MEMS高温温度传感器的研制与测量精度研究
2017-09-22 03:26:34郑芳芳谢开成王云生陶闻钟高均超胡铭楷张丛春丁桂甫
传感技术学报 2017年9期
邵 靖,段 力,王 强,郑芳芳,谢开成,王云生,陶闻钟,高均超,胡铭楷,张丛春,汪 红,丁桂甫
(1.中国航发商用航空发动机有限责任公司,上海 201108;2.上海交通大学电子信息与电气工程学院,上海 200240;3.江苏利达高科特种材料有限公司,江苏 常熟 215506)
MEMS高温温度传感器的研制与测量精度研究
邵 靖1,段 力2*,王 强1,郑芳芳1,谢开成1,王云生3,陶闻钟3,高均超2,胡铭楷2,张丛春2,汪 红2,丁桂甫2
(1.中国航发商用航空发动机有限责任公司,上海 201108;2.上海交通大学电子信息与电气工程学院,上海 200240;3.江苏利达高科特种材料有限公司,江苏 常熟 215506)
航空发动机智能化及其他机械系统的智能化需要原位集成制造的传感器,为此研制了发动机涡轮叶片原位集成高温传感器。该高温传感器采用MEMS微制造工艺将厚度在微米量级的微小传感器原位集成在航空发动机涡轮叶片表面,利用微技术制造的传感器和标准的热电偶进行了一系列的高温测量试验和一系列细致的高温温度表征测量研究。该微制造工艺攻克了两项技术难关:曲表面的光刻技术和高温绝缘层的制作技术。涡轮叶片表面原位集成的微传感器不仅可以原位测量高达800 ℃的环境温度,并且具有很高的机械强度,可以承受高达40 g的振动和100 g的冲力。研究还表明,在高温测量环境下,高温测量精度和高温环境下的温度场(高温温度的空间分布与升温时间迟豫)密切相关。由于高温环境温度场的差异,可以产生高达10%的测量本征误差。
传感器;高温测量;MEMS;微制造工艺;软光刻技术;铂金热电阻
成功的制造原位集成传感器是航空发动机以及其他机械系统智能化的迫切需要。航空发动机的智能化需要原位集成的传感器来感知关键的环境参数,如温度、应力、热流等主要的航空发动机运转的关键变量[1-4]。航空发动机的智能化,是美国2006年启动的航空发动机发展计划(VAATE[5])中添加的一项重要交叉前沿领域,也就是航空发动机的IOT(Internet of Things,internet+)。而航空发动机的传感器有别于其他常用领域的传感器,必须满足非常苛刻的高温、高应力、高转速的工作环境,也就是所谓“三高”的环境,这给航空发动机传感器的研制带来极大的挑战[6-7]。
实时测量高温的传感器基本有两大类:一类是非接触式,如辐射高温计和光学高温计;另一类是电学的接触式,如热电阻与热电偶。晶体测量技术虽然也是高温温度测量的一种方式,但这是一种“事后”的高温测量技术(高温过程后)[8-9],不便于实时测量。其工作原理是测温晶体经高能射线辐照后产生缺陷,但在高温下可被恢复,恢复的程度是温度和时间的函数。在被测物达到测定温度时,测温晶体也达到同样温度,并在此温度下对晶格缺陷进行复原。利用x射线衍射检测晶格缺陷的恢复程度,对比事先标定好了的温度曲线,得到待测物体的最高经历温度(即测定温度)。
对于非接触式测量,光学高温计与辐射高温计的高温测温范围和原理类似,光学式高温计利用接收到的物体光谱辐射度(即光谱辐射亮度),辐射高温计则收集被测物体一定面积上和一定立体角内的辐射能量,把这些物理能量接收到接受器中折算成温度值。这两种方法的缺点主要是测量精确度与准确度不够。测量误差主要来源于:①中间媒质(如高温燃气)的选择吸收作用,会使到达接受器的光学与辐射能量产生损失;②没有按规定的热源到高温计的距离进行测量(通常每种辐射高温计对于被观测面面积的直径与高温计透镜间的距离都规定了比值);③各种高温计中接受器的选择吸收特性不同,致使光谱发射率偏离选取值;④热电堆冷热端温度的改变、仪表的误差等[10]。
目前国际上流行的接触式电学类高温温度传感器主要有两种,一种是热电阻式传感器,还有一种是热电偶式传感器[11]。从微制造的角度上看,热电阻式的传感器只需要制作一层温度传感材料,光刻的难度比较小;而热电偶式的传感器,需要两个光刻层的叠加和对准,制作难度比较大。尤其对于在发动机涡轮叶片表面进行曲面光刻,其难度较平面要难很多。很多在平面上可以采用的光刻技术和设备在曲面光刻是无法使用的,尤其是光刻层与层之间的对准,无法用现有的光刻设备予以实现。本研究中的高温温度传感器采用的是铂金(Pt)热电阻型传感器。热电阻高温温度传感器的基本原理是:当温度增加的时候,热电阻会随着温度的增加而线性增加。镍和铂金是热电阻型温度传感器中两种常用的金属材料,因为他们有良好的电阻与温度的线性关系。而对于航空发动机而言,其温度上限比较高,常常达到1000 ℃以上,工作环境也比较恶劣(燃烧气体高温且具有很强的氧化性)。在这种条件下,我们选用铂金作为热电阻传感器的基础材料,因为铂金热电阻的可靠性和稳定性高,更加适合于航空发动机长期稳定的高温测试环境下的应用[12-14]。
MEMS(Micro-Electro-Mechanical System)微制造技术的一大优点就是“小(Micro)”。传统的热电阻与热电偶型的传感器,通常是选用环绕金属丝或将两个金属丝叠加,同时为了与外界环境绝缘,还需要在外围覆盖一层陶瓷绝缘管。整个系统体积偏大,安装过程也比较复杂。而使用MEMS微制造工艺,可以把高温温度传感器直接原位集成地制造在发动机的涡轮叶片上,且传感器的尺寸往往在微米量级。对于航发叶片来讲,这项技术的一大好处是传感器对于发动机涡轮叶片的工作环境影响很小。并且因为采用了微制造的方法,传感器尺寸很小,可以在航空发动机的涡轮叶片表面制造多个MEMS高温温度传感器,使发动机叶片表面温度场的点阵测量与表征成为可能[15-16]。
制作航空发动机涡轮叶片表面集成MEMS传感器的挑战主要有两个。第一是要在发动机的涡轮叶片的金属表面建造一层高温绝缘的陶瓷层,用来隔离表面的电学传感器与涡轮叶片的金属衬底。以往的研究表明,很多的陶瓷材料虽然在室温的条件下是绝缘体,但是在高温的环境下它们的绝缘性能有所降低,即电阻率会降低[17-18]。虽然高温环境下铂金的电阻温度特性有着很好的线性关系,但是由于铂金热电阻器件建立在陶瓷衬底上,高温环境下绝缘陶瓷层绝缘性能下降时,会在铂金热电阻下面形成一个并连通路,造成表面热电阻测量的偏差,使得电阻和温度的线性关系偏离线性[19]。所以,沉积一层具有优良高温绝缘性能陶瓷层是制造航空发动机涡轮叶片表面原位集成电子器件关键的第1步。
第二是要将发动机涡轮叶片曲表面上的温度传感热电阻或是热电偶图形化,也就是曲面光刻技术。MEMS工艺借鉴于传统的硅工艺[20-21],传统的硅集成电路工艺的硅衬底是平整度非常好的平面(粗糙度在纳米量级),并且厚度都很薄(毫米量级)。但发动机涡轮叶片表面不仅是曲表面,且厚度要厚得多(厘米量级),表面粗糙度也要大出很多(微米量级)。所以很多传统IC产业的光刻和薄膜沉积与刻蚀技术不能适用于发动机涡轮叶片表面传感器的微制造。为此,基于传统的硅平面型集成电路工艺,开发了一种适合于发动机涡轮叶片以及相关各类机械元件表面图形化的工艺方法。
本项目研究工作成功地完成了这两项技术的突破,使得航空发动机涡轮叶片表面原位集成传感器的微制造成为可能。利用该工艺所制造的涡轮叶片表面原位集成温度传感器可以测量高达800 ℃的环境温度。此外,在微型热电阻传感器测温试验过程中同时结合传统标准热电偶测温进行对比,开展了系统的高温测量表征实验,就高温测量误差进行了细致的分析。
1 发动机涡轮叶片原位集成高温温度传感器的制作
传感器由MEMS微制造工艺制作,主要攻克了两大技术难关:高温绝缘层淀积技术和曲面光刻技术。
1.1 航空发动机涡轮叶片高温绝缘层沉积技术
航空发动机涡轮叶片高温绝缘涂层的工艺方法是先在镍铬系的航空发动机涡轮叶片材料上沉积一层NiCrCoAlY过渡材料,用以增加叶片金属基底与陶瓷层之间的高温热应力缓冲,然后在此过渡材料上利用等离子喷涂技术喷涂YSZ陶瓷材料。同时为了增加绝缘性能,在YSZ涂层里边掺入Al2O3。喷涂前,需用氧化铝粉末进行表面喷砂处理,随后在乙醇里进行超声波清洗。打底层使用了CoNiCrAlY粉末(AMDRY 9951,苏尔寿美科,USA)。YSZ的喷涂过程中,分支裂缝结构的YSZ表面涂层采用SPS系统进行喷涂沉积,该SPS系统采用等离子火炬与NanoFeedTM给料装置。等离子火炬采用三阴极等离子火炬,向等离子体核心以轴向喷射雾化悬浮原料。打底层材料为CoNiCrAlY,喷涂后的层厚约为150 μm,而YSZ表面涂层的厚度大约为500 μm。
陶瓷层表面非常粗糙,其粗糙度多在30 μm左右,必须进行打磨,打磨之后表面的粗糙度需要控制在微米量级。由于发动机叶片表面是曲面,不能用机器的方法进行打磨。所以打磨是通过使用粗砂纸和细砂纸用手工的方式实现的,由于表面涂层的厚度是在500 μm左右,打磨之后不会破坏淀积的陶瓷层,打磨之后的厚度,大概还在300 μm左右。
1.2 曲面光刻工艺
曲面光刻的流程如图1所示。
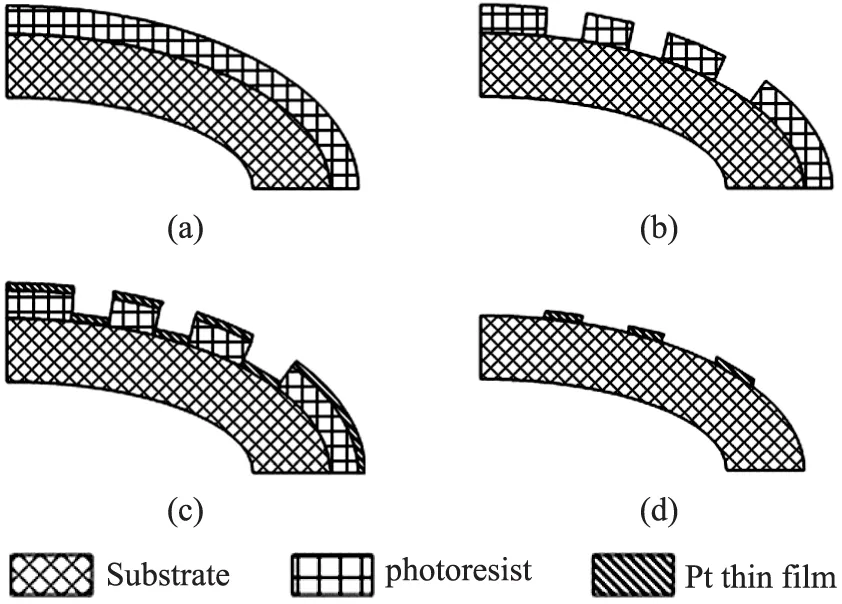
图1 曲面光刻流程示意图
曲面光刻工艺主要有四大步骤:第1步是涂胶工艺,第2步是曲面曝光与显影工艺,第3步是曲面的薄膜沉积工艺,第4步是薄膜剥离工艺(图1)。本研究工艺采用了手工甩胶方式在涡轮叶片表面形成一层厚度约为20 μm的光刻胶并且进行光刻。手工甩胶的方式,光刻胶的厚度均匀性欠佳,但是我们光刻线条的尺度在100 μm左右,在这个范围内,光刻胶的不均匀性,对我们的光刻效果没有太大的影响。我们测量了光刻之后的线条宽度,满足我们作为传感器的制作要求,我们使用的是AZ4620正胶。图2示出了光刻后的光刻图形表面形态及光刻胶台阶的状况,可以看到陡峭和清晰的光刻胶台阶,胶的厚度在20 μm左右,可以确保1 μm厚度内铂金薄膜的剥落。
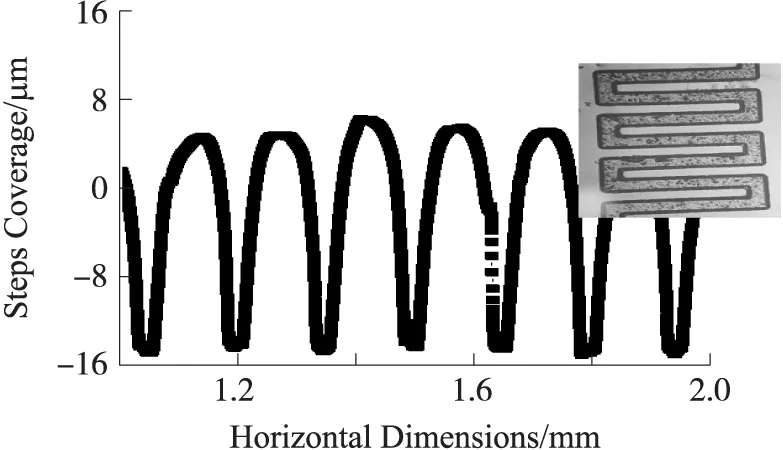
图2 叶片表面光刻胶的台阶测量及其表面形态
之后进行曝光和显影,光刻的曝光过程是在SUSS M6双面对称光刻机上完成的,显影之后进行烘胶坚膜处理,烘胶之后的样品放在Z550(LeyboldHeraeus,Germany)溅射系统中进行铂的磁控溅射,铂金薄膜的溅射厚度设定在500 nm。将发动机涡轮叶片放在腔内进行溅射前,需要对溅射腔体进行改装。另外由于发动机涡轮叶片的厚度较大,甚至溅射靶材的距离也不尽相同,故溅射厚度将会有所不同。因此需对航空发动机涡轮叶片表面铂金薄膜的沉积厚度分布做进一步的分析测量。首先在薄膜沉积时放置一个硅片,放置的角度和涡轮叶片表面的曲率相当,大约20°左右,如图3所示,接下来测量此硅片上端和下端的Pt厚度。必须说明的是,由于涡轮叶片表面是复杂的曲面,无法进行点对点的测量,放置Si片的目的,是预估一下溅射衬底距离靶材的距离对于薄膜厚度的影响。分析结果表明涡轮叶片表面铂金薄膜的沉积厚度误差在500 nm到1 μm之间,可以满足传感器制作的工艺要求。
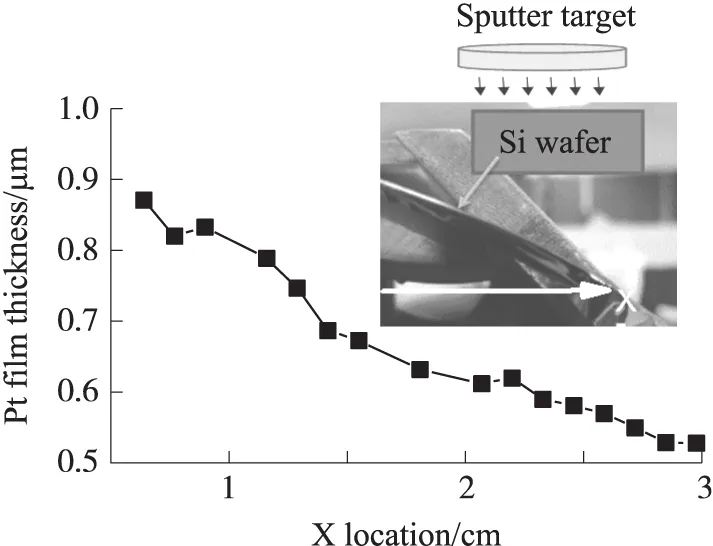
图3 涡轮叶片表面铂金薄膜厚度的差异
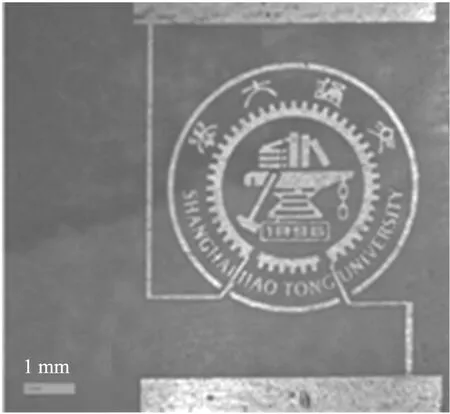
图4 在航空发动机涡轮叶片表面原位集成制造的上海交通大学校徽改装的热电阻图形
磁控溅射之后对铂金层进行剥离:把叶片浸泡在丙酮里10 min利用超声波去除铂金薄膜底下覆盖的光刻胶,超声频率为20 kHz~400 kHz,剥离之后光刻胶上面带有的铂金就会剥落,而没有光刻胶的表面铂金薄膜得以留存,依此就得到了非常清晰的光刻铂金表面图形(图4)。
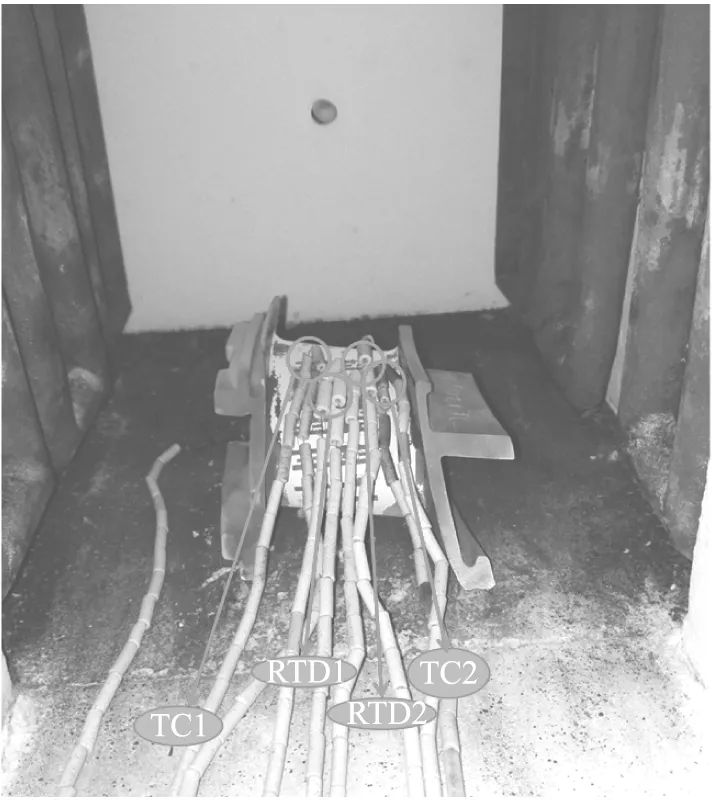
图5 高温温度测量的引出线,包括两个热电阻(RTD)和两个热电偶(TC)
传感器的连接采用了高温的铂金丝。在高温的测量过程中,为了避免铂金丝之间相互接触产生短路,使用高温陶瓷管套在铂金丝的外侧,然后用金属线把里边的铂金丝引到高温炉的外边来。一共引出4对引线:两对薄膜热电阻和两对传统标准热电偶,用来高温测量误差分析与比较(图5)。
需要结合航空发动机的具体实验条件,做出相应的调整和安排,我们正在进行这方面的工作,这一项不在这篇文章的范围之内,我们会在以后的文章中加以报导。
2 高温传感器性能表征
用来进行高温测量的高温炉是标准的马弗炉,可以升温至1300 ℃,加热腔体的尺寸需稍微比叶片大一些,以便将叶片放入其中。由于腔体内部的温度场分布与时间迟豫会造成炉示温度和叶片所在点的温度测量误差,为此从高温炉里引出了4对温度测量引线:两对热电阻MEMS传感器和两对传统标准热电偶,分别读出热电阻信号和传统热电偶信号,如图6所示。
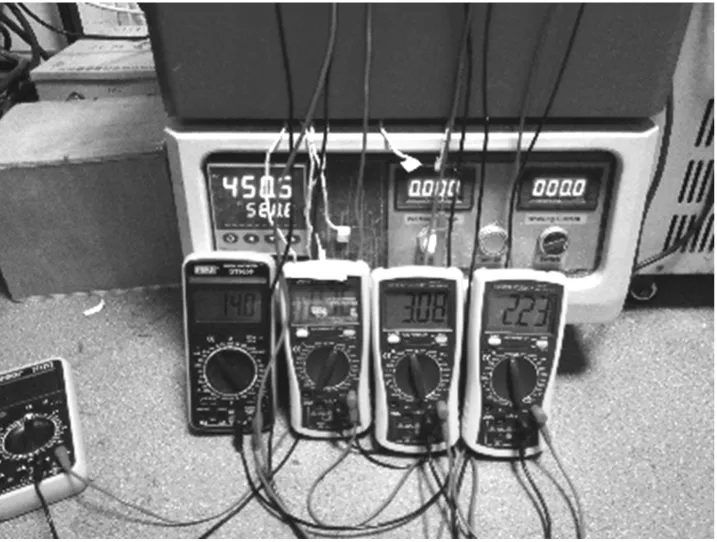
图6 连接到高温炉外面的多组传感器测量示意
2.1 高温炉示温度和测量点温度的差异和迟豫
高温炉的温度读数是来自于高温炉内部自身热传感器,而该热电偶靠近高温炉加热元件硅碳棒,因此炉示温度与处于炉内升温箱中的叶片表面感受到的温度存在温度差异。另外在升温阶段由于升温速率的影响,高温炉温度示数显示延迟同样会给实验带来误差。为解决以上误差问题,在每次升降温实验中将布置一个单独的标准铂铑热电偶(OMEGA公司,型号P13R-008-40)于叶片表面薄膜热电阻元件边上,来得到薄膜热电阻所在点实际温度。图7是升温和降温的速率曲线,而表1对比了整个过程的温度差异。
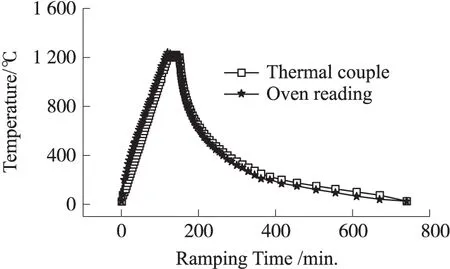
图7 高温炉的升温和降温曲线,可以看到高温炉的热电偶和测量点的标准热电偶的温差和时间迟豫
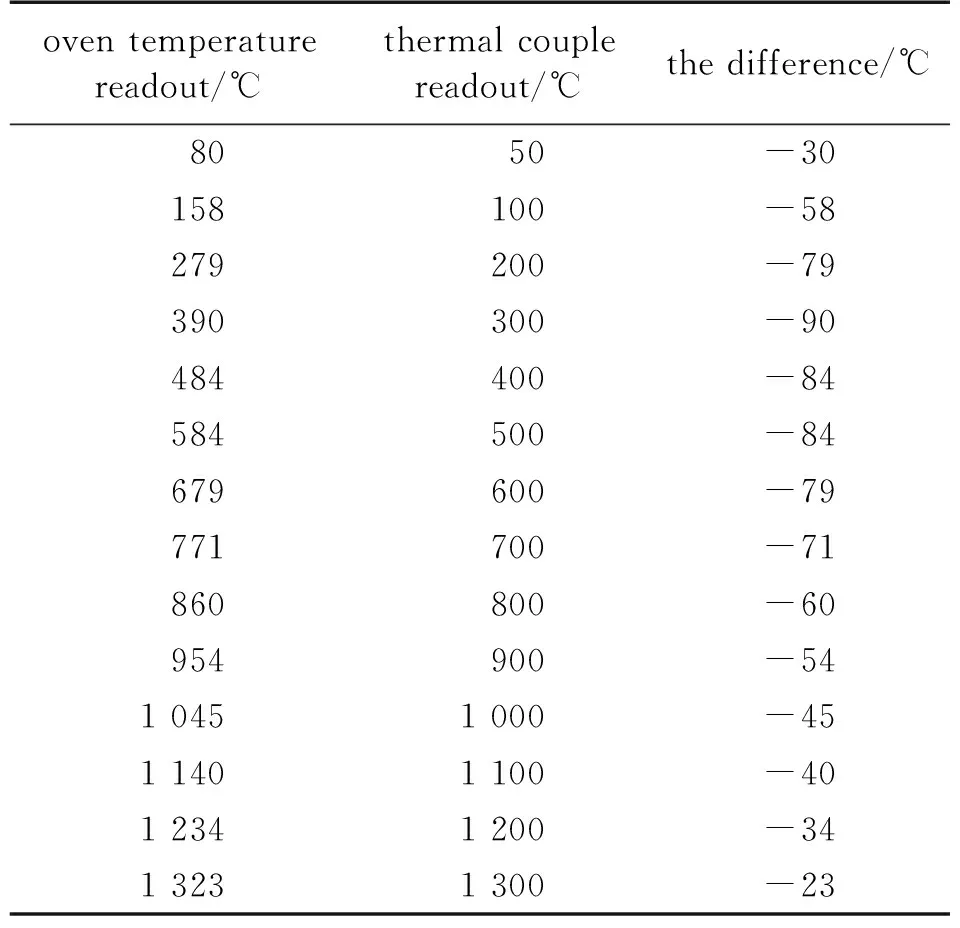
oventemperaturereadout/℃thermalcouplereadout/℃thedifference/℃ 80 50-30158100-58279200-79390300-90484400-84584500-84679600-79771700-71860800-60954900-5410451000-4511401100-4012341200-3413231300-23
图7中的温度取自于马弗炉原有的测温热电偶(在加热电阻丝的位置)和放置在高温炉腔体中央的传统标准热电偶。高温升温的速度是3 h内线性到达1 200 ℃,降温的过程较为缓慢,整个过程大概8 h左右。由图7中可以看到高温炉显示温度和实际测量点温度的差异与时间延迟。通过引入传统标准热电偶进行测量后,能较为有效地避免叶片表面热电阻感受温度与炉示温度的偏差给薄膜热电阻随温度变化特性曲线表征带来的影响。
2.2 原位集成MEMS高温传感器的温度测量特性
通过试验对航空发动机涡轮叶片表面原位集成高温传感器的性能进行了研究:将引线烧结工艺后的涡轮叶片放置在高温箱式炉炉膛内部(底部中心),再将两根长度为1 m、直径为0.2 mm的铂丝与热电阻传感器电极引线相连并引出炉子外部与多功能万用表连接进行测量,高温炉升温至800 ℃后自然冷却至室温,整个过程中用万用表监控测量热电阻阻值及热障涂层绝缘层电阻值。图8(a)给出了热敏电阻和温度的对应曲线及其随温度变化的响应情况,可以看出电阻与温度对应曲线的线性度,不亚于传统热电偶的温度特性(图8(b))。由此可见,用微制造方法原位集成的航空发动机涡轮叶片表面高温传感器可以实现在高温环境下对温度进行实时测量,能够达到高温传感器应用的工程学目的。
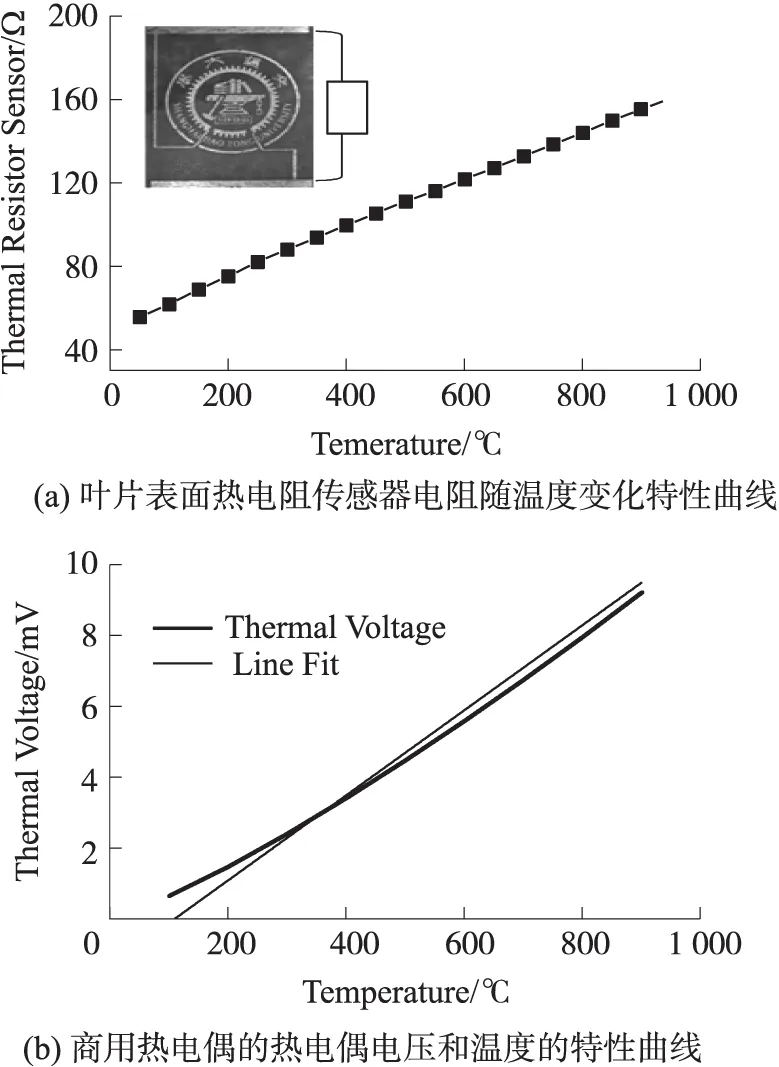
图8 电阻、电压随温度变化曲线特性
2.3 高温测量的误差分析
在高温薄膜温度传感器温度特性的测量研究过程中,系统地测量研究了多组热电阻和热电偶的温度特性,并进行了细致的分析比较。热电阻温度传感器采用涡轮叶片表面原位集成的MEMS微型传感器,热电偶测温采用OMEGA公司的P13R-008-40型号标准铂铑热电偶。实验中比较了涡轮叶片上两个相距1 cm的热电阻传感器的温度特性,实验同时也比较了放在同样距离的两个热电偶的温度测量特性。图9给出了热电阻与热电偶测量数据之间的对应关系,从图中可以看到热电阻和热电偶测量数据具有较好的线性对应关系。同时,图中的两个线性关系没有在零点的地方重合,说明两个点的温度存在差异。由此可以看出,对于温度的精确测量,即使采用两个同样的标准热电偶,但由于腔内温度场分布不均,测量时也会形成两者之间固有的温度差异。这个差异在1 300 ℃下为31 ℃,即3%左右的相对误差,并且温度越低相对误差越大,在300 ℃误差已经达到10%。因此,在表达温度测量精度与误差时必须考虑高温环境中空间造成的温度场分布不均的差异。即温度测量的误差不一定是热电偶本身造成的,而可能是测量系统造成的。
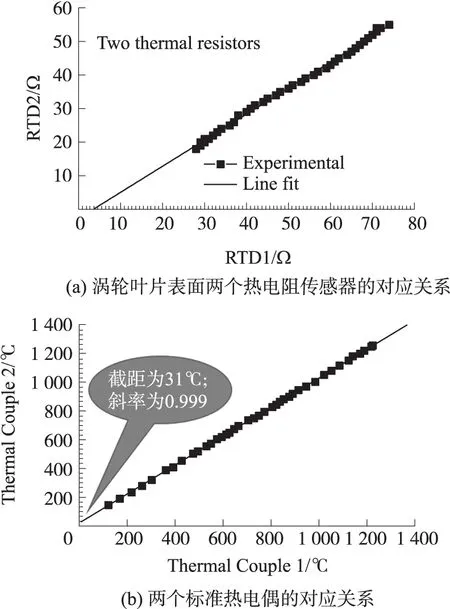
图9 对应关系
实验中也比较了两个同一型号热电偶对应的温度差异(图10)。可以看到在温度变化的区域内,两个热电偶有一个的将近30 ℃的固有偏差,这和前文叙述的线性曲线的截距值31 ℃是基本一致的,同时也存在一定的方差(5 ℃以内)。折算的热电阻电阻值与温度特性值对应的两个测量点温度也同样有30 ℃左右的温度差异。
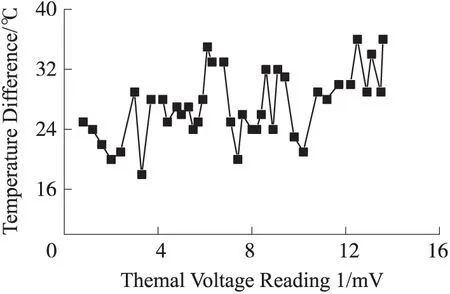
图10 高温升温过程中两个热电偶的测量温度差异
3 结论
本研究工作成功地研制出了涡轮叶片高温原位集成传感器。该温度传感器具有较好的温度测量性能,电阻温度特性在800 ℃下能够保持良好的线性,可以实现在高温环境下的温度测量,实现了高温传感器的在航空发动机领域及其他相关领域的工程学应用。通过高温温度表征的实验结果发现,测量误差与传感器在高温环境下的位置密切相关。因此,在校准高温测量误差的的时候,必须要考虑到校准热电偶与温度传感器的相对位置。实验证明,即使在厘米量级距离的测量范围内,由于高温空间场的距离效应,也会造成不同点的温度差异。这个由实验环境造成的误差,已经限制了测量精度在高温测量环境下的本征误差(1 300 ℃下约3%左右的相对误差)。
致谢
本课题是在中国航空发动机集团商用发动机有限责任公司的大力支持和资助下完成的。航空发动机智能化是航空发动机研发的一项具有很大潜力的技术方向,在国际和国内都是最前端的高新技术。在本课题的研究中,得到了很多相关部门,如中国航空发动机集团商发公司科技部/试验测试中心、上海交大微纳制造团队、上海交大AEMD先进电子材料与器件校级平台的鼎力支持,再次深表致谢。
[1] Martin L C,Wrbanek J D,Fralick G C,et al. Thin Film Sensors for Surface Measurements,NASA TM-2001-21149,19th International Congress on Instrμmentation in Aerospace Simulation Facilities,Cleveland,OH,August 27-30,2001.
[2] Lei J F,Will H,Martin L. Thin Film Sensors for Minimally-Intrusive Measurements in Harsh High Temperature Environments[J]. Aiaa Journal,2013.
[3] Grant H P,Przybyszewski J S,Claing R G. Turbine Blade Temperature Measurements Using Thin Film Temperature Sensors,NASA-CR-165201,Pratt and Whitney Aircraft. East Hartford,CT(USA),1981.
[4] Hunter G W,Neudeck P G,Okojie R S,et al. An Overview of High-Temperature Electronics and Sensor Development at NASA Glenn Research Center[J]. Journal of Turbomachinery,2003,125(4):153-160.
[5] VAATE. The Versatile Affordable Advanced Turbine Engines Initiative,An AIAA Position Paper,American Institute of Aeronautics and Astronautics,January,2006.
[6] Stiharu I,Rybarik P. Sensor Requirements and Roadmaps;(NATO Science and Technology Organization,R-AVT-128-06,2015.
[7] Lei J F,Martin L C,Will H A. Advances in Thin Film Sensor Technologies for Engine Applications,NASA TM-107418,ASME International Gas Turbine and Aero-Engine Congress and Exhibition,Orlando,FL,June 2-5,1997.
[8] 王明瑞,王振华,韩冰,等. 航空发动机主燃烧室高温测试技术[J]. 航空发动机,2016,42(5):87-93.
[9] 张兴,张志学,薛秀生,等. 航空发动机测温晶体的退火特性研究[J]. 航空发动机,(2013,39(4):72-77.
[10] 胡金彪. 瞬态辐射高温测试技术研究[D]. 北京:北京航空航天大学,2001.
[11] Lee W S,Park J S,Kim N H,et al. Electrical and Thermal Properties of Platinμm Thin Films Prepared By DC Magnetron Sputtering for Micro-Heater of Micro-Sensor Applications After CMP Process[J]. Solid State Phenomena,2007,124:267-270.
[12] Tiggelaar R M,Sanders R G P,Groenland A W,et al. Stability of Thin Platinμm Films Implemented in High-Temperature Microdevices[J]. Sensors and Actuators A:Physical,2009,152(1):39-47.
[13] Ekkels P,Rottenberg X,Puers R,et al. Evaluation of Platinμm as a Structural Thin Film Material for RF-MEMS Devices[J]. Journal of Micromechanics and Microengineering,2009,19(6):065010.
[14] 高爱民,殳建军,于国强,等. PT100热电阻动态特性试验研究与分析[J]. 传感技术学报,2016,29(9):1395-1399.
[15] Esashi M. MEMS for Practical Application with Attention to Packaging[J]. Microsystems,Packaging,Assembly Conference Taiwan,2006 International,2006:1-4.
[16] Bauer C E. Emerging Technologies;Impetus For Future High Technology Growth[C]//Electronic Packaging Technology Proceedings,2003. ICEPT 2003. Fifth International Conference on,2003:18-20.
[17] Bose S,Demasi-Marcin J. Thermal Barrier Coating Experience in Gas Turbine Engines at Pratt and Whitney[J]. Journal of Thermal Spray Technology,1997,6(1):99-104.
[18] Sheffler,Keith D,Gupta D K. Current Status and Future Trends[J]. Turbine Application of Thermal Barrier Coatings,1988,110(4):605-609.
[19] Junchao Gao,Franklin Li Duan,Chang Yu,et al. Electrical Insulation of Ceramic Thin Film on Metallic Aero-Engine Blade for High Temperature Sensor Applications,Ceramics International,Available online 13 September 2016.
[20] Walton A J,Stevenson J T M,Underwood I,et al. Integration of IC Technology with MEMS:Silicon+Technology for the Future[C]//Micro Electro-Mechanical Systems,2007. MEMS Technology. 2007 IET Seminar on. 2007:1-11.
[21] Zhang Y,Duan L F,Zhang Y,et al. Advances in Conceptual Electronic Nano devices Based on 0D and 1D Nanomaterials[J]. Nano-Micro Letters,2013,6(1):1-19.
段力(1962-),男,湖南祁阳人,博士,副教授,研究方向为无线通信与传感,MEMS技术在航空发动机上的交叉应用。1987年毕业于清华大学,之后一直在硅谷工作,现在上海交通大学电院,franklinduan@sjtu.edu.cn。
FabricationandHighTemperatureCharacterizationbyMEMSEmbeddedSensor
SHAOJin1,DUANLi2*,WANGQiang1,ZHENGFangfang1,XIEKaicheng1,WANGYunsheng3,TAOWenzhong3,GAOJunchao2,HUMingkai2,ZHANGCongchun2,WANGHong2,DINGGuifu2
(1.AECC Commercial Aircraft Engine Co. Ltd.,Shanghai 201108,China; 2.Electronic Information and Electrical Engineering,Shanghai Jiao Tong University,Shanghai 200240 China; 3.Jiangsu Lida Hi-Tech Special Material Co.,Ltd.,Changshu Jiangsu 215506,China)
An embedded high temperature sensor for intelligent aero-engines and other intelligent mechanical systemshave been fabricated and characterized under various high temperature measurements. This high temperature sensor was built directly onto the aero-engine turbine blade surface by MEMS microfabrication technology. There are two main challenges for the sensor fabrication—the high temperature electrical insulation and the curved surface soft photolithography have been successfully resolved in our fabrication process. Our embedded high temperature sensor can measure up to 800 ℃ on the blade surface,and can stand for 40 g shakingand 100 g shocking test. We have conducted a series of delicate high temperature experiments and studied the accuracy and precision for high temperature characterization. Results show that temperature field(space distribution and time delay of thetemperature ramping)in the high temperature system can cause an intrinsic error for high temperature measurements and can cause up to 10% of intrinsic system error regardless of the accuracy of the sensors being used.
sensor;MEMS;embedded fabrication;high temperature measurement;soft photolithography;platinum thermal resistor
2016-11-04修改日期:2017-04-07
TP271.5
:A
:1004-1699(2017)09-1352-07
10.3969/j.issn.1004-1699.2017.09.009
猜你喜欢
防爆电机(2020年4期)2020-12-14 03:11:04
电子制作(2019年19期)2019-11-23 08:41:54
重型机械(2019年3期)2019-08-27 00:58:52
传感器世界(2017年6期)2017-11-21 03:03:56
科学家(2017年20期)2017-11-10 13:05:44
光学精密工程(2016年4期)2016-11-07 09:04:52
光学精密工程(2016年3期)2016-11-07 09:04:21
淮南师范学院学报(2015年3期)2015-03-22 01:16:17
河南科技(2014年11期)2014-02-27 14:17:10
河南科技(2014年10期)2014-02-27 14:09:09