理以打破纤维素、半纤维素以及木质素所形成的致密三维网络结构,从而增加底物的孔隙度和比表面积等,进而提高纤维素酶解速率和葡萄糖得率[3]。同时,通过对原料的预处理,可回收利用半纤维素降解产生的五碳糖,达到纤维素原料全组分利用的目的。目前,纤维素原料预处理工艺主要包括物理方法[4-5]、化学方法[6-8]、物理化学方法[9-10]和生物法[11]。近年来,亚临界水以其独特的优势在生物质资源化领域表现出广阔的应用前景,而亚临界水预处理工艺即是利用高温下水电离出的水合氢离子(H3O+)对结构致密的纤维素原料进行的自催化水解反应过程[12-14]。亚临界水预处理条件温和,可以在预处理液中回收半纤维素降解产生的木糖,同时溶解部分木质素,获得可及度较高的纤维素以及大部分木质素,经过纤维素酶获得葡萄糖,满足了纤维素原料纤维素、半纤维素以及木质素的全组分综合利用的生物炼制新理念。
为了实现木薯糟的全组分利用,同时满足兼顾C5和C6共代谢生产酒精的新要求,笔者采用亚临界水预处理技术对木薯糟原料进行预处理工艺研究。首先通过单因素实验研究了固液比、反应温度及反应时间等因素对预处理过程中木糖收率、酶解过程中葡萄糖收率,以及副产物乙酸、糠醛及5-羟甲基糠醛(HMF)等生成量的影响规律。在此基础上,确定亚临界水处理的适宜条件及区域,以原料所含C5和C6的共发酵酒精生成量为响应值,采用响应曲面法(RSM)对亚临界水预处理工艺进行多因素实验设计,获得木薯糟亚临界水预处理优化工艺条件。
1 材料与方法
1.1 原料、试剂和仪器
木薯糟:天津挂月集团提供,样品经自然风干后,在105℃空气环境下烘干5 h,再将样品磨制成粉末,并筛分出粒径40~60目的样品备用。
对照品:D-木糖,分析纯,阿拉丁;葡萄糖,分析纯,阿拉丁;冰乙酸,分析纯,天津市江天化工技术有限公司;糠醛,分析纯,天津市光复精细化工技术有限公司;HMF,分析纯,阿拉丁。
仪器设备:上海市实验仪器厂生产的ZK-82A型真空干燥器;美国Parr公司生产的Mparr 4843型高温高压反应釜;上海智城分析仪器制造有限公司生产的ZHWY-2102C型摇床;上海新诺仪器设备有限公司生产的YX280B型高压灭菌锅;安捷伦科技有限公司生产的AGILENT-1100型高效液相色谱和Agilent(6980-5973N)型气相色谱-质谱联用仪。
1.2 实验方法
1.2.1 木薯糟组成分析方法
本文中测量薯渣中含水量的方法参考GB/T 5009.3—2003《食品中水分的测定》[15]。根据美国国家可再生能源实验室(NREL)提出的《Determination of Structural Carbohydrates and Lignin in Biomass》方法系统测定木质纤维素原料中纤维素、半纤维素和木质素三大组分含量[16-17]。灰分测定方法主要参考GB/T 5009.4—2010《粮食、油料检验灰分测定》[18]。
1.2.2 亚临界水预处理实验
取400 g去离子水,加入一定质量的木薯糟原料,配制成固液比(木薯糟原料的质量与水的质量的比值)为0.05~0.15的木薯糟样品,混合后加入到1000 mL的反应釜中,设定预处理目标温度,开始加热,当热电偶显示的釜内温度达到预处理目标设定温度时,开始计时。预处理反应结束后,将反应釜中混合物料取出,通过布氏漏斗进行固液分离,木薯糟固体残渣放入烘箱中干燥后备用,预处理液送至高效液相色谱进行分析测定。
1.2.3 单糖及副产物分析
木薯糟亚临界水预处理过程,处理液中主要含有葡萄糖和木糖等单糖产物,单糖的含量采用高效液相色谱(HPLC AGILENT-1100)进行分析测定。色谱柱为Aminex HPX-87H离子分离柱,柱温为40℃,检测器为RID示差检测器,检测器温度为35℃,以4 mM硫酸作为流动相,流动相流速为0.6 mL/min。
木薯糟亚临界水预处理过程,处理液中会产生乙酸、糠醛、HMF等降解副产物,生成的降解副产物的含量采用高效液相色谱(HPLC AGILENT-1100)进行测定。色谱柱为Aminex HPX-87H离子分离柱,柱温为40℃,检测器为RID示差检测器,检测器温度为35℃,以4 mM硫酸作为流动相,流动相流速为0.6 mL/min。
1.2.4 酶解试验
以100 mL的磨口锥形瓶为容器,按顺序分别向其中放入1 g经亚临界水预处理的木薯糟原料,30 g缓冲溶液,0.95 g纤维素复合酶以及0.05 g β-寡糖酶,然后将配好酶解溶液的锥形瓶有序摆放在ZHWY-2102C型摇床中,摇床水浴温度设定为50℃,摇床转速设定为120 r/min,酶解时间设定为72 h。
本文主要计算公式如下:
2 结果与讨论
在亚临界水处理木薯糟的单因素实验中,考察某因素对预处理液中木糖收率、降解副产物以及酶解实验中葡萄糖收率的影响时,其他因素分别为固液比0.10,反应温度180℃,反应时间90 min。基于单因素考察所得到的工艺条件范围,进行多因素实验,设计并选择Box-Behnken设计模型[19]对影响拟发酵酒精生成量的关键因素进行最佳水平研究,以获得固液比、反应温度及反应时间的最佳条件。
2.1 木薯糟组分分析
根据1.2.1分析方法得出的木薯糟原料组分分析结果列于表1。由表1可以看出,木薯糟中纤维素与半纤维素含量较高,是一种制备纤维素乙醇的理想原料。木薯糟原料pH4.7,呈弱酸性,这是由于酒精发酵以及精馏脱水单元存在的乳酸、乙酸等酸性物质吸附在木薯糟原料表面。
2.2 单因素实验结果
2.2.1 固液比的影响
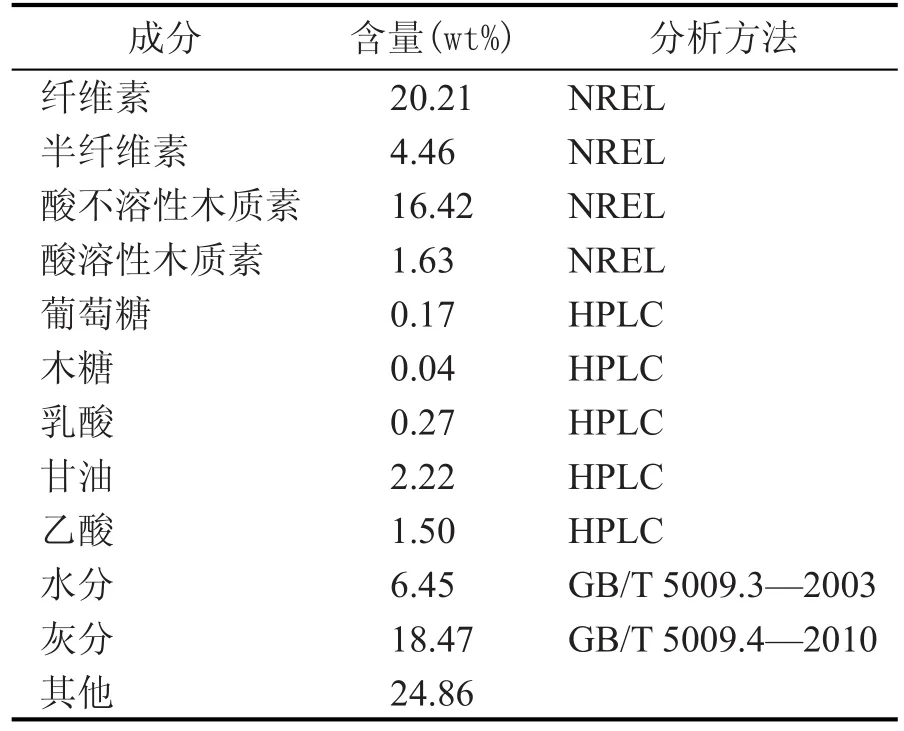
表1 木薯糟原料组分分析表
在预处理反应液中除了木糖和葡萄糖,还存在着半纤维素上乙酰基脱落水解生成的乙酸、木糖降解产生的糠醛以及葡萄糖降解产生的HMF等副产物,这些副产物对后续的酶解单元和发酵单元会产生一定的抑制作用,一般被视作抑制物。预处理液中木糖得率及主要降解产物乙酸、糠醛、HMF的生成量随固液比的变化规律见图1。由图1(a)可以看出,木糖收率随着固液比的升高而呈现出降低的趋势,并且当固液比从0.125升高到0.15时,木糖收率下降趋势显著,其原因为预处理液中固液比过高而阻碍了木薯糟表面生成的糖在溶液中的溶解,且会造成严重的物料沾壁现象,导致预处理效率较低。因此,为了回收预处理液中的木糖,固液比0.125是适宜的。预处理液中乙酸、糠醛和HMF随固液比变化的生成规律分别如图 1(b)、(c)、(d)所示,可以看出,反应液中降解产物生成量均随固液比的升高呈现出降低的趋势。固液比升高,半纤维素中乙酰基脱落过程受阻,因此预处理液中乙酸生成量降低,过高的固液比反而阻碍了纤维素与半纤维素的降解过程,导致木糖和葡萄糖收率降低,其相应的降解产物糠醛和HMF的生成量也随之降低。
经亚临界水预处理后的木薯糟的酶解葡萄糖收率随固液比变化的规律见图2。由图2可以看出,酶解葡萄糖收率随固液比的升高呈现出持续降低的趋势。当固液比从0.05上升到0.15,葡萄糖收率从73.62%下降到65.15%。由实验结果可以看出,较低的固液比有利于酶解反应的进行,但是水解液中可发酵糖浓度较低,加上反应设备的消耗,成本较高,对于酶解葡萄糖收率来说,固液比0.10是适宜的。
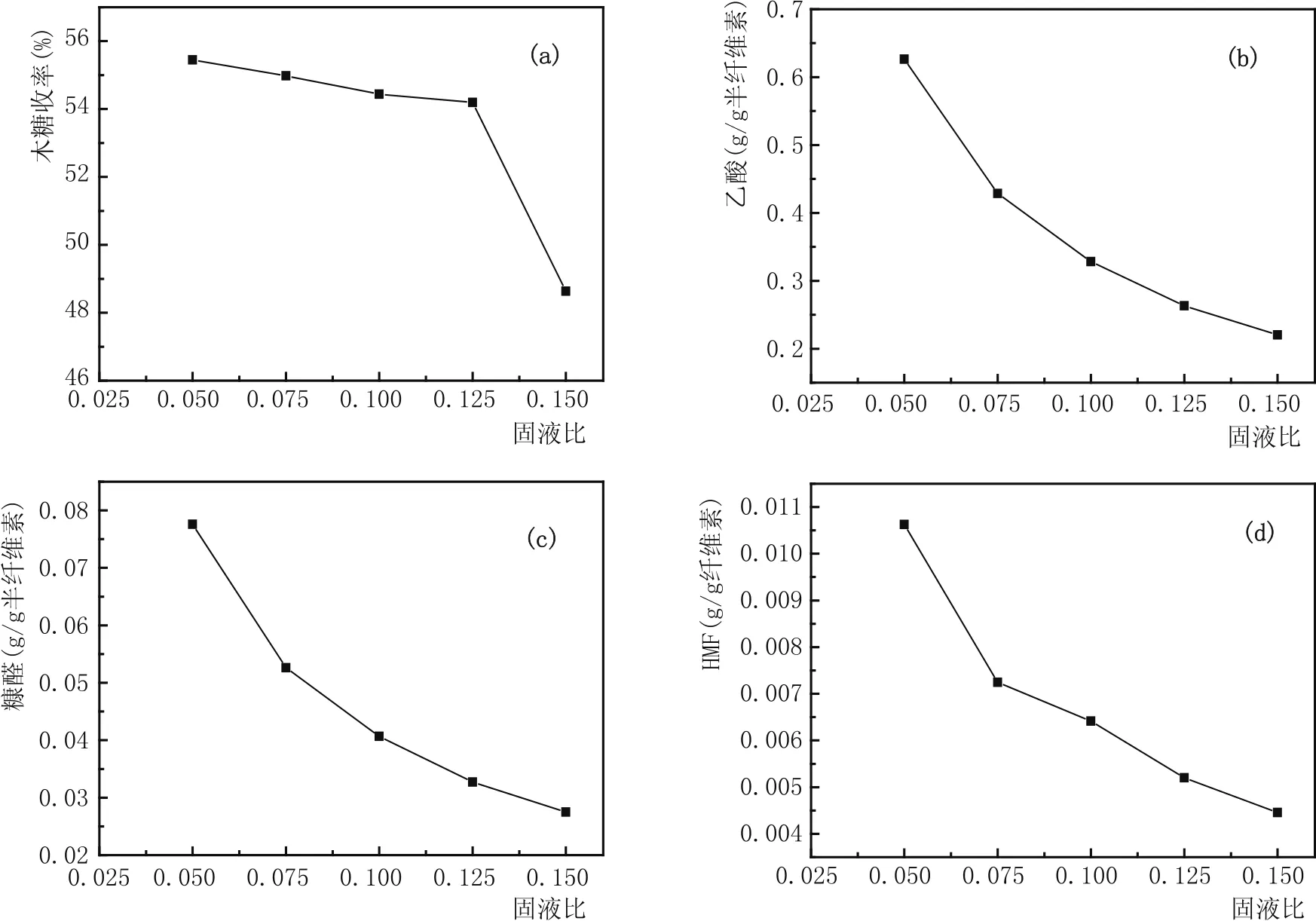
图1 预处理液中木糖收率及主要降解产物生成量随固液比变化曲线
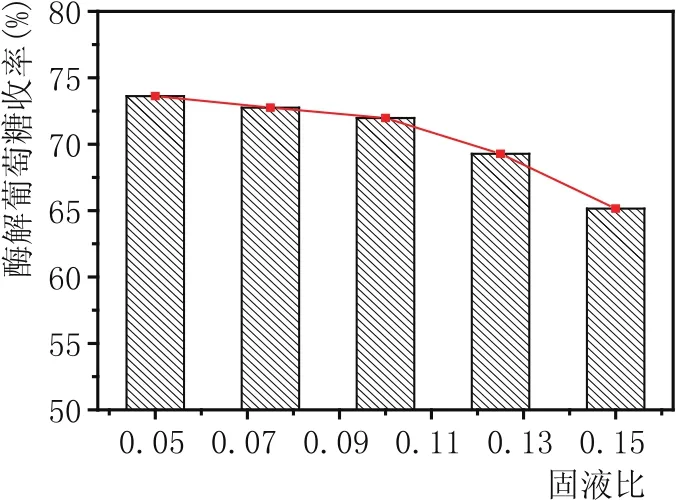
图2 酶解葡萄糖收率随固液比变化曲线
2.2.2 温度的影响
预处理液中木糖收率及主要降解产物乙酸、糠醛、HMF的生成量随反应温度的变化规律见图3。由图3(a)可以看出,预处理液中的木糖收率随着预处理温度的升高而呈现出先上升后下降的趋势。预处理过程中半纤维素水解生成木糖,再进一步降解为糠醛等小分子降解产物。随着反应温度的升高,木糖的生成速率和木糖的降解速率均升高,且两者增加幅度不同,当木糖的降解速率大于木糖的生成速率时,木糖收率开始降低[20]。为了回收预处理液中的木糖,反应温度180℃是适宜的。预处理液中乙酸、糠醛和HMF随固液比变化的生成规律分别如图3(b)、(c)、(d)所示,由图3 可以看出,反应液中主要降解产物均随温度的升高呈现出升高的趋势。当反应温度从180℃上升到240℃,乙酸的生成量上升较为平缓,说明乙酰基在180℃已经基本脱落。当反应温度高于180℃时,糠醛生成量上升比较明显,这与木糖收率的结果一致,说明温度高于180℃时,木糖的降解速率大于其生成速率。HMF生成量随着反应温度的升高而逐渐增加,与糠醛生成量相比,HMF生成量较低,其原因为葡萄糖较木糖难降解。
经亚临界水预处理后的木薯糟原料酶解葡萄糖收率随温度变化的规律见图4。由图4可以看出,酶解葡萄糖收率随着反应温度的升高呈现出先增大后降低的趋势。预处理过程中温度升高有利于打破纤维素的致密结构,使得酶解过程中纤维素酶与底物接触面积增大,酶解葡萄糖收率升高;但当预处理温度过高时,纤维素在预处理过程中即开始大量降解生成葡萄糖,造成纤维素的损失,因此酶解过程中效率降低。对于酶解葡萄糖收率来说,反应温度200℃是适宜的。
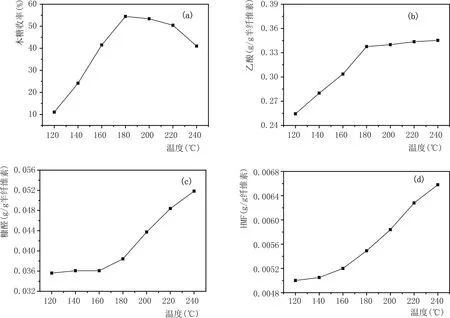
图3 预处理液中木糖收率及主要降解产物生成量随温度变化曲线
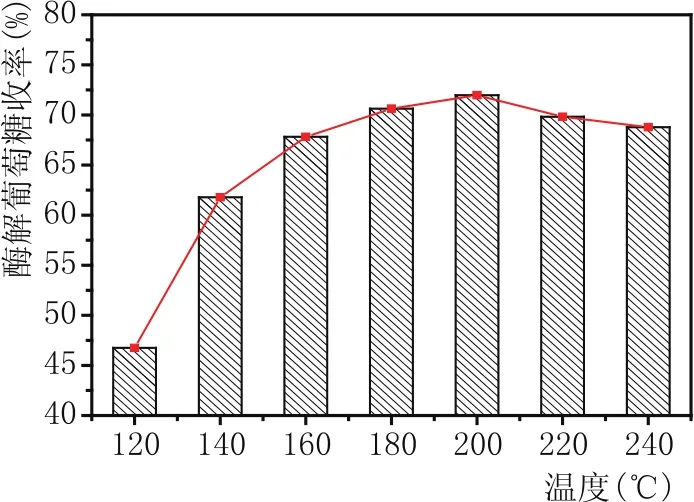
图4 酶解葡萄糖收率随温度变化曲线
2.2.3 时间的影响
处理液中木糖收率及主要降解产物乙酸、糠醛、HMF的生成量随反应时间变化的规律见图5。由图5(a)可以看出,木糖收率随着反应时间的延长而呈现出先上升后下降的趋势。当反应时间从15 min延长到45 min时,木糖的生成速率大于其降解速率,因此木糖收率上升显著;当反应时间从45min延长到120 min时,木糖的生成速率小于其降解速率,因此木糖收率下降,且可以看出木糖收率降低速率越来越快,这与Kobayashi等[21]的研究结果一致。为了回收预处理液中的木糖,反应时间45 min是适宜的。
预处理液中乙酸、糠醛和HMF随固液比变化的生成规律分别如图5(b)、(c)、(d)所示。由图5(b)可以看出,反应处理开始的前45 min,乙酸的生成速率较大,45 min后,乙酸的生成速率降低,反应液中乙酸的生成量增加很缓慢,其原因为半纤维素是由易降解和难降解两部分构成[22]。由图5(c)、(d)可以看出,糠醛和HMF的生成量随反应时间的延长均呈现出升高的趋势。在反应时间为15~45 min时,随着反应时间的延长,糠醛生成速率缓慢升高,而在45 min后,糠醛生成速率升高明显,糠醛由木糖降解产生,这和图5(a)中木糖收率先增加后降低的趋势是相一致的。
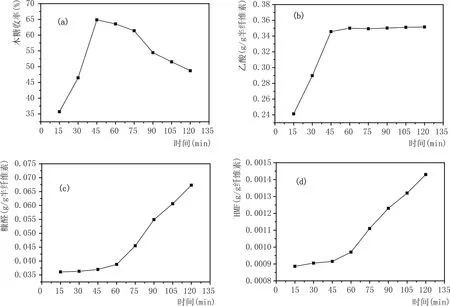
图5 预处理液中木糖收率及主要降解产物生成量随时间变化曲线
经亚临界水预处理后的木薯糟原料酶解葡萄糖收率随时间变化的规律见图6。由图6可以看出,当反应时间达到60 min后,木薯糟的酶解葡萄糖收率开始下降,其原因为苛刻的预处理条件会使纤维素在预处理过程中即降解生成葡萄糖,造成纤维素的损失。对于木薯糟的酶解葡萄糖收率来说,反应时间60 min是适宜的。
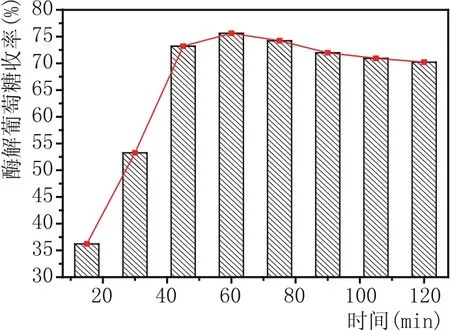
图6 酶解葡萄糖收率随时间变化曲线
在上述的亚临界水预处理实验研究中,考察了预处理液中木糖收率以及乙酸、糠醛、HMF的生成规律及木薯糟酶解葡萄糖收率随固液比、反应温度和反应压力的变化规律,发现预处理液中抑制物生成规律与主要单糖生成规律一致。分别以预处理液中的木糖收率和酶解液中葡萄糖收率为指标,对固液比、反应温度和反应压力做了单因素影响规律的研究,初步确定木薯糟亚临界水预处理工艺的适宜条件范围为:固液比0.100~0.125,温度180~200 ℃,时间45~60 min。
2.3 预处理工艺条件优化
2.3.1 多因素实验设计
基于上述单因素考察所得的最优范围,对影响预处理液中木糖和酶解液中葡萄糖拟发酵酒精生成量的关键因素,利用Box-Behnken设计进行最佳水平的研究和探索,由统计软件Design Expert 8.0.6(Stat-Ease Inc.,Minneapolis,USA)完成实验设计、数据的分析以及二次模型的建立。以经亚临界水预处理获得的木糖和经酶解获得的葡萄糖的拟发酵酒精生成量为响应目标Y,总共设计17组实验,实验设计响应面分析因素与水平编码表列于表2,Box-Behnken设计试验方案及结果列于表3中。
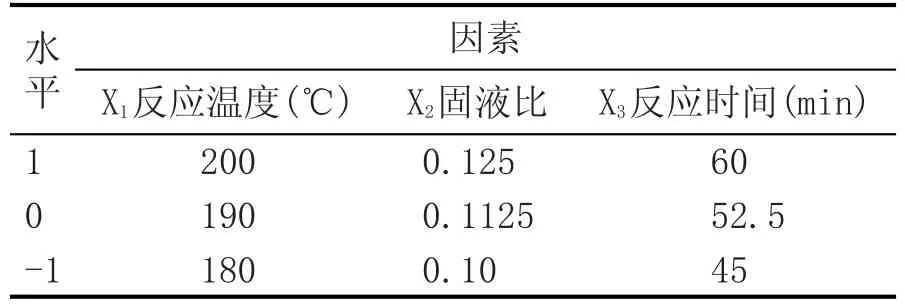
表2 响应面分析因素与水平编码表
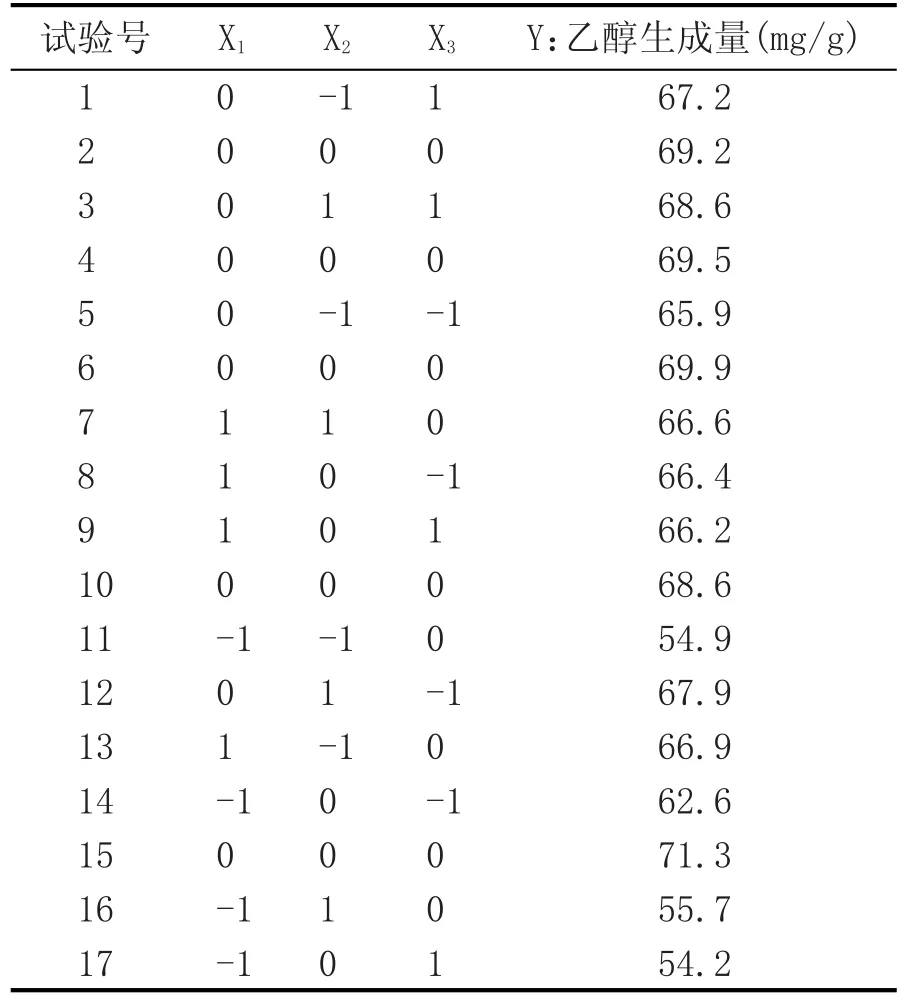
表3 多因素实验设计方案与结果
2.3.2 多因素实验结果分析
以乙醇生成量Y为响应目标值,采用Design Expert 8.0.6软件进行回归分析,拟合得到模型的最适函数为式(4),对回归方程进行方差分析见表4。由表4可知,模型拟合相关系数为94.51%,拟合程度良好。该模型的P值为0.0012,表明该模型只有0.12%的可能性会发生由于噪音引起的F值偏大的状况,针对本实验的响应目标值Y所选用的模型具有很好的显著性。
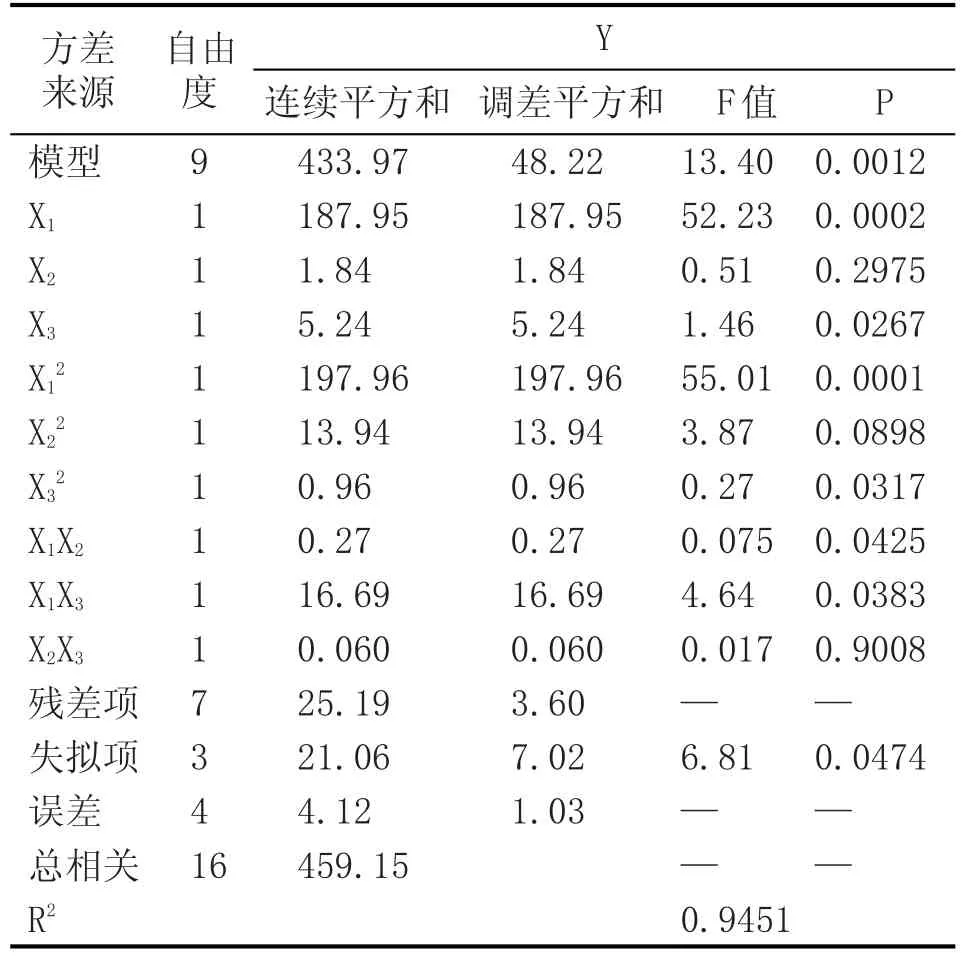
表4 回归方程各项的方差分析

2.3.3 最优结果预测与验证
采用Design Expert 8.0.6软件的Response Optimizer对实验模型进行典型性分析,得到了模型的最优解,即以木薯糟为原料,利用水解生成的木糖和葡萄糖共发酵生产乙醇的最佳反应条件:反应温度为193℃,固液比0.114,反应时间为51 min,拟发酵的乙醇最大生成量为70.6 mg/g。
通过重复实验以验证模型公式的合适性和有效性,在模型预测的最优工艺条件下,获得反应处理液中木糖收率和酶解液中葡萄糖得率的平均值分别为56.9%和72.6%,乙酸、糠醛和HMF的生成量分别为0.335 g/g半纤维素、0.0433 g/g半纤维素和0.0055 g/g纤维素。利用木糖和葡萄糖共发酵生产乙醇产量的平均值为69.5 mg/g,预测值与实验值接近,误差小于2%,优化模型可靠,证明了本方法对木薯糟亚临界水预处理工艺优化是可行的。
3 结论
采用亚临界水预处理技术对木薯糟原料进行预处理可充分利用木薯糟中的纤维素及半纤维素,从而将木薯糟转化为高附加值的产品。在上述单因子实验探究中,确定的适宜条件为:180~200℃,45~60 min,固液比0.100~0.125。在此基础上,以木薯糟原料中C5和C6拟共发酵生成乙醇量为优化目标,进行多因素实验优化。通过对优化结果的分析,确定了以木薯糟为原料亚临界水预处理的最佳反应条件:反应温度为193℃,固液比0.114,反应时间为51 min,拟发酵乙醇生成量为70.6 mg/g,在上述实验条件下得出的实验值为69.5 mg/g。
[1]王琦.中国酒业协会第五届理事会第五次(扩大)会议纪要[R]2017.
[2]ZHANG C,HAN W,JING X,et al.Life cycle economic analysis of fuel ethanol derived from cassava in southwest China[J].Renewable&sustainable energy reviews,2003,7(4):353-366.
[3]WANG Z W,ZHU M Q,LI M F,et al.Comprehensive evaluation of the liquid fraction during the hydrothermal treatment of rapeseed straw[J].Biotechnology for biofuels,2016,9(1):142.
[4]DEHGHANI M,KARIMI K,SADEGHI M.Pretreatment of rice straw for the improvement of biogas production[J].Energy&fuels,2015,29(6):3770-3775.
[5]孙君社,苏东海,刘莉.秸秆生产乙醇预处理关键技术[J].化学进展,2007,19(Z2):1122-1128.
[6]ZHAO X,LIU D.Fractionating pretreatment of sugarcane bagasse by aqueous formic acid with direct recycle of spent liquor to increase cellulose digestibilitythe Formiline process[J].Bioresource technology,2012,117(4):25-32.
[7]YOO C G,CHIWOO L,KIM T H.Two-stage fractionation of corn stover using aqueous ammonia and hot water[J].Applied biochemistry and biotechnology,2011,164(6):729-740.
[8]BALI G,MENG X,DENEFF J I,et al.The effect of alkaline pretreatment methods on cellulose structure and accessibility.[J].Chemsuschem,2015,8(2):275-279.
[9]LÜ H,SHI X,LI Y,et al.Multi-objective regulation in autohydrolysis process of corn stover by liquid hot water pretreatment[J].Chinese journal of chemical engineering,2017,25(4):499-506.
[10]LU H,LIU S,ZHANG M,et al.Investigation of the strengthening process for liquid hot water pretreatments[J].Energy&fuels,2016,30(2):1103-1108.
[11]ITOH H,WADA M,HONDAY,et al.Bioorganosolve pretreatments for simultaneous saccharification and fermentation of beech wood by ethanolysis and white rot fungi[J].Journal of biotechnology,2003,103(3):273-280.
[12]LIN R,CHENG J,DING L,et al.Subcritical water hydrolysis of rice straw for reducing sugar production with focus on degradation by-products and kinetic analysis[J].Bioresource technology,2015,186(9):8-14.
[13]张宇,许敬亮,王琼,等.纤维素酶水解棕榈壳制取乙醇研究[J].农业工程学报,2008,24(10):186-189.
[14]庄新姝,袁振宏,许敬亮,等.高温液态水法水解木聚糖的实验研究[J].现代化工,2008,28(5):39-41.
[15]中华人民共和国卫生部.食品中水分的测定:GB/T 5009.3—2003[S].北京:中国标准出版社,2004.
[16]张红漫,郑荣平,陈敬文,等.NREL法测定木质纤维素原料组分的含量[J].分析试验室,2010,29(11):21-24.
[17]SLUITER A,HAMES B,RUIZ R,et al.Determination of structural carbonhydrates and lignin in biomass[R].National Renewable Energy Laboratory,2008.
[18]中华人民共和国卫生部.食品安全国家标准食品中灰分的测定:GB/T 5009.4—2010[S].北京:中国标准出版社,2010.
[19]MAACHE-REZZOUG Z,PIERRE G,NOUVIAIRE A,et al.Optimizing thermomechanical pretreatment conditions to enhance enzymatic hydrolysis of wheat straw by response surface methodology[J].Biomass&bioenergy,2011,35(7):3129-3138.
[20]余强,庄新姝,袁振宏,等.生物质稀酸水解动力学及其反应器的研究进展[J].化工进展,2009,28(9):1657-1661.
[21]KOBAYASHI T,SAKAI Y.Hydrolysis rate of pentosan of hardwood in dilute sulfuric acid[J].Bioscience biotechnology&biochemistry,1956,20(1):1-7.
[22]ZHUANG X,YUAN Z,MA L,et al.Kinetic study of hydrolysis of xylan and agricultural wastes with hot liquid water[J].Biotechnology advances,2009,27(5):578-582.
截至9月19日茅台酱香酒销量增长153%
本刊讯:据《中国酒业新闻》报道,贵州茅台酱香酒公司提前100天完成全年43亿元销售任务。2017年9月21日获悉,截至9月19日,茅台酱香酒公司实现销售收入43.06亿元,同比增长226%;完成销量2.035万吨,同比增长153%,任务完成率78%。其中,茅台王子酒完成销售7375吨,实现销售额15.56亿元。茅台酱香酒公司董事长李明灿曾指出,2018年酱香系列酒在销售原则上不再增加计划量,而是按照2017年市场容量进行投放,不增量不增商。事实上,今年5月,茅台酱香酒公司已经停止了经销商招募,但仍有上百家新的经销商等待签约排队。(江源荐,骆佳龙编辑)
来源:中国酒业新闻 2017-09-22
Pretreatment of Cassava Lees by Subcritical Water to Produce Alcohol
LIU Baoju1,LIU Shuangyan2,HOU Wengui1,REN Hongdong1and LIAN Feng2
(1.Tianda Tianjiu Technology Co.Ltd.,Tianjin 300072;2.Petrochemical Technology Development Center,Tianjin University,Tianjin 300072,China)
A large amount of cassava lees was produced in the production of ethanol by cassava.The pretreatment of cassava lees by subcritical water technology could achieve effective utilization of cellulose and hemicellulose in cassava lees.On the basis of single factor test,Box-Behnken multi-factor experiment was performed with alcohol yield(Y)produced by xylose and glucose as the goal,and the optimum pretreatment conditions of cassava lees by subcritical water were determined as follows:reaction temperature was at 193℃,the ratio of solid and liquid was 0.114,and reaction time was 51 min.Under the above conditions,the predicted alcohol yield reached up to 70.6 mg/g and the actual alcohol yield was 69.5 mg/g(the error was less than 2%between the predicted value and experimental value),which proved that the optimization model was reliable.
alcohol;cassava lees;subcritical water;xylose;glucose;optimization
TS262.2;TS261.4
A
1001-9286(2017)10-0071-08
10.13746/j.njkj.2017161
2017-06-06
刘宝菊(1966-),女,高级工程师,主要从事化工过程新工艺的研发。
刘双彦(1990-),女,硕士生,主要从事化工过程新工艺的研发,E-mail:tju1510@163.com。
优先数字出版时间:2017-07-21;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20170721.1043.004.html。
猜你喜欢
阅读(中年级)(2022年9期)2022-10-08
精细石油化工(2022年5期)2022-09-21
红蜻蜓·低年级(2022年5期)2022-05-11
上海航天(2022年2期)2022-04-28
红蜻蜓·低年级(2022年2期)2022-03-19
红蜻蜓·低年级(2021年12期)2021-12-19
石油沥青(2021年6期)2021-02-10
石油矿场机械(2020年4期)2020-08-01
宇航总体技术(2019年5期)2019-10-11
太原理工大学学报(2019年4期)2019-08-05
