在碳纤维复合材料中的电磁铆接技术浅析
2017-09-14 06:48:28中国电子科技集团公司第三十八研究所王呈顺
电子世界 2017年17期
中国电子科技集团公司第三十八研究所 王呈顺
在碳纤维复合材料中的电磁铆接技术浅析
中国电子科技集团公司第三十八研究所 王呈顺
研究了高模量碳纤维复合材料结构的电磁铆接工艺。通过试验确定了铆钉延伸和钉孔间隙等工艺参数。给出了铆接复合结构垫片的几何尺寸,提出了合理的镦头尺寸。强度试验和损伤试验表明,电磁铆接可以代替螺栓连接,成功地铆接高模量碳纤维复合材料。
复合材料;电磁铆接;高模量;强度
1. 电磁铆接工艺研究
1.1 镦头尺寸设计
当复合结构的铆接,镦头直径为1.4±0.10,与镦头高度为0.5~0.65d。高模量碳纤维复合材料的脆性增加,更容易发生挤压破坏,所以镦头不宜过大。金属结构的铆接和考虑层压材料强度低、镦头尺寸可以初步设计为高度不小于0.4d和大约1.3的直径。强度试验表明,当掘进直径1.2d,可以充分满足结构强度的要求。因此,建议对镦头的直径应该是1.2和1.3d之间。
1.2 垫圈几何构形设计
观察了镦头的形成和垫圈的变形。垫片的厚度为0.6mm,0.8mm和1.0mm。实验结果表明,无垫圈或0.6mm垫圈,全进入复合材料,造成复合材料的严重损伤;采用0.8mm厚的钛合金和不锈钢垫圈,直径3.0mm铆钉没有发现复合材料的损害,3.5mm和4.0mm铆钉的直径部分明显膨胀和挤压垫片复合材料;厚1.0mm钛合金垫片,无垫圈进入复合材料,采用1.0mm厚的不锈钢垫圈,不锈钢铆钉铆接的复合材料将出现一定程度的损伤。主要是因为不锈钢强度较低,垫圈不能充分限制铆钉的膨胀。因此尽量使用强度较高的钛合金垫片。
1.3 钉孔间隙选择
钉孔间隙的选择必须保证钉棒在铆接过程中的膨胀不会对复合材料造成损伤。当接头干扰量为2时,接头的挤压强度可提高8~10,碳纤维环氧复合材料的最佳干扰量约为2。X射线检查表明,这种干扰不会对孔壁造成重大损害,因此在选择钉子间隙时不需要超过2的干扰。复合材料的抗折性能较差。为了防止安装损坏,钉子和孔之间的间隙必须大于钉子之间的间隙。为3.0mm,3.5mm,4.0mm3铆钉、选中螺栓孔间隙0.2mm,0.3mm,0.4mm铆接。结果表明,当钉孔间隙为0.2mm,发现在重大损害复合板中有一部分是螺杆膨胀钉孔隙口损坏;当钉孔间隙为0.3mm时,个别接头的干涉量大于2%;当钉孔间隙为0.4mm时接头的干涉量一般不会大于2%,铆接质量好。当螺栓与孔之间的间隙进一步增大时,铆钉容易歪斜,影响铆接质量。因此,建议螺栓之间差距从0.3至0.4mm,和较小直径的铆钉应考虑。直径较小的铆钉,钉孔间隙可取下限,直径较大的铆钉,钉孔间隙可取上限。
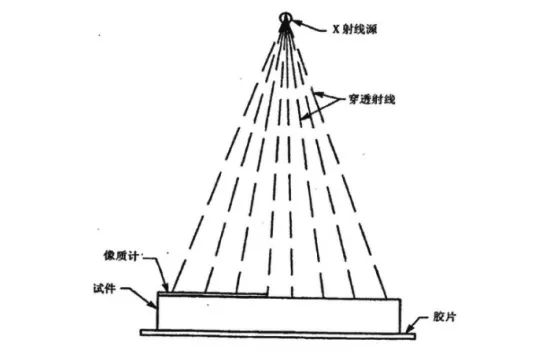
图1 射线探伤原理图
2. 射线检测
检测方法是通过使用辐射穿过物体发生辐射能量吸收,通过测量材料的X射线吸收找到缺陷,薄膜设备记录信息的无损检测方法。被测物体放在从X射线装置500~1000mm的位置,薄膜贴在后面的标本,让光线合适的时间(几分钟到几十分钟)曝光。在黑暗中显影、定影、干燥的曝光。干膜在胶片上观察灯在屏幕上按观察、胶片密度和图像来确定缺陷的类型、大小和数量,然后根据现行标准对缺陷进行分级(见图1)。
测试结果是直接记录胶片的,因为胶片记录的信息非常丰富,而且可以保存很长时间,使各种射线照相无损检测方法记录在最真实、最直观、最好的检测跟踪方法。可以得到缺陷投影图像,缺陷在定性和定量上是最准确的。
3. 强度试验
抗剪强度和抗拉强度试验方法参照GJB715。单剪和拉脱的两种形式,根据实际轴承圆柱结构,样品的铝合金板和复合材料,分别为3.2mm和2.5mm厚。螺栓和铆钉材料为不锈钢。铆钉垫圈TC4,内径为4.1~4.2mm,外径9mm,和厚度为1mm。根据产品的技术规格,螺母的拧紧力矩为2.5nm,垫片两侧。铆接工艺参数选择试验,铆接电压为2000V,与销杆延伸约1.2d。我们可以看到,抗拉强度略低于铆接螺钉连接的抗拉强度,当头部直径为1.2时的初始强度和最大强度分别降低了6.3和9.2%以上的螺栓连接,当头部直径大于1.3,铆接的初始强度和最大破坏强度低。螺栓连接两侧都有垫圈,铆接仅为单面垫圈,除估计头部尺寸较大外,复合材料可能有一定的冲击损伤、抗拉强度。因此,要保证抗拉强度高,头部尺寸应小于1.3d。
4. 损伤检测实验
由于受冲击载荷、钉杆过度膨胀或不均匀膨胀,可能会导致复合材料的压缩失效或脱层失效。电磁铆接能否应用到高模量碳纤维复合材料的结构中,关键是保证复合材料在铆接过程中不受损伤。使用X线摄影检查。铆钉根据选定的工艺参数,在3.3 ~ 3.4mm铆钉直径、垫片材料TC4,外直径7mm,直径3.1mm,厚1mm。然后将铣头和机头从铣床上铣削下来。试样中有4个铆钉孔。孔1号和2号是原始孔没有铆钉。孔3号将用来去除钉子头和镦头。孔4号整个铆钉将被去除,当铆钉被取下时,在孔4处故意造成一些损伤以测试这种方法的效果。用放大镜检查试样,发现孔1、2和3有很小的劈裂损伤。根据复合材料孔的质量标准,其宽度小于0.4mm的劈裂破坏和宽度小于1.3mm不会影响接头质量。从X光照片可以看到4号孔的可见损伤,表明该方法能够探测复合损伤。看到的照片也可以看到铆接孔1号2号3号铆接孔形成的损伤,由于损伤较小可以认为在孔制作中产生,但损伤尺寸远小于规定的标准尺寸,即深度0.25mm,宽度0.33mm,不超过1 / 4孔的周长长度限制。此外,从照片中可以看出,受损接头的尺寸和初始孔的损伤尺寸没有明显变化,说明电磁铆接不会造成明显的损伤和损伤。因此,电磁铆接可用于组合结构的铆接。
[1]刘萍.干涉对复合材料叠层板螺栓连接疲劳强度的影响[J].航空学报,2014,12.
[2]曹增强.碳纤维复合材料结构的应力波铆接实验研究[J].机械科学与技术,2015,4.
[3]航空航天工业部科学技术研究院编.复合材料结构设计手册[M].北京:航空工业出版社,2015.
王呈顺(1970-),山东人,雷达装配高级工,主要从事无人机装配技术研究。
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11 23:23:31
电站辅机(2021年2期)2021-08-19 00:33:16
装备制造技术(2020年2期)2020-12-14 03:09:30
设备管理与维修(2019年12期)2019-02-18 00:51:40
化肥设计(2018年2期)2018-05-18 12:23:17
防爆电机(2016年5期)2016-11-19 05:10:22
工业设计(2016年8期)2016-04-16 02:43:37
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
橡胶工业(2015年8期)2015-07-29 09:22:46
锻压装备与制造技术(2015年2期)2015-06-26 09:00:24