
乙烯装置乙烯回收压缩机的更新改造
2017-09-18 02:38赵福瑞赵梓含赵泽军
中国设备工程 2017年17期
赵福瑞,赵梓含,赵泽军
(中国石油吉林石化公司乙烯厂,吉林 吉林 132022)
乙烯装置乙烯回收压缩机的更新改造
赵福瑞,赵梓含,赵泽军
(中国石油吉林石化公司乙烯厂,吉林 吉林 132022)
对乙烯装置中的罗茨式乙烯回收压缩机工艺参数进行分析,选用液环压缩机对原压缩机系统进行更新改造,通过计算分析,选用乙二醇水溶液作为密封冷却液,设计制造出了适合低温乙烯输送的液环压缩机,工业运行获得成功,极大地提高了乙烯回收压缩机的性能及可靠性,并创造了可观的经济效益。
乙烯装置;乙烯回收压缩机;更新
1 概述
我厂乙烯裂解装置中的乙烯汽提回收压缩机原为罗茨式压缩机,故障率高,转子碰擦、油封漏油故障频发,检修调整同步齿轮耗时长,检修期间乙烯回收气只能排放火炬燃烧,造成物料损耗;同时,压缩机转子磨损输送能力不足,操作弹性小,造成乙烯回收气体间断排放火炬,影响装置的乙烯收率和损失率,针对上述情况,决定对原压缩机进行改造更新,选用故障率低的液环压缩机。
2 乙烯回收液环压缩机结构及改造需解决的主要问题
2.1 液环压缩机结构及原理
液环压缩机作为一种变容性回转压缩机,结构紧凑,易损件少,运转周期长,维护成本低。通过叶轮旋转运动,使附着在转子内壁的液环与叶轮构成的月牙腔的容积发生变化,实现压缩和输送气体。
2.2 需要解决的主要技术问题
为保证原有供电线路利用,节约成本,设备运转高效率,采用锥式进气口结构的液环压缩机。作为液环的密封冷却液,要符合在-35℃条件下不会结冰且与介质不发生反应,易于气液分离等技术要求。

表1

表2
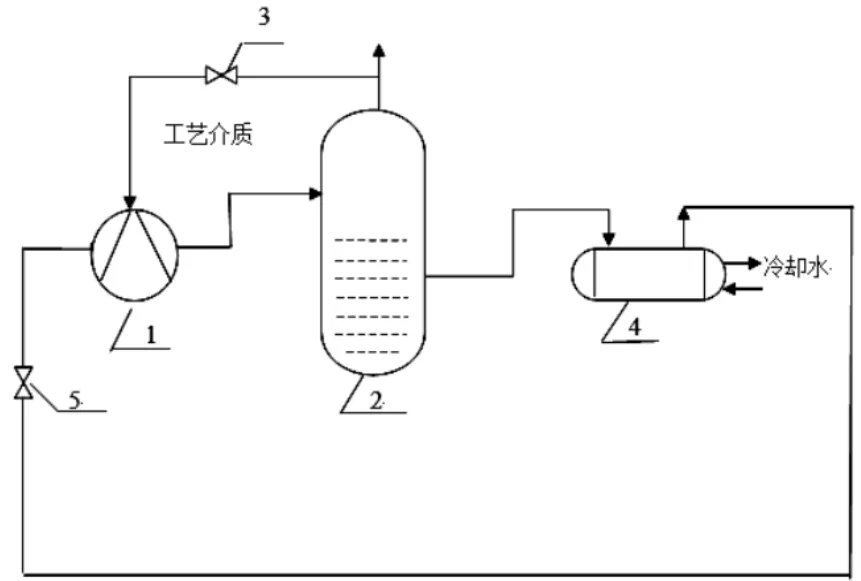
图1
3 更新改造的具体方案
3.1 原压缩机主要参数
我厂乙烯装置的C4201乙烯回收压缩机原为罗茨式压缩机,压缩机主要参数如表1。
3.2 液环压缩机设计参数及选型
(1)为节约成本提高效率,采用锥式进气口结构的液环压缩机。(2)选用55%浓度的乙二醇水溶液作为液环密封冷却液,通过特殊喷嘴喷入压缩机壳体,与被压缩气体一起将热量带出,通过循环水冷却器实现密封冷却液的温度控制,密封冷却液闭路循环使用。(3)根据工艺需要将压缩机额定流量适当提高。(4)压缩机密封采用背靠背双级机械密封。(5)通过与制造厂NASH进行设备选型及设计核算,设备型号及参数如表2。(6)流程图如图1所示。
4 更新改造效果
乙烯回收液环压缩机更新改造安装后,试车运转正常,各项参数符合设计要求,设备已连续无故障运行1年以上,彻底摆脱了原设备2个月就要检修一次的状况,工艺操作稳定,正常生产无物料排放火炬。
5 液环压缩机与原罗茨压缩机经济效益对比分析
5.1 转子、密封每年备件费用
罗茨压缩机:15000元/次×6次=240000元;
液环压缩机:15000元/次×1次=15000元。
5.2 每年检修费用
罗茨压缩机:10000元/次×6次=60000元;液环压缩机: 10000元/次×1次=10000元。
5.3 每年检修物料排放火炬费用
罗茨压缩机:0.35吨/小时×12小时/次×6次×5000元/吨=126000元;
液环压缩机:0.35吨/小时×6小时/次×1次×5000元/吨 =10500元。
5.4 原设备能力不足间断物料排放火炬费用
0.1吨/小时×5000小时/年×5000元/吨=2500000元。
5.5 新购液环压缩机组费用为420000元
分析得出乙烯回收压缩机更新改造经济效益明显,每年可实现节约创效289万元,降耗增效显著,投资回报率高,既解决了设备频繁故障检修的问题,又提高了压缩机的操作弹性,避免了物料排放火炬损失,保证了装置的安全平稳运行。
6 结语
通过特殊喷嘴的设计,选用55%乙二醇水溶液作为液环压缩机的密封冷却液,完成了乙烯回收压缩机的更新改造,液环压缩机运转状态良好,实现了长周期无故障运行,达到了预期效果,彻底解决了原压缩机故障率高、能力不足的问题,为装置安稳长满优运行提供了坚实保障,创造了可观的经济效益。
TQ221
A
1671-0711(2017)09(上)-0092-02
猜你喜欢
水泵技术(2022年1期)2023-01-14
汽车维护与修理(2021年19期)2021-04-14
石油化工技术与经济(2021年4期)2021-01-13
化工设计通讯(2021年10期)2021-01-07
汽车维护与修理(2020年11期)2020-12-04
看世界(2019年17期)2019-08-26
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
儿童故事画报·发现号趣味百科(2014年1期)2014-03-31
汽车与新动力(2014年3期)2014-02-27
