电磁技术在管材行业的运用
2017-09-24 17:44洪伟
科学与财富 2017年23期
洪伟


摘 要:电磁技术发展起来的时间相对较早,随着该技术的改进,其在各个领域也得到了广泛的应用。目前的管材行业中,就应用了这一技术。然而,这一技术在管材行业中应用时还存在一定的技术问题,而未来这一技术在管材行业中的应用前景,就值得人们进行深入的探究,希望本文的探究能够为相关的人员提供一定的帮助和参考。
关键词:电磁技术;管材行业;运用;前景;问题
电磁技术在目前的各个行业中得到了广泛的应用。这一技术不需要搓合剂,应用方便,尤其是在管材行业中,应用这一技术可以直接利用导体中接受到的声波,来对管材质量进行检测,从而不会对管材造成损伤。下面本文就主要针对电磁技术在管材行业中的具体应用情况进行深入的探析。
1 具体应用情况
现阶段我国管材应用电磁技术来进行探伤设备动态灵敏度可以达到Ф2mm平底孔当量,可以采用的探测扫描方式也逐渐增多,如针对钢管可以采用直线前进-探头原地跟踪等的检测方式。这样的检测方式能够合理、准确地检测出管材中所出现的自然残缺部分,从而使得管材的质量合乎标准化要求。可以说,电磁技术检测的灵敏度相当于人工刻槽钢管壁厚的5%。就目前的管材行业来说,电磁技术多数都被应用在无缝钢管检测以及油套管检测中。下面就用具体实例进行分析。
一批110支无缝钢管的规格为Ф323.9mm×12.7mm-L245MB,这批钢管在进行检测的时候,采用的是电磁技术,检测具体情况可见图1。
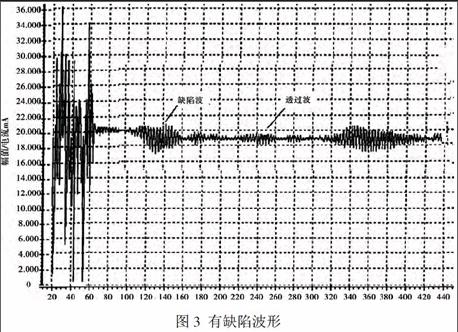
如图1所示,在对钢管进行检测的过程中,需要先将电磁超声探头放到需要测量的物件上,然后根据检测钢管的规格以及其壁厚进行样管的选择。所选择的样管的管径要控制为322.8mm,壁厚要控制为11.7mm,钢管的外壁采用的是人工刻槽,槽的深度相当于壁厚的5%,宽度控制为1mm,长度18mm。在相关数据确定后,就要进行具体的调整:第一,合理地设置频率,设置频率的时候,主要注意的两个环节就是脉冲串相位以及脉冲串。设置好频率后就需要对示波器进行观察,如果有回波出现,那么就需要在回波后,对脉冲串的个数进行合理的调整,从而就可以得到回波波形以及始波之间距离差数,这样所显示出来的缺陷波是最为准确的。反复的进行观察和实验,充分调节后就能够得到准确的无缺陷波形,详见图2。而有缺陷的波形可以详见图3。
观察图3有缺陷的波形可知,其脉冲的周期数为9,按照脉冲数就应该选择880kHZ频率,而对触发相位进行选择时,可以选择140°。比较图2和图3,可以知道,有缺陷波形中的始波一次回波过程中,出现了缺陷波,同时一次回波的出现了小额的回波幅值。然后对钢管进行转动检测的时候,能够将电磁超声探头到轴向裂纹之间的声程缩减到最短。通过对检测数据的收集可以充分地了解到电磁超声检测的结果和超声检测的结果是相同的,这就说明应用电磁技术对管材进行质量检测具有高度的准确性和可靠性。
2 电磁技术在管材行业中应用所具有的特点和存在的问题
2.1 应用特点
首先就是不用借助任何的耦合剂。电磁技术在进行能量转换的过程中,主要是在物件的白哦面的趋肤层进行的。因此,趋肤层也就可以被看做是压电晶片。因为趋肤层在物件的表面,所以能量转换就不需要借助任何的耦合剂。
其次就是能够生成各种不同类型的波形。利用电磁技术进行检测的时候,在保障一定激发条件的基础上,会出现各种不同的波形,例如会产生表面波、SH波以及LAMB波等。其所具有的这一特性能够使得换能器在不更换的前提下,实现波形的自我调节。
最后,就是应用电磁技术对于工件的表面质量要求并不高。也就是说,即时工件的表面质量并不好,电磁技术也能够对工件实施检测。这是因为电磁技术在检测的过程中不需要与工件进行直接接触,而是可以通过发射声波和回收声波进行检测。这样就不需要对工件表面进行清洁和整理,就算是工件表面比较粗糙也可以有效实现检测。
2.2 电磁技术应用存在的问题
通过长时间的实践证实在对15mm以下的管材进行电磁技术检测的时候,检测速度可以达到40mm/min,不仅检测准确率高而且检测结果可靠性高。但是就我过目前的管材行业来看,在各种设备承载能力以及各种焊接方法的影响下,我国生产的管材管壁的厚度都会超过15mm,最少也是16mm,这样的管材应用电磁技术就无法保障检测结果的准确性和可靠性。
另外,据可靠资料显示,电磁的检测速度为30m/min时,管材内外表面所有Ф6mm平底孔仍然能够100%有效检测出来,管材内表面1mm深、2mm深刻槽波高不足50%,有漏检的可能。而当速度提高到40m/min时,板材和管材大部分人工缺陷已经无反射波高。
3 未来发展方向
国内电磁技术检测由于起步较晚,与欧美等业发达国家相比还存在很大差距。在电磁无损检测领域中,需运用不同的分析方法建立精确物理模型,更深入地认识电磁技术的物理过程,提高和完善对信号的接收和处理能力,更大程度地减小噪声干扰。电磁技术与其他技术的融合运用,也是无损檢测的重要发展方向。随着我国工业的高速发展,电磁无损检测技术不受声波条件和接触界面的限制,可用于接触式电磁检测技术难以解决的一些实际问题,相信电磁技术逐渐成为无损检测领域的一种主流技术,将来广泛应用于管材行业。
结束语
通过本文的探究可以明确的了解到,我国的电磁技术还有很大的发展空间,只要合理对电磁技术进行改进,保障其应用的有效性,其未来在管材行业中的应用范围将会进一步扩大,其所能够产生的效应也将会得到进一步提高。未来我国管材行业可以有效地利用电磁技术来解决管材行业中存在的困难,从而推动管材行业和电磁技术的双重发展。
参考文献
[1]张广纯.电磁声技术的进展与应用[J].无损检测,2016,12(4):103-105.
[2]张勇,陈强,孙振国,等.用于无损检测的电磁声换能器研究进展[J].无损检测,2014.6:275-277.
[3]高松巍,李冰,刑燕好.电磁超声在钢管探伤中的应用[J].沈阳工业大学学报,2016.10:582-585.
[4]唐彦林.电磁超声在板材探伤中的应用[J].焊管,2015,28(6):44-55.
猜你喜欢
建材发展导向(2021年6期)2021-06-09
今日农业(2020年17期)2020-12-15
中国外汇(2019年11期)2019-08-27
中学课程辅导·教师教育(中)(2016年9期)2016-10-20
考试周刊(2016年76期)2016-10-09
小学教学参考(语文)(2016年9期)2016-09-30
环球时报(2016-07-15)2016-07-15
太空探索(2016年10期)2016-07-10
环球时报(2016-03-09)2016-03-09
南方周末(2015-05-07)2015-05-07