
柔性风选机关键工艺参数优化
2017-09-22 05:24:33康金岭
食品与机械 2017年7期
康金岭
韦小玲
王建生
谢柳金
唐林涛
黄文镇
(广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545005)
柔性风选机关键工艺参数优化
康金岭
韦小玲
王建生
谢柳金
唐林涛
黄文镇
(广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545005)
优化柔性风选机的关键工艺参数,可提高梗签剔除率,从而提高产品纯净度。通过对设备的主要工艺参数进行显著性分析,确定主要影响参数后,进行全因子试验,应用响应曲面法进行分析找到最佳控制模型,并应用模型进行实际生产验证后确定最佳参数组合。结果表明,柔性风选机的3个主要参数(工艺风速、风门开度和针辊频率)中,工艺风速和风门开度对梗签剔除率有显著影响,且当工艺风速19.0 m/s、风门开度11.5%时,即可达到控制目标(梗签剔除率稳定控制在90%内)。
柔性风选机风速;风门开度;梗签剔除率
在卷烟生产过程中,烟丝的质量对于卷制烟支质量的影响显著[1],特别是烟丝中的梗签,烟丝中含有梗签会造成烟支重量不均匀、刺破等,会直接影响到卷烟的燃烧性能和吸食质量[2]。为此,烟丝中的梗签含量则成为一项重要的烟丝质量指标。在叶丝干燥后采用柔性风选工艺,不仅可以有效剔除梗签,同时可以分离出烟丝中的其他杂物如湿团和烟垢等,从而提高叶丝的纯净度、松散程度和均匀性,有利于后续工序的加工。对于在叶丝干燥后采用柔性风选工艺的研究,主要是针对增加此工艺后对产品质量影响的分析和对于卷烟吸食效果的影响,如郑俊立等[3]研究后发现使用柔性风选工艺可以有效提高烟丝纯净度;张文海[4]研究后发现使用柔性风选工艺可以提高卷制烟支吸阻的稳定性,同时对感官质量影响不明显。但对此设备的工艺参数配套性研究较少,本试验参照前人[5-8]的方法,对柔性风选机的工艺参数进行优化以达到更佳的工艺效果。本研究根据柔性风选设备特性,拟先分析工艺风速、风门开度和针辊频率等工艺参数的影响显著性,再用试验设计方法找到关键工艺参数的最佳组合,达到提高梗签剔除率的目的。
1 材料与方法
1.1 材料与设备
烤烟片烟:真龙某牌号(A)配方,广西中烟工业有限责任公司;
叶丝柔性风选机:FS417HS型,徐州众凯机电设备制造有限公司;
风速仪:testo 400型,德图仪器国际贸易(上海)有限公司;
电子天平:PL203-IC型,梅特勒-托利多仪器(上海)有限公司。
1.2 单因素试验
1.2.1 工艺风速 在其它工艺条件不变的前提下,分别设定工艺风速为14,24 m/s,每生产300 kg物料,对应收集柔性风选机的剔除梗签量。用双样本T检验方法分析其显著性。
1.2.2 风门开度 在其它工艺条件不变的前提下,分别设定风门开度8%,20%,每生产300 kg物料,对应收集柔性风选机的剔除梗签量。用双样本T检验方法分析其显著性。
1.2.3 针辊频率 在其它工艺条件不变的前提下,分别设定针辊频率30,50 Hz,每生产300 kg物料,对应收集柔性风选机的剔除梗签量。用双样本T检验方法分析其显著性。
1.3 全因子试验
在前期试验过程中发现风门开度设置在8%~16%时较好,故选择工艺风速的高低水平为14,24 m/s,风门开度的高低水平为8%,16%。按照两因子的全因子加5个中心点进行试验设计,决定利用相同配方下的试验牌号卷烟进行9批试验,每批投料均为6 800 kg,在其它工艺条件不变前提下,对工艺风速和风门开度进行试验,对应收集柔性风选批梗签剔除量数据,进行全因子分析。
1.4 统计分析
用Minitab软件进行分析,用双样本T检验方法分析参数的影响显著性,进行全因子分析后采用CCC(中心复合序贯设计)设计拟合一个完整的响应曲面模型,找到参数最优组合。
2 结果与分析
2.1 单因素试验结果
2.1.1 工艺风速 首先对2组数据进行正态性检验,P值均>0.05,无法拒绝原假设,可以认为数据符合正态分布。其次进行2组数据的等方差检验,P值>0.05,无法拒绝原假设,可认为2组数据方差相等。
在正态性检验和等方差检验后,进行双样本T检验,P值<0.05(见表1),说明工艺风速对梗签剔除量有显著影响。
2.1.2 风门开度 首先对2组数据进行正态性检验,P值均>0.05,无法拒绝原假设,可以认为数据符合正态分布。其次进行2组数据的等方差检验,P值>0.05,无法拒绝原假设,可认为2组数据方差相等。
在正态性检验和等方差检验后,进行双样本T检验,P值<0.05(见表1),说明风门开度对梗签剔除量有显著影响。
2.1.3 针辊频率 首先对2组数据进行正态性检验,P值均>0.05,无法拒绝原假设,可以认为数据符合正态分布。其次进行2组数据的等方差检验,P值>0.05,无法拒绝原假设,可认为2组数据方差相等。
在正态性检验和等方差检验后,进行双样本T检验,P值<0.05(见表1),说明针辊频率工艺风速对梗签剔除量无显著影响。
2.2 全因子试验分析
对工艺风速和风门开度2个显著因子进行全因子试验,试验顺序及结果见表2。
用Minitab软件进行分析,对试验进行ANOVA分析(见表3),工艺风速和风门开度2个因子P值均<0.05,说明2个因子显著,与单因子分析的结论一致。但数据弯曲一栏显示P值<0.05,说明试验数据有明显的弯曲。

表1 单因子显著性试验分析结果表

表2 全因子试验数据表
需要对表2补星号点试验(见表4),再对其进行曲面法分析。因试验各方面条件与上次一致,因此可以直接一起进行分析,不区分区组。全部点构成CCC设计进行分析,拟合一个完整的响应曲面模型。
对试验进行ANOVA分析(见表5),从分析数据得出以下结论:ANOVA表中的梗签总效果回归项的P值均<0.05,表明本模型总体是有效的;失拟项的P值均>0.05,可以判定本模型并没有失拟现象;工艺风速和风门开度及他们的平方项都是显著的,且交互作用都不显著。
本试验的响应变量梗签剔除率宜接近90%,因为如果梗签剔除过多,会有较多合格烟丝同时被剔除,造成不必要浪费,从等值线图(见图1)可以看出试验范围确实有一个范围。
在试验前首先确定了批理论梗签含量。对该牌号烘丝后(柔性风选前)叶丝10批次,按每批随机取2个1 000 g的样品进行梗签含量测定。经统计,烘后叶丝梗签含量为0.15%左右,按每批双喜投料6 800 kg计算,柔性风选批理论梗签剔除量应为10.20 kg。根据理论值,设定梗签剔除量为9.0 kg。利用响应优化器进行多响应曲面分析求最佳解(见图2),显示当工艺风速19.0 m/s、风门开度11.68%时,梗签剔除量为9 kg。

表3 响应值的方差分析表†
† **. 高度显著,P<0.01;*. 显著,P<0.05。

表4 条件优化试验第二批数据记录表

表5 响应值的方差分析表†
† **. 高度显著,P<0.01;*. 显著,P<0.05。

图1 梗签量与工艺风速、风门开度的等值线图
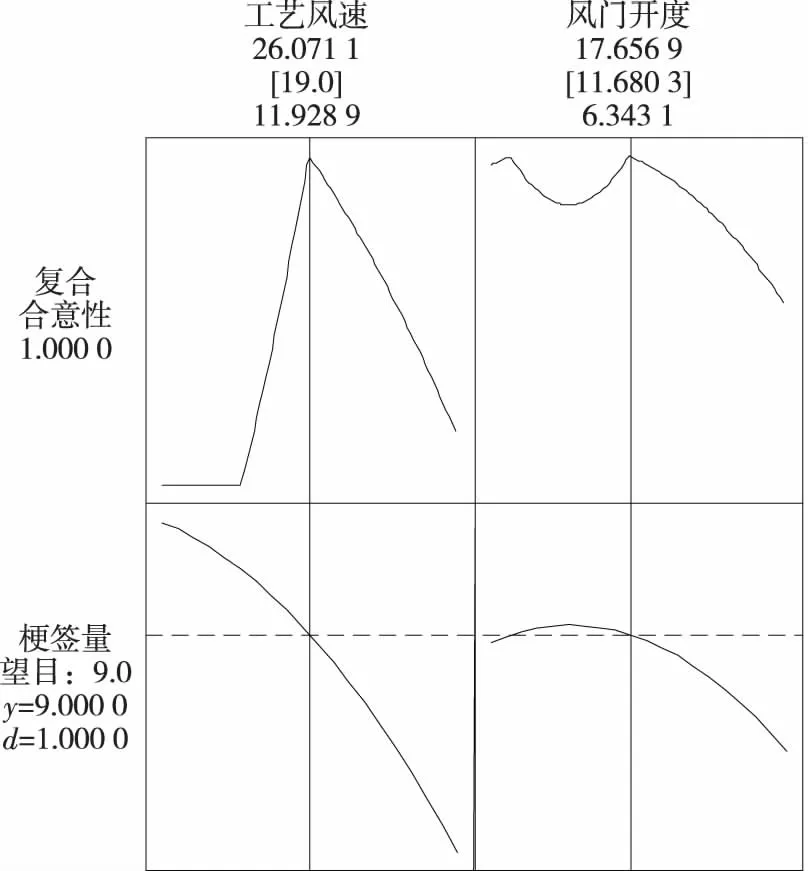
图2 响应优化器
2.3 验证实验结果
设定工艺风速19.0 m/s、风门开度11.5%,连续生产5个批次进行验证,5批次叶丝的平均剔除梗签量为9.05 kg,说明参数设定合理,达到了预期目标。
3 结论
在叶丝干燥后采用柔性风选工艺,可以提高烟丝的均匀性,使烟丝尽快定型,同时有效地剔除梗签、湿团、焦块等杂物。本研究通过对柔性风选机的主要工艺参数进行分析,开展全因子试验,找到满足梗签剔除率90%要求的最佳参数组合。通过单因子分析试验可知,柔性风选机的工艺风速和风门开度对于梗签剔除率有显著影响,而针辊频率的影响不显著。对于试验牌号来讲,当工艺风速19.0 m/s、风门开度11.5%时,可以有效地剔除90%的梗签。
理论上不同牌号的烟丝组成不同,物料在通过该工序的过程中所受到的作用力也是不同的。可以针对不同的生产牌号,按照本研究方法进行试验,找到各牌号适合的加工参数组合。当然,结合生产线的生产情况,为了避免对设备进行频繁调整,也可以在找出主要生产牌号的参数后,统一选取一套较佳工艺参数组织实施生产。
本次研究只是针对工艺风速、风门开度和针辊频率3个行业内公认的参数进行了研究,未能对其他参数的影响作用进行研究,其他参数可作为后续的研究方向。
[1] 刘德强, 贾洋, 王乐军, 等. 烟丝结构对烟支卷制质量的影响[J]. 安徽农业科学,2010(32): 18 589-18 590.
[2] 曾静, 李斌, 冯志彬, 等. 卷烟机剔除梗丝中含丝量的检测[J]. 烟草科技, 2012(8): 5-10.
[3] 郑俊立, 王根旺, 宋克强, 等. 柔性风选对卷烟质量的影响[J]. 中国高新技术企业, 2013(1): 68-69.
[4] 张文海. 柔性风选在多种卷烟品牌中的应用[J]. 安徽农学通报, 2013(18): 123-136.
[5] 李永杰, 张淑华, 朱令宇. 柔性风选工艺在卷烟烘丝工序的效果论证[J]. 广西轻工业, 2009(8): 18-19.
[6] 资文华, 王慧, 番绍军, 等. 干冰膨胀烟丝加工过程参数优化研究[J]. 烟草科技, 2008(1): 8-18.
[7] 康金岭, 黄贤飞, 刘远涛, 等. 预处理工艺对烟梗回透率的影响[J]. 食品与机械, 2012, 28(6): 205-240.
[8] 韦小玲, 康金岭. 管板式烘丝机工艺参数对卷烟香气的影响[J]. 食品与机械, 2012, 28(6): 193-196.
Optimization on key parameters of tobacco flexible winnowing machine
KANGJin-ling
WEIXiao-ling
WANGJian-sheng
XIELiu-jing
TANGLin-tao
HUANGWen-zhen
(GuangxiTobaccoIndustryLimitedLiabilityCompanyLiuzhouCigaretteFactory,Liuzhou,Guangxi545005,China)
Optimized the key technical parameters of the flexible winnowing machine, to improve the sign out rate and the product purity. By the significant analysis on the main process parameters of equipment, determined the main parameters which influence the whole factor test, and the application of response surface method was used to find the best control model. And applied the model to the actual production after validation, to determine the best parameter combination. Results: Among the three main parameters of flexible winnowing machine technology, for the wind speed, throttle opening and the frequency of needle roller, the wind speed and the throttle opening has a significant influence on the sign out rate. When the wind speed was 19.0 m/s, the throttle opening was 11.5%, the target control could be achieved. When the wind speed of flexible winnowing machine was controlledin 19.0 m/s, and the opening of the throttle was controlled in 11.5%, the sign out rate can be controlled within the 90% target, stable.
flexible winnowing machine;process wind speed; throttle opening; the frequency of needle roller; Sign out rate
康金岭(1978—),男,广西中烟工业有限责任公司工程师,学士。E-mail: kanggaofeng@sohu.com
2017—04—08
10.13652/j.issn.1003-5788.2017.07.023
猜你喜欢
选煤技术(2023年4期)2024-01-02 03:11:08
选煤技术(2022年3期)2022-08-20 08:39:42
选煤技术(2021年3期)2021-10-13 07:33:26
选煤技术(2021年6期)2021-04-19 12:22:08
选煤技术(2021年6期)2021-04-19 12:22:04
设备管理与维修(2020年13期)2020-07-19 05:21:22
山东煤炭科技(2018年1期)2018-12-05 08:22:28
山东煤炭科技(2018年7期)2018-09-12 00:31:54
山西煤炭(2014年7期)2014-10-22 09:34:20
河南科技(2014年5期)2014-02-27 14:08:29
