
大型圆筒件加工用工具结构设计
2017-09-28 07:09尚书鹏孙建龙
科学家 2016年11期
尚书鹏+孙建龙
摘要本文提供了一种用于定子夹套加工及装配用工装结构、工具包括芯轴、端部胀紧装置及限位底座3个部分,工具操作简单,可大幅降低工人操作时间。工具具有较高的定位精度,适用于大型两端开放的圆筒件,同时还可用于圆筒件的后续装配及焊接等工序,可在一定程度上防止圆筒件变形,可以说是同时提高了圆筒件加工的质量和效率。
关键词定子夹套;加工及装配;胀紧装置;高定位精度;防变形
随着核电技术的发展,对于电机的性能要求也越来越高,要保证电机正常运行就需要有高效的冷却系统,通过在电机壳法兰外圆表面安装冷却水夹套的方式,可以很好地解决电机壳法兰的散热问题。
现有技术中,如上述大型电机冷却水夹套等大型圆筒形工件的加工及装配时,多采用车胎加压板的方式进行加工,车胎尺寸与夹套内径尺寸配合加工。但由于夹套内径很难有较高的圆度,导致车胎与夹套之间接触不充分,只能根据夹套的最小内径尺寸配车车胎,导致夹套在焊接时容易产生变形,工件外圆跳动无法达到设计要求,并且夹套上的水道及两端端环焊接量大,变形不可避免。针对以上现有技术中存在的问题,提出一种新型的用于定子夹套加工及装配用工装结构,可有效解决上述提出的问题。
1工具结构及工作原理说明
1.1工具结构
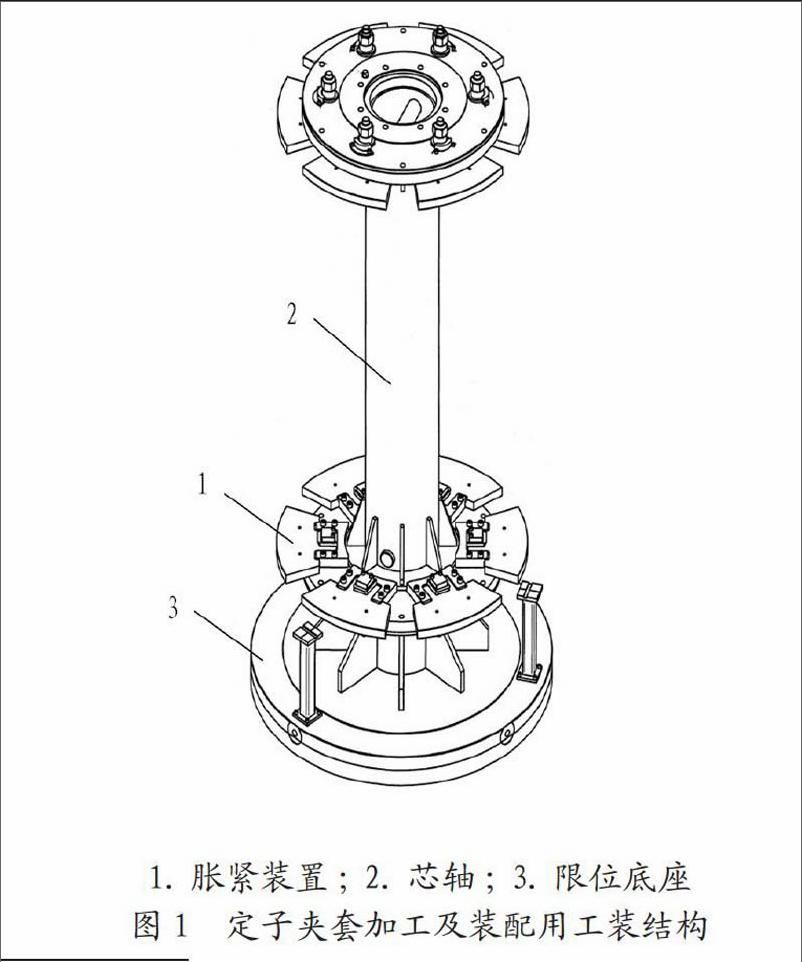
如图1所示,此工具主要结构包括胀紧装置1、芯轴2及限位底座3组成,芯轴与限位底座通过定位销钉和螺栓进行固定连接。
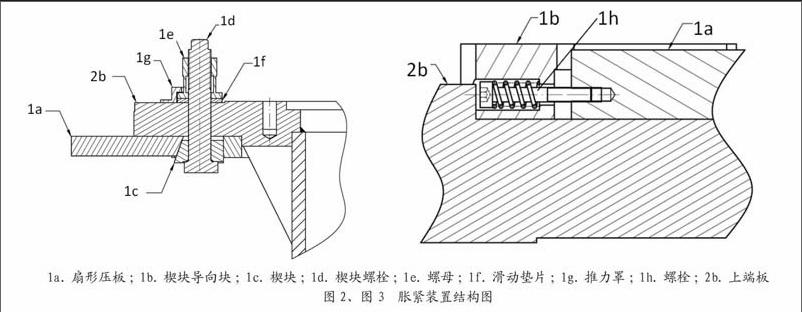
如图2、图3所示,胀紧装置包括楔块导向块1b和扇形压板1a,楔块导向块1b和扇形压板1a之间通过螺栓1h连接,螺栓上套有压簧,扇形壓板1a可沿径向做伸缩运动。扇形压板1a根据需要胀紧工件内径尺寸进行加工,在实际使用过程中,12块扇形压板可以单独调节,当夹套壁厚不均匀时,可进行单独调节。胀紧装置还包括楔块1c,楔块1c位于扇形压板1a和楔块导向块1b之间,楔块1c通过楔块螺栓1d、螺母1e与端板2b固定。端板2b呈二级阶梯形圆台状;楔块导向块1b的外侧呈弧形,与上、下端板2b的小直径凸台外圆面相贴合,并通过螺栓与上、下端板固定。楔块导向块1b的圆弧尺寸根据芯轴2的外圆尺寸配合加工。螺母1e与上、下端板之间设有滑动垫片1f,滑动垫片1f外侧设有推力罩1g。滑动垫片1f采用黄铜作为材质,对螺母1e进行较大扭矩旋紧过程中可以起到减少摩擦力的作用。扇形压板1a、楔块导向块1b和楔块1c表面进行镀铬处理,可延长使用寿命。
1.2工作原理
1)工装安装过程。安装时,首先将芯轴与底座通过螺栓进行连接。然后,在芯轴端板上沿圆周方向均匀安装6个胀紧装置。安装胀紧装置时,先将楔块导向块与扇形压板用螺栓连接,螺栓上套上压簧,螺栓不用安装过紧,扇形压板应预留一定的伸缩量,可以根据实际需要伸缩量对螺栓的旋紧深度进行调整,然后,将楔形导向块与芯轴端板用螺栓固定,再将楔块螺栓、楔块、螺母、滑动垫片依次进行连接,最后,将推力罩安装在芯轴端板上。
2)工装使用过程。在立车上测量大型圆筒形工件的外圆跳动量,本实施例中大型圆筒形工件为大型电机冷却水夹套,通过调整胀紧装置中的螺母,将夹套外圆跳动量调整到允许的范围内,从而完成夹套的胀紧固定操作,通过立车加工外圆,在轮架上进行冷却水道焊接,焊后车水道外圆,热套外夹套、焊接端环,所有工序均可在该装置上进行。
2结论
通过新工装装置配合机床可完成夹套的加工、装配及焊接操作,一套工装可完成多道工序,同时工具的定位形式可对夹套进行高强度支撑,在夹套进行焊接工序时,可有效防止焊接变形,有效提高夹套的制造精度,为屏蔽电机夹套加工提供了可靠依据。endprint
