高压PFF103/105气井闸阀入库检验泄漏原因分析
2017-09-16 06:55刘小齐陈安德
石油工业技术监督 2017年8期
刘小齐,陈安德
中国石油长庆油田分公司技术监测中心(陕西西安710018)
高压PFF103/105气井闸阀入库检验泄漏原因分析
刘小齐,陈安德
中国石油长庆油田分公司技术监测中心(陕西西安710018)
阐述了PFF103/105高压气井闸阀设计结构,入库检验项目、方法及标准,针对PFF103/105闸阀在静水压本体强度试验过程中出现上下阀盖泄漏和密封试验漏失原因进行了分析。并提出改进措施:同一只阀门采用同炉号材质螺栓,避免机械性能的差异;调整螺栓紧固工艺,使螺栓分配载荷均匀;选用高质量O型橡胶圈;生产厂家强化质量把关管理。
气井闸阀;入库检验;泄漏原因分析
在石油天然气行业,高压气井整体式平板闸阀、楔形闸阀及节流阀3种类型阀门应用较多。中国石油长庆油田分公司每年新采购高压气井阀门在1 000只以上,主要以PFF65/70、XFF65/70及JFK65/70型号公称压力70 MPa的阀门为主,而PFF103/105类型高压力大口径的平板闸阀采购量较少,根据近3年采购情况来看,年平均采购量不到15只。由于采购量少,生产厂家不能形成批量生产,重视度不够,因而在装备工艺、配件选择及出厂检验等细微环节把关不严密,导致入库检验合格率不高。在检验过程中易出现压降过大、泄漏等常见问题。
1 闸阀结构介绍
1.1 闸阀结构介绍
闸阀是指关闭件(闸板)沿通道轴线的垂直方向移动的阀门,由阀体、阀座、阀杆、闸板、手轮等部件组成,主要作为切断介质用,即全开或全闭使用,一般不可作为节流使用。
1.2 PFF103/105闸阀性能参数介绍
根据采购合同和技术协议要求,本批次入库检验的闸阀是公称压力为105 MPa、公称通径103 mm、使用温度范围-46~121℃、无限级抗硫的一种PFF103/105高压气井阀门,具体技术参数见表1。
2 入库检验项目、方法及标准介绍
高压气井闸阀检验依据为标准GB/T 22513—2013《石油天然气工业钻井和采油设备井口装置和采油树》[1]、采购合同、技术协议及相关的企业规章制度,根据依据分别对其资料、外观、结构尺寸、承压及阀体材质进行检验,具体PFF103/105闸阀检验项目、方法及标准见表2。
3 PFF103/105闸阀入库检验
PFF103/105闸阀是依据GB/T 22513—2013标准,按照高压气井阀门检验流程及操作要求实施,对本批次19只阀门资料、外观、结构尺寸及本体材质进行抽检,检验结果均符合标准要求,但在逐台压力试验过程中,本体静水压试验出现上下阀盖明显漏失和阀座静水压密封试验压降过大现象。
3.1 本体静水压试验
按照GB/T 22513—2013中7.4.9规定,PFF103/105闸阀本体静水压试验压力是额定压力的1.5倍(157 MPa),试验介质为水,第一阶段保压期为3 min,第二阶段保压期为15 min。在实际检验过程中,第一阶段当压力升高到130~150 MPa时阀盖出现漏水现象[2],此批阀门共有5只出现类似问题,占同规格阀门的26.32%,不合格率较高,给予退厂处理。

表1 PFF103/105闸阀技术参数
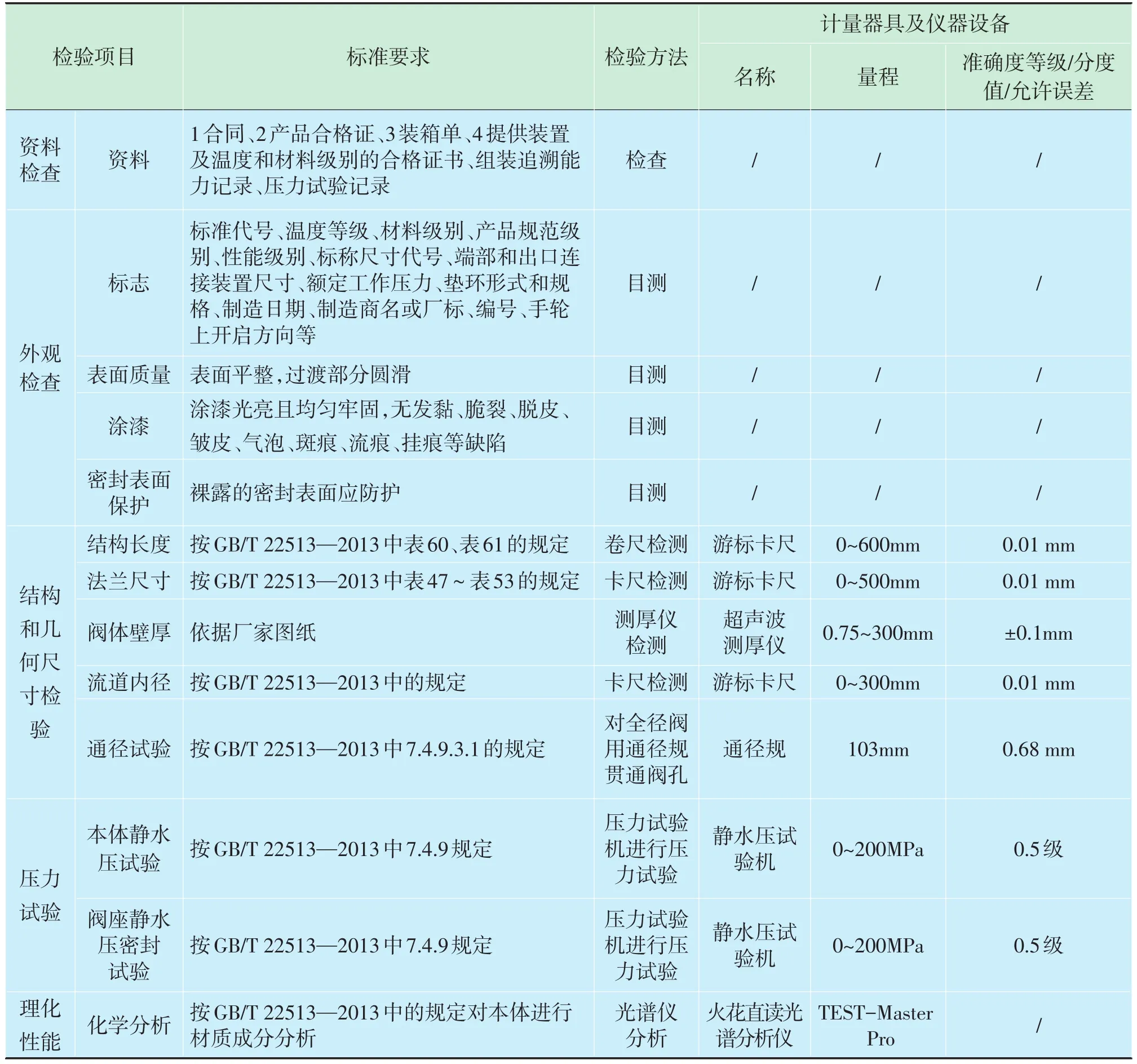
表2 PFF103/105闸阀检验项目、标准及方法
3.2 阀座静水压密封试验
按照GB/T 22513-2013中7.4.9规定,PFF103/ 105闸阀阀座静水压密封试验分左右密封三阶段保压期检验,分别保压期为3、15、15 min,检验压力为额定压力(105 MPa),试验介质为水。在试验过程中,一侧进行缓慢升压,另一侧通大气,当压力达到65~105 MPa时另一侧阀腔内出现大量试验介质,试验压力升压速率明显降低[3](图1、图2),直至试验设备自动检测到大量泄漏自动泄压,这足以说明阀座静水压密封试验存在明显渗漏,判断检验不合格。
图1 阀座静水压密封试验截图
4 漏失原因分析及整改措施
结合阀门设计结构、选用材质及相关的出厂资料,从上下阀盖紧固螺栓的材质、扭矩、硬度、紧固工艺及密封件的强度等方面入手逐步分析[4],找出了漏失的原因并给予整改。

图2 阀腔内出现大量试验介质截图
4.1 螺柱材质分析
对同一只阀门紧固阀盖的16条螺柱进行材质检测,检测结果见表3。
从表3可以看出,16条螺柱的材质成分略有不同,但都符合42CrMo材质的要求,但是在对原始资料查询过程中发现16条螺栓原材料不属于同一厂家同一炉号出产的产品,因而在抗拉强度、屈服强度、伸长率、冲击功等方面也略有区别[5]。因此在157 MPa以上高压力的检验过程中,螺柱螺母的滑脱性能也有差别,是导致阀盖漏失的原因之一。
4.2 扭矩分析
大多情况下的泄漏,不是阀盖螺栓紧固力不够而是预紧力不均匀。对其中检验漏失的2只PFF103/105闸阀的上下阀盖32条螺栓进行了扭矩检测,检测结果见表4。
从表4可看出,实际扭矩基本接近设计值的1 420 N·m,但紧固上下阀盖的8条螺栓的扭矩都分别不同,最大与最小值相差338 N·m,远远超过ASME规定相差±10%误差的规定,可见紧固均衡度不够。在对组装工艺追溯中发现,员工用敲击扳手或风炮凭借经验实施,偏载问题较严重,无法做到同时同紧力多点对称紧固。且生产厂家在出厂加压检验后,未对阀门紧固螺栓再次进行检查、紧固,特别是螺栓在高强度加压下会发生一定变形,因而导致螺栓有轻微松动。

表3 螺柱材质检测结果统计表/%
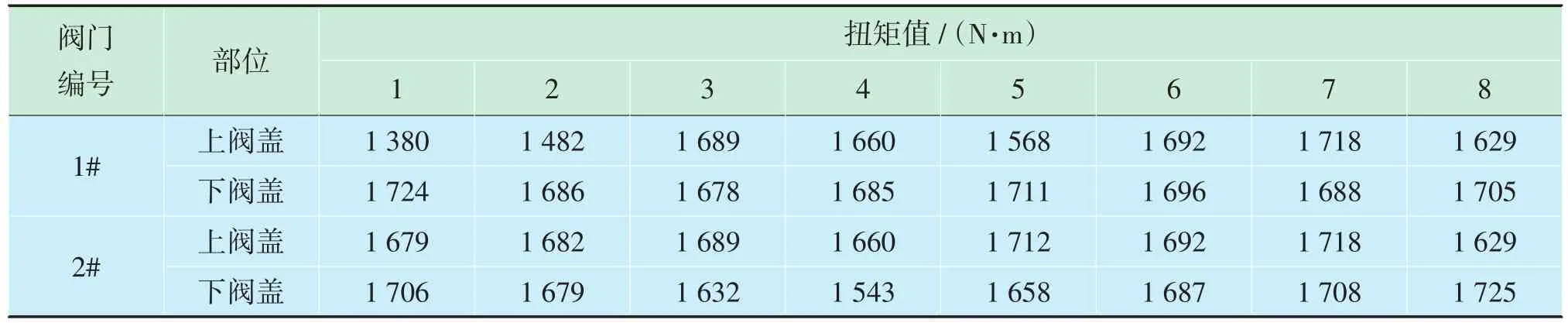
表4 扭矩检测结果统计表
4.3 螺栓硬度分析
为了进一步检验螺栓性能的差异,对上下阀盖紧固螺栓分别进行了硬度检测,检测结果见表5。
根据表5螺栓硬度检测数据来看,每条螺栓硬度都符合GB/T 3098.1—2010《紧固件机械性能螺栓、螺钉和螺柱》布氏硬度在245~316 HB之间的要求。
4.4 螺栓螺纹分析
阀盖紧固螺栓选用强度等级8.8,规格M36 mm× 3 mm×173 mm螺柱及M36 mm×3 mm螺母,材质分

表5 硬度检测结果统计表
别为42CrMo和45#钢。用M36mm×3mm的环规和塞规进行检测,其螺距、啮合度、螺纹长度等指标符合要求。
4.5 阀座静水压密封漏失分析
根据PFF103/105闸阀结构设计,并结合阀门检验经验,阀座静水压密封漏失的原因主要从闸板是否有划痕、阀座密封O型圈是否破损、波形弹簧是否变形等方面分析。在对所有密封漏失的阀门进行解体结果来看,发现闸板无划痕、波形弹簧完好,但密封O型橡胶圈破损较多(O型圈材质是氢化丁腈橡胶)。因而,可以肯定O型橡胶圈破损是导致此批阀门阀座静水压密封漏失的主要原因。同时也对使用的Φ112 mm×Φ3.55 mm的同批次O型橡胶圈进行了质量溯源,发现该批密封件的储存时间已经大于1年,根据密封件生产厂家质保书来看,已经过了储存期限,可能存在老化现象,因而对2组O型橡胶圈拉伸强度、伸长率及邵氏硬度进行了检测,检测结果见表6。

表6 O型橡胶圈性能检测结果统计表
从表6可看出,本批次阀门使用的O型橡胶圈的拉伸强度、伸长率及邵氏硬度达不到标准要求,测量值都超出出厂时的标准值。对本批次阀门O型橡胶圈重新更换性能更好的O型橡胶圈,再次进行试压检验,实际压降控制在0.4~1 MPa之间,无可见泄漏。
5 结论及建议
综上分析,导致阀门上下阀盖泄漏的主要原因是螺栓所用材料不是同一炉号的原材料,管理工艺过程存在漏洞,螺栓紧固力不均匀;导致阀座静水压密封漏失的主要原因是阀门选用O型橡胶圈质量不高。根据以上原因采取对应的措施,首先同一只阀门采用同炉号材质螺栓,避免机械性能的差异;二是调整螺栓紧固工艺,用扭矩扳手或风炮多点对称同步锁紧,使螺栓分配载荷均匀,有效避免螺栓紧固时偏载情况出现;三是选用高质量O型橡胶圈,避免O型橡胶圈在高压下再次破损;四是生产厂家强化质量把关管理。通过以上整改措施,最终解决了该批次阀门在入库检验过程泄漏的问题。
[1]全国石油钻采设备和工具标准化技术委员会.石油天然气工业钻井和采油设备井口装置和采油树:GB/T 22513—2013[S].北京:中国标准出版社,2014.
[2]辜志宏,彭慧琴,徐云喜,等.井口装置和采油树PR2性能鉴定试验研究[J].石油机械,2012,40(4):79-82.
[3]邓金先,周思柱,李树林,等.浅谈高压阀门的PR2级性能鉴定试验[J].科技信息,2012(4):55-56.
[4]张汉林,张清双,胡远银.阀门手册--使用与维修[M].北京:化学工业出版社,2013.
[5]全国紧固件标准化技术委员会.紧固件机械性能螺栓、螺钉和螺柱:GB/T 3098.1—2010[S].北京:中国标准出版社, 2011.
The structure and the items,method and standard for warehousing inspection of high-pressure gas well gate valve PFF103/ 105 are expounded,and the leakage causes of its upper valve cap and lower valve cap in hydrostatic strength test and sealing test are analyzed.Some improvement measures were proposed:the same valve using the bolts whose material is the same furnace number to avoid their difference in mechanical performance;sdjusting the bolt fastening technology to make the load of the bolts distribute equally;using high quality O rubber ring;manufacturer strengthening quality control.
gas well gate valve;warehousing inspection;leakage cause analysis
2017-05-11
刘小齐(1981-),男,工程师,现主要从事阀门质量检验工作。
猜你喜欢
橡塑技术与装备(2022年11期)2022-11-08
中国纤检(2022年8期)2022-09-22
橡塑技术与装备(2022年9期)2022-09-05
纺织标准与质量(2022年2期)2022-07-12
隧道建设(中英文)(2022年3期)2022-04-20
科学技术创新(2021年17期)2021-06-29
质量技术监督研究(2019年1期)2019-04-25
橡塑技术与装备(2018年17期)2018-09-01
世界有色金属(2018年10期)2018-08-05
爆炸与冲击(2017年3期)2017-06-07