中密度纤维板表面喷涂工艺性研究
2017-10-10 02:39:08童宏拓王豪清刘昌杰
浙江农林大学学报 2017年5期
冯 琛,童宏拓,王豪清,刘昌杰,钱 俊,2
(1.浙江农林大学 工程学院,浙江 临安 311300;2.浙江农林大学 国家木质资源综合利用工程技术研究中心,浙江 临安311300)
中密度纤维板表面喷涂工艺性研究
冯 琛1,童宏拓1,王豪清1,刘昌杰1,钱 俊1,2
(1.浙江农林大学 工程学院,浙江 临安 311300;2.浙江农林大学 国家木质资源综合利用工程技术研究中心,浙江 临安311300)
为探究喷涂过程中喷头的状态和运行参数对涂层厚度性能的影响,自制了自动喷漆试验装置(喷漆枪型号:WA-101-082P),采用聚氨酯(PU)木器漆,通过调节喷头与工件之间的喷涂距离、喷头喷射方向与工件表面的角度及喷头相对工件的运行速度(3因素3水平正交试验)对36块尺寸大小为800 mm×200 mm×15 mm中密度纤维板(MDF)试件表面进行试验喷涂工艺处理,对漆膜厚度、漆膜表面粗糙度和性能进行了分析。得出以下结论:当空气压力为0.28 MPa时,在喷涂距离为250 mm,喷头角度为30°,运行速度为55 mm·s-1条件下,可得到漆膜厚度较薄、均匀性较好且具备较好性能的涂层。图6表5参8
木材科学与技术;喷涂距离;喷头角度;运行速度;漆膜厚度
Abstract:To determine the state of spray nozzle and operational parameters for optimization of coating thickness,a homemade automatic spray paint test device (type of spray gun:WA-101-082P) was used,using polyurethane (PU)wood coatings,with the spraying distance between nozzle and workpiece altered.Also,the nozzle jet direction and angle to the surface of the workpiece were varied along with nozzle operation relative to workpiece speed (Orthogonal experiment L9(34))to 36 block size is 800 mm × 200 mm × 15 mm medium density fiberboard (MDF) test specimen surface spraying process.Then,the surface coating film was measured for film thickness,film surface roughness and performance comparison and a comparative analysis was conducted.Results showed that when the air pressure was 0.28 MPa,the spraying distance was 250 mm,the nozzle angle was 30°,and the running speed was 55 mm·s-1were optimal conditions for obtaining a thin film thickness and favorable uniformity.With these performance characteristics the coating would perform well.[Ch,6 fig.5 tab.8 ref.]
Key words:wood science and technology;spraying distance;nozzle angle;running speed;film thickness
中密度纤维板(MDF)具有结构均匀、密度适中、表面平整光滑、变形量小、尺寸稳定性好和机械加工性良好等优点,加工技术的提升使得中密度纤维板应用范围不断扩大。与贴面人造板的制作工艺相比,涂饰加工工艺更简单方便、容易进行,各种油质、胶质的漆类均可涂饰在中密度密度板上,对中密度密度板形成保护,延长使用寿命,也使中密度板更加美观。因此,对中密度纤维板的喷涂工艺进行研究有巨大的经济价值和环境保护意义[1-2]。现有的喷漆技术主要有人工喷涂、机器人喷涂和机械设备自动喷涂等3种方式[3-4]。对中密度纤维板的静电粉末喷涂研究较多,但因其表面需特殊预处理、预加热等[5],与机械喷涂无可比性。自动喷漆在木制品用得很少,主要应用在汽车等产品规格一致的大批量生产上。喷涂效果对产品的外观和性能起决定性作用,漆膜厚度、均匀性和漆膜性能是衡量喷漆效果的重要指标,若漆膜过厚,将造成涂料浪费、增加成本、易结块脱落、形成的漆膜附着力不足;若漆膜过薄,则不足以遮盖产品的表面,无法形成良好的产品外观[6];良好的漆膜均匀性可以降低漆膜应力,提高表面质量。漆膜厚度及其性能主要取决于喷漆过程中喷头与工件的距离、喷头喷射方向与工件的夹角以及喷头运行的速度等因素。因此,本研究在设定常用因素的情况下,研究上述3个因素对中密度纤维板表面自动一次喷涂后漆膜厚度及其性能的影响,以获得涂层的漆膜质量较好、成本较低时油漆喷头所需的喷涂状态和运行参数。
1 试验材料与设备
1.1 试验材料
1.1.1 中密度纤维板(MDF) 取自浙江丽人木业集团有限公司,幅面为2 440 mm×1 220 mm×15 mm的板材若干张,锯割成尺寸为800 mm×200 mm×15 mm的喷涂试件36块。板材含水率为12.8%,密度为 780 kg·m-3,制造原料为杂木。
1.1.2 聚氨酯(PU)木器漆与聚氨酯木器漆稀释剂 木器漆包括木器底漆(无色)与面漆(白色),固含量均在90%以上,均取自广东华润涂料有限公司。
1.2 试验设备
自制的自动喷涂设备:包括喷头运行装置、供漆系统与送料系统;MJ6132B型马氏锯机:晋江市神功机械制造有限公司生产;AB204型电子天平:梅特勒-托利多(METTLER TOLEDO)公司生产,精确度千分之一;101-5A生产型电热恒温鼓风干燥箱:上海爱斯佩克环境设备公司生产;QDX型漆膜多用检测仪:天津市精科材料试验机厂生产;JB-5C表面粗糙度测定仪:上海泰明光学仪器有限公司生产;光泽度仪:广州市东儒电子科技有限公司生产。
2 试验方法与内容
2.1 试验方法
目前,对喷涂参数的选择多数为工人凭借实际工作经验获得,参考这些经验参数并经过多次预实验,确定试件的横向进给量为每次10 cm,涂料雾化的空气压力设定为0.28 MPa。本次实验选择对喷涂效果和漆膜性能影响较大的3个因素作为实验变量因子:①喷头与MDF喷涂面的距离(喷涂距离);②喷头喷射方向与MDF表面的夹角(喷头角度);③喷头运行的速度(运行速度)。各取3个水平根据L9(34)进行正交实验(表1),每组进行4次(总计36次)重复试验。主要研究喷涂距离、喷头角度和运行速度对喷涂后漆膜厚度的影响。

表1 正交实验方案Table 1 Orthogonal experiment plan
2.2 试验流程
参考主流工艺[7],确定实验流程为:板材砂光→喷底漆→干燥→砂光→二次喷底漆→干燥→砂光→喷面漆→漆膜干燥→测试,其中砂光采用240目砂纸人工砂光,砂光后板材的粗糙度约18 μm。本试验研究的重点流程是 “喷面漆→漆膜干燥(干燥于电热恒温鼓风干燥箱模拟大气环境)→测试”。漆膜最后干燥时间为5 d,即漆膜在大气环境中放置5 d,使得漆膜的性能稳定以便于测量的准确性[8]。
图1 砂光后的试件Figure 1 The specimen after sanding
图2 试件与试验Figure 2 Specimen and test
2.3 漆膜的性能测试
根据漆膜性能的相关情况,参考GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》对漆膜的漆膜厚度进行了测试。4次重复实验,取其平均值。取样点6个·试件-1(图3),以试件喷涂面几何中心为中心两两成中心对称分布(同一水平上3个点,相邻2个点间隔200 mm;竖直方向上2个点,间隔60 mm),测试试件大小为98 mm×80 mm×15 mm。
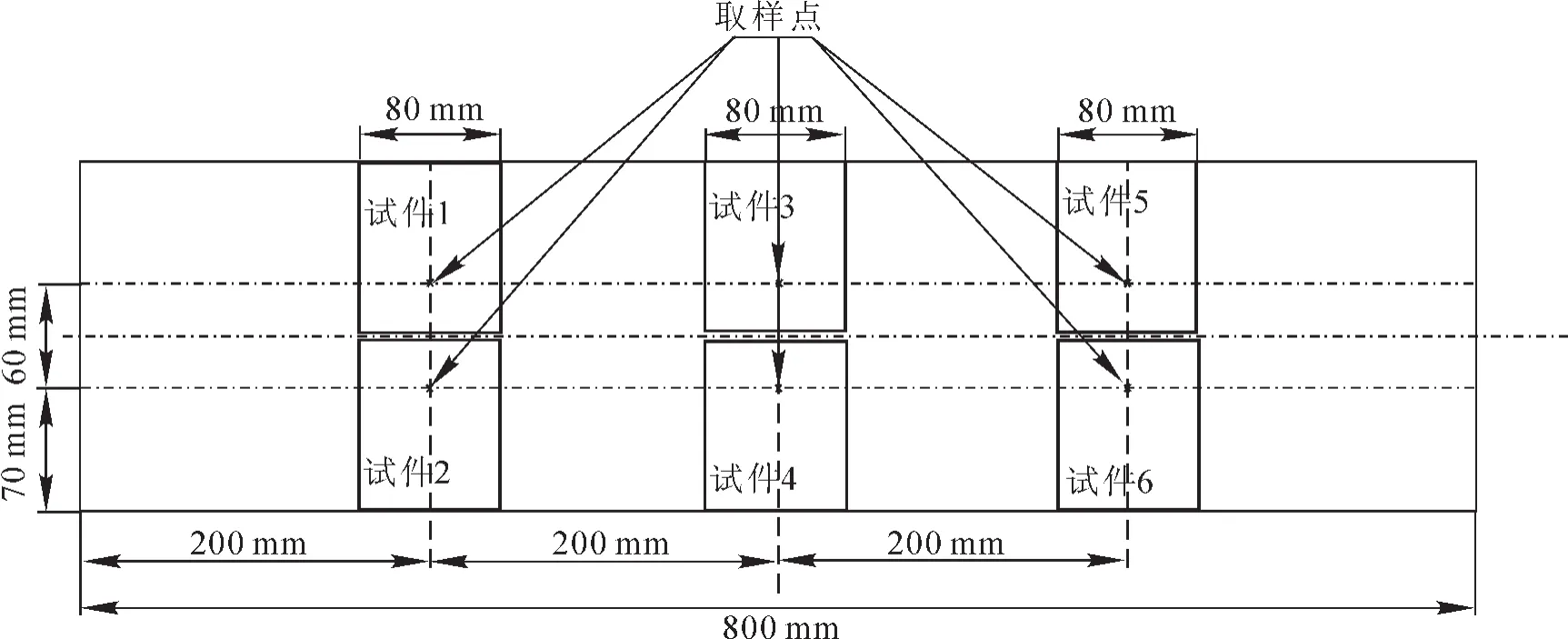
图3 取值点分布示意图Figure 3 Distribution chart of the value
3 结果与分析
3.1 实验结果
表2为不同喷涂距离、喷头角度和运行速度下喷涂后试件表面的漆膜厚度。
3.2 方差分析
3.2.1 漆膜厚度的方差分析 如表3所示:运行速度对喷涂后板材表面漆膜的漆膜厚度的F=18.441大于F0.01=18.00,喷涂距离和喷头角度对喷涂后板材表面漆膜的漆膜厚度的F值分别为F=1.141和F=1.438,小于F0.1=3.1。由此可见,运行速度对喷涂后板材表面的漆膜厚度影响极显著,在本研究范围内喷涂距离和喷头角度对喷涂板材表面的漆膜厚度影响不显著。
3.2.2 漆膜表面粗糙度的方差分析 经方差分析表明(表4):喷涂角度对喷涂后板材表面漆膜的表面粗糙度的F=14.425,大于F0.05=6.9,小于F0.01=18.00;喷头距离对喷涂后板材表面漆膜的表面粗糙度的F=188.160,介于F0.01和F0.05之间;运行速度对喷涂后板材表面漆膜的表面粗糙度的F=1.53,小于F0.01。由此可见,喷涂距离对喷涂后板材表面漆膜的表面粗糙度影响极显著,喷涂角度对喷涂后板材表面漆膜的表面粗糙度影响显著,运行速度对喷涂后板材表面漆膜的表面粗糙度影响不显著。
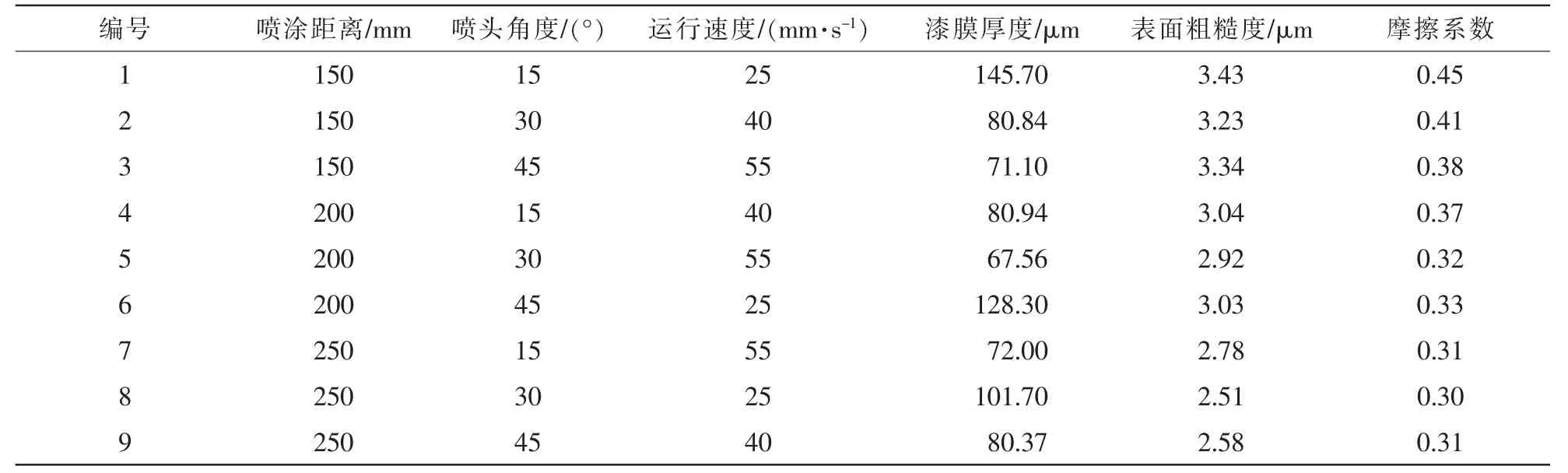
表2 正交实验结果Table 2 Results of orthogonal experiment with the selected parameters
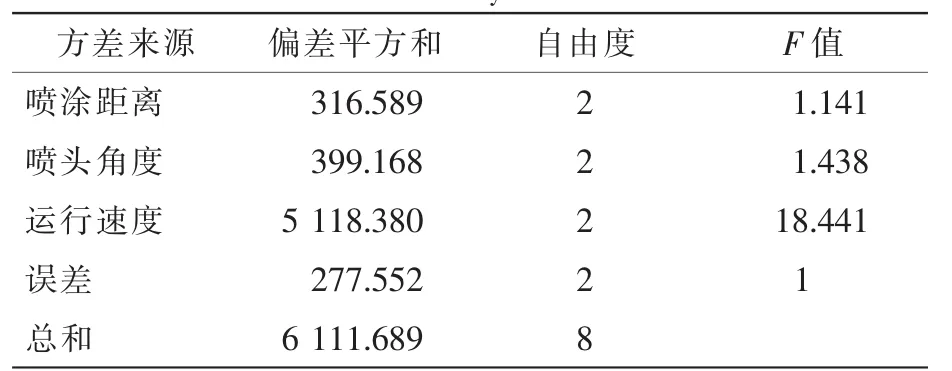
表3 漆膜厚度方差分析Table 3 Variance analysis of film thickness

表4 漆膜表面粗糙度方差分析Table 4 Variance analysis of surface roughness of paint film
3.3 各因素对漆膜厚度的影响及较优参数的确定
3.3.1 喷涂距离对漆膜厚度的影响 漆膜厚度随着喷涂距离的增大开始呈较为明显的下降趋势,变化近似线型曲线,如图4所示。当喷涂距离为150 mm时,距离过近,油漆微粒雾化不完全,喷涂到MDF表面时,颗粒较大的油漆渗透至板内的量较少,干燥后形成的漆膜较厚;而当喷涂的距离为250 mm时,距离适当远,涂料微粒雾化后比表面积较大,一方面可能渗透至板内的量较多,另一方面细微的漆雾易飞散于空气中,许多未附着于试件表面,故形成的漆膜会较薄。而本实验是以漆膜的厚度为主要约束因素,漆膜厚度随着喷涂距离的的增大开始呈较为明显的下降趋势,因此,采用喷头距离为250 mm较为合理。
3.3.2 喷头角度对漆膜厚度的影响 漆膜厚度随着喷头角度的增大呈先减少后增加的变化趋势,如图5所示。当喷头角度为30°时,漆膜的厚度最薄。一方面,喷头角度增大时,实际油漆颗粒喷涂到板面的路线越长,而较近的喷涂距离将会产生较厚的漆膜厚度;另一方面,喷头与试件的角度增大时,其喷涂的面呈现椭圆形,逸散的程度随着喷头角度的增大而增加,这可能是由于喷头角度较小是油漆颗粒对板面冲击后产生反弹,影响了漆膜厚度的均匀性。本实验是以漆膜厚度为主要约束因素,为了得到较薄的漆膜厚度,宜采用的喷头角度为30°。
3.3.3 运行速度对漆膜厚度的影响 不同喷头运行速度形成漆膜厚度从大到小依次为25,40,55 mm·s-1(图6)。当喷头运行速度为25 mm·s-1时,漆膜的厚度最大,这是因为喷头移动速度越小,单位时间内喷涂到板面单位面积上油漆颗粒就越多。理论上它们之间应是线型关系,但图6中显示并非如此,这是因为有一部分油漆渗透到试件的内部,且渗透的量是一样的,当总量减少时,剩余量就不是线形关系了。当喷头移动速度达到55 mm·s-1时,表面形成的漆膜更薄了。为了得到较薄的漆膜,宜采用的运行速度为 55 mm·s-1。
3.4 漆膜性能分析
油漆附着力是指油漆膜与被涂物表面之间或涂层之间相互结合的能力,是一项重要的技术指标,是漆膜具备一系列性能的前提。附着力好的漆膜经久耐用,附着力差的漆膜容易开裂、脱落,无法使用。附着力、光泽度、铅笔划痕硬度和耐磨性度的检测见表5。在喷涂距离为250 mm和喷头角度为30°的情况下,漆膜的附着力等级为2,说明在该条件下油漆与中密度纤维板表面的结合较好。光泽度、漆膜表面的平整和粗糙程度大体一致,漆膜的外观质量良好。本实验的漆膜各性能指标符合国家标准GB/T 1031-2009《产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》和GB/T 4893.8-2013《家具表面漆膜性能理化性能试验》对漆膜表面涂饰的要求。
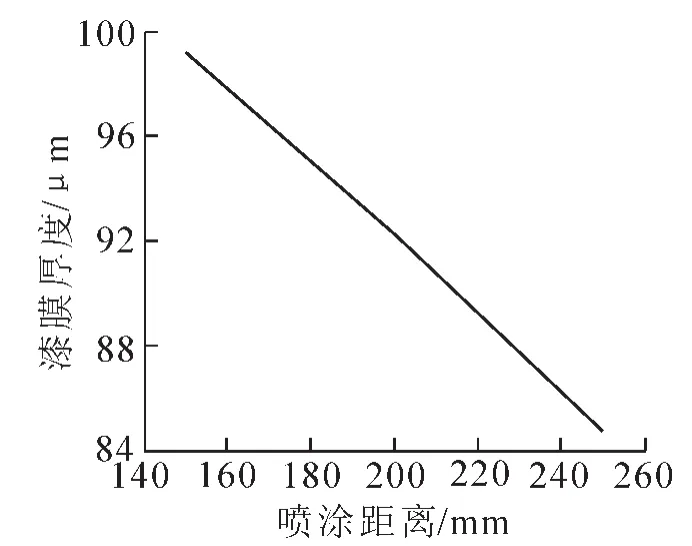
图4 漆膜厚度随喷涂距离变化情况Figure 4 The variation of film thickness with spray distance
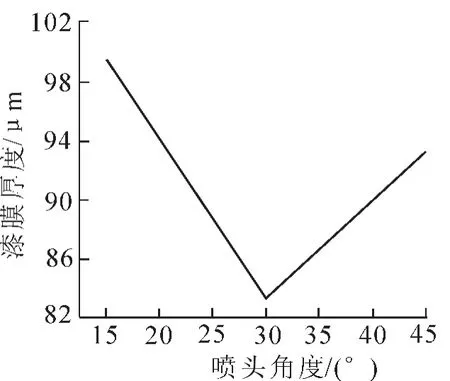
图5 漆膜厚度随喷头角度变化情况Figure 5 The variation of film thickness with Spray angle
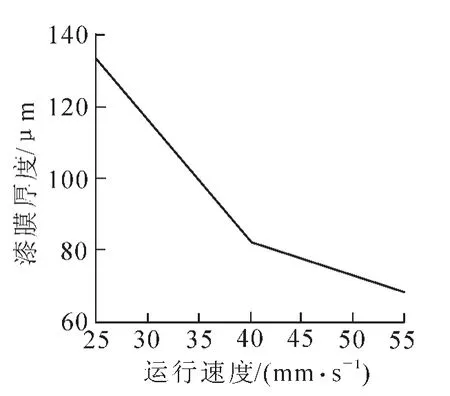
图6 漆膜厚度随运行速度变化情况Figure 6 The variation of film thickness with the running speed
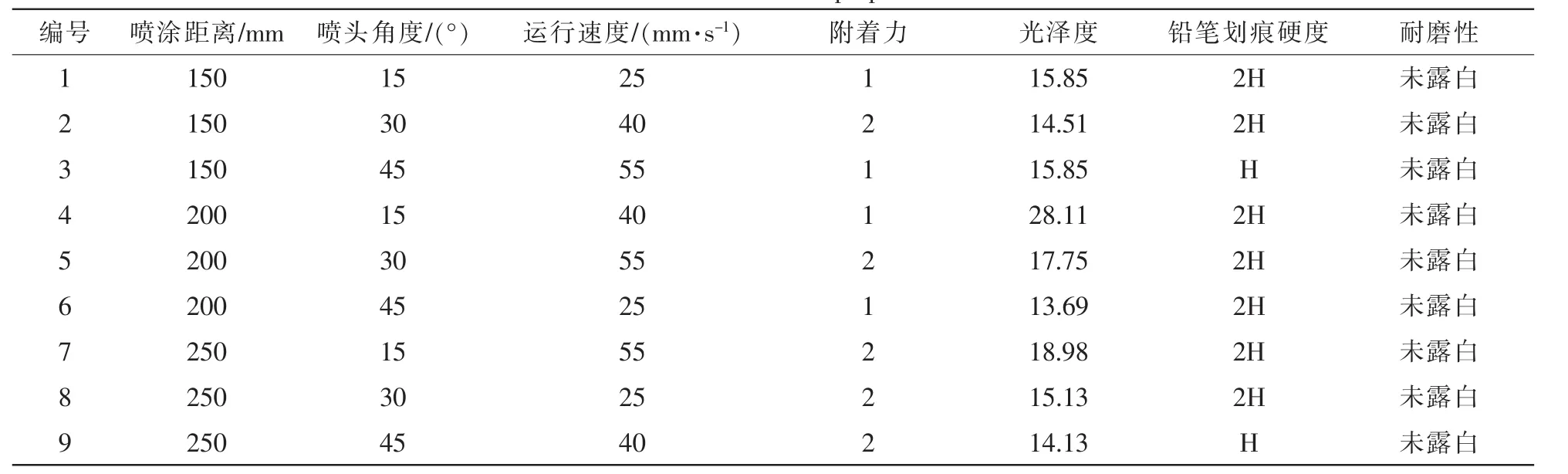
表5 其余漆膜性能Table 5 Other film properties
4 小结
用自制的自动喷涂设备(自动喷漆枪型号为WA-101-082P),采用聚氨酯(PU)木器漆,雾化空压为0.28 MPa,横向进给为10 cm·次-1,通过对中密度纤维板的喷涂后漆膜性能的研究,得到以下结论:运行速度对喷涂后板材表面漆膜厚度影响极显著,在本实验范围内喷涂距离和喷头角度对喷涂后板材表面漆膜厚度影响不显著;喷涂距离对喷涂后板材漆膜的表面粗糙度影响极显著,喷头角度对喷涂后板材漆膜的表面粗糙度影响显著,运行速度对喷涂后板材漆膜的表面粗糙度影响不显著。以漆膜厚度为主要约束因素,中密度纤维板自动喷涂较佳的工艺参数为喷涂距离为250 mm,喷头角度为30°,运行速度为55 mm·s-1,在以中密度纤维板为基材,利用自动喷涂设备进行喷涂实验,得到较好的漆膜。
[1] 钱俊,马灵飞,俞友明,等.热压法制备速生杉木集成材工艺[J].林业科技开发,2005,19(5):22-24.QIAN Jun,MA Lingfei,YU Youming,et al.Hot pressing preparation of glue-laminated board from fast-growing Chinese fir[J].China For Sci Technol,2005,19(5):22 - 24.
[2] 刘力辉,于井华.关于中密度纤维板的生产工艺探讨[J].科技与生活,2010(6):118.LIU Lihui,YU Jinghua.About the production technology of medium density fiberboard (MDF) [J].Technol Life,2010(6):118.
[3] 张志刚, 石炜.空气喷涂技术的革新与应用[J].家具,2006,149(1):55-58.ZHANG Zhigang,SHI Wei.The innovation and application of aerial spraying technique [J].Furniture,2006,149(1):55-58.
[4] 梁柏莹,李伟光,张占宽.木门门扇四工位自动喷涂机的开发[J].木材工业,2015,29(1):42-45.LIANG Boying,LI Weiguang,ZHANG Zhankuan.Development of an automatic spraying machine with four workstations for wooden door leaf manufacturing [J].China Wood Ind,2015, 29(1): 42 - 45.
[5] 闫承琳,张伟,王晓军.中密度纤维板静电粉末喷涂工艺研究和应用的进展[J].木材加工机械,2008,19(2): 39-42.YAN Chenglin,ZHANG Wei,WANG Xiaojun.Research and application of process on powder coating of MDF [J].J Wood Process Mach,2008,19(2):39 - 42.
[6] 卢淑芳.涂层厚度的探讨[J].现代涂料与涂装, 2013, 7(16): 26 - 28.LU Shufang.Discussion on coating film thickness [J].Mod Paint Finish,2013,7(16): 26 - 28.
[7] 张广仁.现代木家具涂饰工艺[J].家具, 1998, 142(11):42 - 46.ZHANG Guangren.Modern wood furniture painting process [J].Furniture,1998,142(11):42 - 46.
[8] 邓少卿,孙恩毅.浅谈漆膜厚度的测试方法[J].涂料技术与文摘,2004,25(3):28-30.DENG Shaoqing,SUN Enyi.Study on testing method of film thickness [J].Coat Technol Abstr,2004,25(3):28 - 30.
Surface coating technology for medium density fiberboard
FENG Chen1,TONG Hongtuo1,WANG Haoqing1,LIU Changjie1,QIAN Jun1,2
(1.College of Engineering,Zhejiang A&F University,Lin’an 311300,Zhejiang,China;2.National Engineering and Technology Research Center of Wood-based Resources Comprehensive Utilization,Zhejiang A&F University,Lin’an 311300,Zhejiang,China)
TS653.6;S781.5
A
2095-0756(2017)05-0915-06
2016-10-24;
2016-11-20
浙江省省院合作重大林业科技项目(2014SY02);浙江省工程技术研究中心建设项目(2013E1032)
冯琛,从事木材喷涂加工研究。E-mail:173219815@qq.com。通信作者:钱俊,教授,从事木材科学与技术研究。E-mail:965038593@qq.com
猜你喜欢
汽车维护与修理(2021年2期)2021-02-03 10:46:16
山东化工(2020年20期)2020-11-25 12:19:42
润滑油(2020年1期)2020-03-09 01:49:26
汽车实用技术(2019年16期)2019-09-11 03:02:24
国际木业(2018年3期)2018-09-10 18:44:50
国际木业(2018年3期)2018-09-10 09:45:30
上海公路(2017年3期)2017-03-01 07:03:27
西部论丛(2017年10期)2017-02-23 06:31:36
国际木业(2016年12期)2016-12-21 03:13:16
广西林业科学(2016年1期)2016-03-20 05:33:15