
无痕点焊焊接技术在重型卡车上的应用
2017-09-21 11:35张恒曹玲利
汽车实用技术 2017年16期
张恒,曹玲利
无痕点焊焊接技术在重型卡车上的应用
张恒,曹玲利
(陕西重型汽车有限公司,陕西 西安 710200)
在汽车焊接中,点焊焊接在白车身焊接中应用广泛,为提升白车身外观质量,无痕点焊焊接应用也越来越广。文章就无痕点焊焊接技术从点焊焊接工艺特点,常用的几种无痕焊接夹具形式,以及无痕点焊焊接缺陷及预防措施等方面进行了阐述。
重型卡车;白车身;无痕点焊;预防措施
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)16-184-03
前言
随着焊接技术的不断发展应用,工业经济的快速发展,人们对重型卡车外观质量也提出了更高的要求。这就要求在白车身外观覆盖件焊接时采用其它焊接工艺来提升外观质量。无痕点焊焊接工艺技术可通过活动的铜板或者铜电极间接焊接,达到焊点平整,满足外观要求。需要在工装设计时考虑在夹具上实现无痕点焊焊接,实现产品外观质量提升。
1 点焊工艺的特点
点焊是一种高速、经济的连接方法。它适用于制造可以采用搭接接头、不要求气密、厚度小于3mm的冲压、轧制的薄板构件。
汽车白车身是一个典型的点焊结构,一辆重卡白车身驾驶室约有3000多个焊点,而轿车车身上的焊点则更多。因此,点焊焊接的方式在白车身焊接制造中应用最广。
如图1所示,将准备连接的工件置于两电极之间加压,并对焊接处通以电流,利用工件电阻产生的热量加热,形成局部熔化,断电后,在压力继续作用下,形成牢固接头。这种工艺过程称为点焊。按对工件供电的方向,点焊可分为单面点焊与双面点焊两种。

图1 点焊焊接示意图
双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式如图2所示。图中2-a是最常用的方式。这时,工件的两侧均有电极压痕。图中2-b表示用大接触面积的导电板做下电极,这样可以消除或减轻下面工作的压痕,常用于外观面的点焊,即常用的无痕点焊焊接技术。
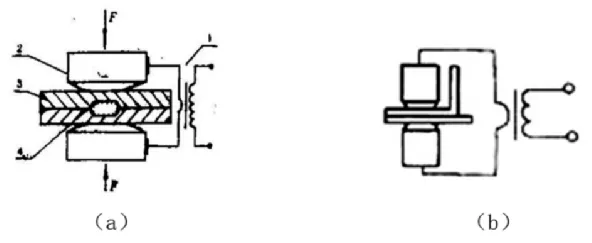
图2 不同形式的双面点焊
单面点焊时,电极由工件的同一侧向焊接处馈电。典型的单面点焊方式如图3所示。图中3-a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。图中3-b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。图中3-c为有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成分流。为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。图中3-d为当两焊点的间距很大,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥与电极同时压紧在工件上。
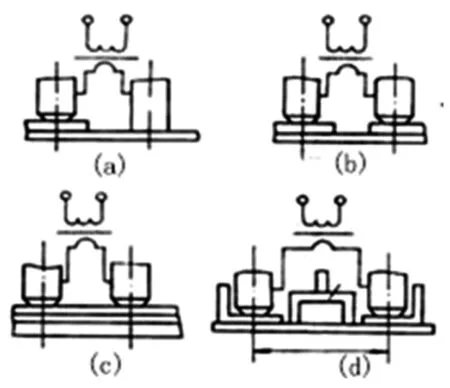
图3 不同形式的单面点焊
2 无痕点焊焊接夹具的几种形式
由于无痕点焊焊接不是直接在工件上进行点焊,而是通过在可活动的铜板或者铜电极上间接的焊接,达到无痕焊接的效果,提升重型卡车白车身外观质量,该工艺在实际生产中已得到广泛应用。
目前,在重型卡车白车身焊接生产中常用以下几种无痕点焊焊接夹具。

图4 铜板形式
1)采用可上下浮动铜板与工件接触实现无痕点焊焊接(图4)。此方法需保证铜板表面干净,无油污,铜板平整、无翘曲变形, 连接铜板螺钉需保证铜板可上下活动,否则无痕焊点会出现凸包,压痕深。
2)采用可上下活动大截面铜电极实现无痕点焊焊接(图5)。此方法要求铜电极表面平整,干净无油污,采用卡簧来固定铜电极,保证电极有上下活动量。相比采用铜板形式有较大优势,使用铜电极可避免铜板因长度原因和使用过程产生的翘曲变形,同时铜板变形调整相对较为困难,需进行校平和研修,而铜电极只需定期用锉刀修整焊接平面,保证表面平整,更换也较为方便。目前大多数无痕点焊夹具设计时采用此种形式。

图5 铜电极形式
3)采用型面铜板与工件紧密贴实实现无痕点焊焊接(图6)。此方法仅针对有特殊外观要求的型面部位,一般采用铜板铣削成与工件贴附型面,镶嵌磁铁,吸附在工件外表面用焊钳进行间接焊接,达到无痕点焊效果。同样要求铜板表面干净无异物,但维修较为困难,成本较高,除特殊需求,一般不建议使用。
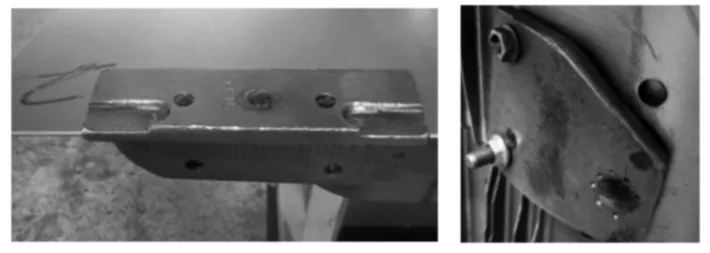
图6 型面铜板形式
3 无痕点焊焊接缺陷及防止措施
无痕点焊焊接虽然可以消除或减轻焊接工件的压痕,提升驾驶室外观质量,但也会存在焊接缺陷,需对产生的缺陷采取有效的防止措施。
1)在可活动铜板或铜电极一侧的焊点表面不平整,有月牙形凸包,影响外观质量。产生这种缺陷的主要原因是活动铜板或铜电极表面不平整,人工点焊时焊钳电极与工件不垂直,焊接时产生凸包。因此,在焊接作业前需对活动铜板或铜电极表面进行自检,保证活动铜板或铜电极表面基本平整,无油污。可用锉刀对存在缺陷的活动铜板或铜电极表面进行修整打磨,班前对活动铜板或铜电极表面进行清洁。同时人工焊接时尽可能保证焊钳电极与工件垂直焊接,在工装设计时可考虑加入焊点导向,尽可能消除因人为因素导致的焊钳电极与焊接工件不垂直引发的焊接缺陷。
2)无痕点焊焊点强度不足,不符合工艺要求。通常在可活动铜板或铜电极一侧的无痕焊点表面发白,无法判断焊点强度是否满足工艺要求。焊点强度不足会导致焊点处开裂,严重影响驾驶室焊接质量。因此,在无痕焊接时需每班班前对焊点强度进行自检,判定合格后方可批量作业。
4 结语
无痕点焊焊接技术在重型卡车白车身上的广泛应用,可极大的提升驾驶室外观质量,同时在采用无痕点焊焊接时需严格控制焊点质量,满足人们对重卡的外观质量要求。
[1] 敬杰.无痕点焊工艺应用[J].产业与科技论坛.2012(2).
[2] 赖志永,谢义升,陈志坤,龚茂辉.快捷实现无痕点焊及其焊接参数的切换计算[J].机电技术,2016(2).
Application of non-mark spot welding technology in heavy duty truck
Zhang Heng, Cao Lingli
(Shaanxi Heavy Duty Truck Co., Ltd., Shaanxi Xi’an 710200)
In car welding, point welding is widely used in the welding of the white body, for improving the quality of white body appearance, non-mark spot welding is becoming more and more widely used. Non-mark spot welding technology are presented in this paper from the spot welding technology characteristics of commonly used form of several non-trace welding jig, and non-mark spot welding defects and the prevention measures are expounded.
heavy truck; White body; Non-mark spot welding; Preventive measures
U466
A
1671-7988 (2017)16-184-03
10.16638 /j.cnki.1671-7988.2017.16.064
张恒,就职于陕西重型汽车有限公司。
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
汽车实用技术(2022年5期)2022-04-02
现代园艺(2021年22期)2021-12-15
艺术评论(2020年5期)2021-01-23
杭州(2020年17期)2020-11-09
航天制造技术(2020年1期)2020-03-28
好孩子画报(2019年2期)2019-06-11
中国诗歌(2018年5期)2018-11-14
汽车文摘(2016年12期)2016-12-07
中学生数理化·七年级数学人教版(2016年5期)2016-05-14
