Ni-Ti基合金机械气密封装方法研究
2017-09-12 03:39:42海洋
电子元件与材料 2017年9期
海 洋
(中国电子科技集团公司第十研究所,四川 成都 610036)
研究与试制
Ni-Ti基合金机械气密封装方法研究
海 洋
(中国电子科技集团公司第十研究所,四川 成都 610036)
研究发现Ni-Ti合金能够在电子组件机械气密封装领域发挥重要作用。为此,开展了某型Ni-Ti基合金机械气密封装方法研究,并在行业内首次设计了Ni-Ti基合金机械气密封装结构,该结构包含某型Ni-Ti基合金环、销钉柱和腔体壁。通过开展厚度分别为2.0,1.5,1.0,0.5和0.25 mm腔体壁的Ni-Ti基合金样件气密封装和环境试验验证后,表明:基于Ni-Ti基合金的机械气密封装方法切实可行,工艺实现难度不大。其中,腔体壁厚为0.5 mm和0.25 mm的销钉柱气密性最容易满足GJB548B—2005的验收要求,且成品率可达100%。
Ni-Ti基合金;机械气密封装;合金环;方法;热处理;电子封装
迄今为止,已发现具有“热缩冷胀”效应的合金有数十种之多,其中具有应用前景的主要有:Ni-Ti基合金、铜基合金、Fe-Mn-Si基合金。Ni-Ti基合金兼具强度高、耐腐蚀、耐疲劳、和生物相容性优良、恢复加热温度低于100 ℃等优点,因此在机械、化工、交通运输、日常生活品等多个领域已得到应用[1-4],例如工作压力34.3 MPa以下的管路系统[5-9]、自适应技术研究[10-14]等。
工程上,微波组件的设计和工艺除了要实现接插件和腔体气密外,还需要解决螺钉装配后的密封问题。而现有在螺钉四周加密封垫圈或灌封胶等方式,只能在短期内保障组件的水密或气密,但在高温高湿的作用下,组件的长期密封性能得不到保障,进而威胁军用电子产品的可靠性。这一突出的技术问题目前已成为制约微波组件气密封装的瓶颈。因此,必须找出有效的方法,以解决诸如螺钉等机械气密封装难题。为此,本文应用了一种新材料—Ni-Ti基合金,并创新性地设计了一种机械密封结构,利用“热缩冷胀”原理,通过Ni-Ti基合金环挤压销钉柱以实现气密封装。该研究在行业内尚属首次。
选用Ni-Ti基合金作为研究对象,通过机械加工成型,开展厚度分别为2.0,1.5,1.0,0.5和0.25 mm腔体壁的 Ni-Ti基合金样件气密封装试验,结果表明:在Ni-Ti基合金环的强收缩下,腔体壁必须足够薄,才能被合金环收紧,从而达到气密效果。但腔体壁不能太薄,以免强度不够而造成失效。所以腔体壁厚和合金环尺寸配比是技术能否成功的关键。参照GJB150.5A—2009和GJB150.16A—2009,对封装好的样件做了温冲和振动环境试验,试验表明:壁厚分别为0.5 mm和0.25 mm腔体壁的Ni-Ti基合金样件满足强度要求,同时参照GJB548B—2005对样件进行气密检测,检测结果满足GJB548B—2005关于特定密封体积漏率<10–7(Pa·m3)/s的要求,说明该机械气密封装方法切实可行,且成品率可达100%。
1 设计方案
根据销钉柱密封的基本原理,以及实际密封的腔体热膨胀系数与Ni-Ti基合金之间的关系,设计了两种连接方案。
1)腔体材料热膨胀系数大于等于Ni-Ti基合金的方案。
简单的方案是直接采用单一的胀柱,即图1的方式。加热后,胀柱恢复,使腔体产生弹性变形,实现机械密封。当腔体热膨胀系数大于Ni-Ti基合金时,加热后冷却时腔体的收缩大于胀柱,密封性能会增加。当温度再次升高到某一温度时,密封恢复到加热后的水平。考虑循环时可能会引入塑性变形,密封会有降低,需要做多次循环后的密封性能测试。
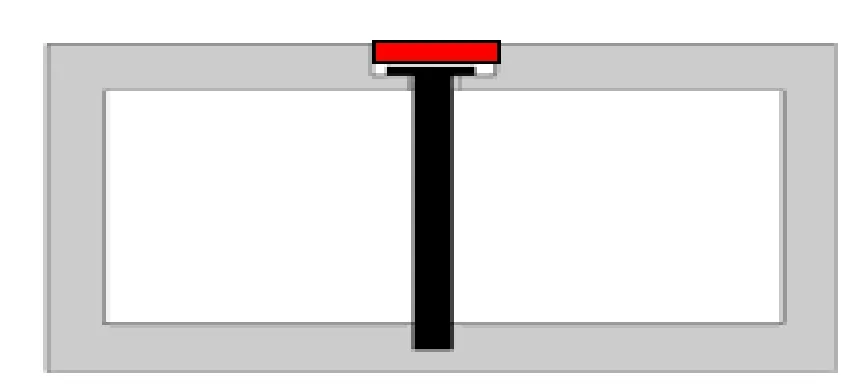
图1 腔体热膨胀系数大于等于Ni-Ti基合金的方案Fig.1 Scheme of cavity CTE greater than or equal to Ni-Ti alloys
2)腔体材料热膨胀系数小于Ni-Ti基合金的方案。
当腔体热膨胀系数小于Ni-Ti基合金时,加热后冷却时腔体的收缩小于胀柱,密封性能会下降甚至在某个温度以下失效,不能采用图1的简单方案。必须采用Ni-Ti基合金环和销钉柱密封的组合方式,见图2。销钉柱可以选择与盖板相同或热、机械特性相近的材料。冷热循环过程中,销钉柱与腔体的收缩和膨胀一致,密封性能不发生改变。

图2 腔体热膨胀系数小于Ni-Ti基合金的方案Fig.2 Scheme of Ni-Ti alloys greater than cavity CTE
根据以上两种方案,并鉴于研究的对象为热膨胀系数小于Ni-Ti基合金的铝合金材料,所以确定第二方案实施研究。
2 样件设计及加工
由于 Ni-Ti基合金气密封装主要依靠部件之间的壁面摩擦来实现的,所以要求Ni-Ti基合金封装结构设计必须合理,且完成加工后的装配精度要高,这无疑增加了研究难度。然而,通过探索和研究,实现了图3所示的Ni-Ti基合金的气密封装结构设计,而该封装结构的尺寸具体是由Ni-Ti合金环的尺寸来决定的,如图4所示。
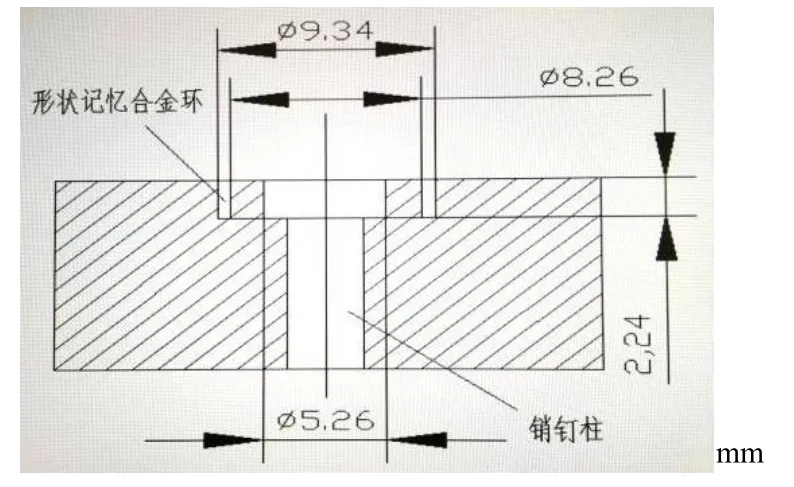
图3 Ni-Ti基合金气密封装结构Fig.3 Hermetic packaging structure based on Ni-Ti alloys

图4 封装样件(总体尺寸:34 mm×34 mm×20 mm)Fig.4 Package samples
3 试验
3.1 封装
试验目的:探索合金环、腔体壁与销钉柱的尺寸配比,找出合适的尺寸,确保封装后的气密达到GJB548B的要求。
工艺条件:安装 Ni-Ti基合金环和销钉柱到图 5中指定位置,然后将样件放入烘箱内,设定某一温度值。当温度达到该温度值时,Ni-Ti基合金环收缩,压缩图中腔体壁,从而挤压销钉柱,最终实现气密封装。

图5 Ni-Ti基合金封装样件Fig.5 Package sample based on Ni-Ti alloy
经过多次试验,最终确定了合金环和销钉柱的尺寸。通过优化腔体壁厚,找出了最合理的气密封装结构,随后进行了相关密封试验,并参照GJB548B—2005方法1014.2《密封》3.2.5失效判据(漏率<10–7(Pa·m3)/s视为满足要求),对封装后的样件进行氦质谱检漏(充氦加压时间:4 h,压力0.3 MPa),检漏合格的即满足成品率要求。试验结果如表1所示。
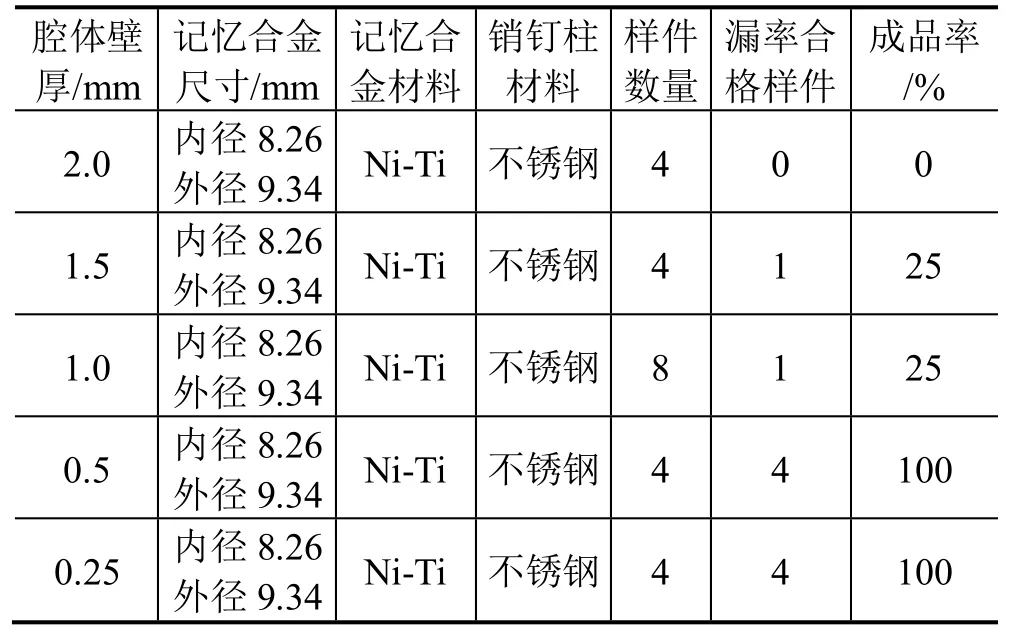
表1 腔体不同壁厚样件的成品率Tab.1 Yields of different cavity wall thicknesses
试验结果显示:腔体壁厚度为2 mm的封装样件气密均达不到GJB548B的要求,即成品率为0,这是因为当腔体壁厚为2 mm时,Ni-Ti合金环收缩产生的压力不足以使腔体壁产生足够的形变,从而将销钉柱紧紧挤压以实现气密。因此,这意味着:当腔体壁厚大于等于2 mm时,是不能满足气密封装要求的。而当壁厚为1.5 mm和1 mm时,Ni-Ti合金环收缩产生的压力会随机性地满足气密封装要求,因而成品率极低,仅有 25%。这种随机性的结果很可能跟腔体壁面和 Ni-Ti合金环的表面加工精度有较大的关系。当腔体壁厚分别为0.5 mm和0.25 mm时,Ni-Ti合金环收缩产生的压力足以使腔体壁产生足够的变形,并将销钉柱强烈挤压,从而实现气密。因此,这两种尺寸的样件成品率可达100%。实际使用时,推荐腔体壁厚分别为 0.5 mm和 0.25 mm两种尺寸的设计结构。
3.2 验证试验
试验样件:腔体壁厚分别为0.5 mm和0.25 mm的样件各1套。如图6所示。

图6 环境试验样件Fig.6 Test samples of evironment
(a) 温度冲击试验
试验温度:–55~ +85 ℃;
试验温度保持时间:1 h或直至试验样品达到温度稳定;
转换时间:不大于5 min;
循环次数:10次
试验方法按GJB150.5A—2009规定执行
(b) 机载振动试验
试验条件:x、y、z方向各1 h。
振动试验谱值见表2所示。
试验方法按GJB150.16A—2009规定执行。
环境试验后的检漏结果显示:经过温冲和振动试验后的样件,参照GJB548B—2005标准中方法第1014.2《密封》,3.2.5的失效判据,测得样件的气密指标没有实质性变化,仍能满足上述漏率<10–7(Pa·m3)/s的要求,说明该机械气密封装方法稳定可靠,能够满足环境适应性要求。

表2 振动试验谱值Tab.2 Vibration test spectrum values
4 结论
将 Ni-Ti基合金材料用于组件的气密封装结构中,并创新性地设计了某型Ni-Ti基合金机械气密封装结构,通过各项试验证明了该Ni-Ti基合金机械气密封装方法切实可行,工艺实现难度不大,且能够满足特定环境的使用要求。
另外,通过开展厚度分别为2.0,1.5,1.0,0.5和0.25 mm腔体壁的Ni-Ti基合金样件气密封装试验,表明在Ni-Ti基合金环的强收缩下,腔体壁必须足够薄,才能被收紧,从而达到气密效果。但腔体壁不能太薄,以免强度不够而造成失效,所以腔体壁厚和 Ni-Ti基合金环尺寸配比是技术能否成功实现的关键。因此,推荐腔体壁厚度分别为0.5 mm和0.25 mm的两种结构形式。
[1] OTSUKA K, WAYMAN C M. Shape memory materials [M]. England: Cambridge University Press, 1999.
[2] ZHAO Y, TAYA M, KANG Y, et al. Compression behavior of porous NiTi shape memory alloy [J]. Acta Mater, 2005, 53(2): 337-343.
[3] BANSIDDHI A, SARGEANT T D, STUPP S I, et al. Porous NiTi for bone implants: a review [J]. Acta Biomater, 2008, 4: 773-782.
[4] GUO Z H, RONG Y H, CHEN S P, et al. Investigation of martensitic nucleation mechanism in Fe-Mn-Si shape memory alloys [J]. J Chin Electronmicrosc Soc, 1998, 17(1): 5-6.
[5] TABESH M, ROHMER J, BOYD J G. Design of a multiple-actuation shape memory alloy pipe coupler: material development and characterization [C]//Asme International Mechanical Engineering Congress & Exposition. Houston, Texas, USA: The Conference Organizer, 2012, 1683-1694.
[6] DRUKER A V, ESQUIVEL I, PEROTTI A, et al. Optimization of Fe-15Mn-5Si-9Cr-5Ni shape memory alloy for pipe and shaft couplings [J]. J Mater Eng Perform, 2014, 23(7): 2732-2737.
[7] DRUKER A V, PEROTTI A, ESQUIVEL I, et al. A manufacturing process for shaft and pipe couplings of Fe-Mn-Si-Ni-Cr shape memory alloys [J]. Mater Des, 2014, 56(4): 878-888.
[8] 欧洲战斗机用形状记忆合金 [J]. 航空周刊, 2000, 26: 15-16.
[9] LIU J W, OUYANG Z P, LU S Q, et al. Research basis of NiTi-based shape memory alloy pipe coupling [J]. Appl Mech Mater, 2014, 687: 4351-4354.
[10] 李俊寿. 新材料概论 [M]. 北京: 国防工业出版社, 2004.
[11] 陈文峻. 几种气动热弹性设计方法 [J]. 战术导弹技术, 2001(5): 31-39.
[12] 程秀兰, 蔡炳初, 徐东, 等. 形状记忆合金驱动的微执行器 [J]. 功能材料与器件学报, 2002(9): 319-324.
[13] 李明东, 马培荪, 马建旭, 等. 形状记忆合金驱动器驱动方式研究 [J]. 机械设计与研究, 1999(3): 27-29.
[14] 王利, 李培英, 牛晓东, 等. 形状记忆合金弹道修正自适应技术研究 [J]. 弹箭与制导学报, 2006(3): 160-161.
(编辑:陈渝生)
Study of mechanical hermetic encapsulation method of Ni-Ti alloys
HAI Yang
(No.10 Research Institute, China Electronic Technology Group Corporation, Chengdu 610036, China)
Recent studies show that Ni-Ti alloys play an important role in the field of electronic components mechanical hermetic packaging (MHP). For this purpose, the study of MHP method of Ni-Ti alloys was discussed. An innovative design based on a certain type of Ni-Ti alloys was proposed. It includes a certain type Ni-Ti alloy ring, stainless steel column and cavity wall. Process tests and environment tests on cavity wall samples of the thickness with 2.0, 1.5, 1.0, 0.5 and 0.25 mm were conducted. Results show that MHP method based on Ni-Ti alloy is feasible and the implement of this technology is not difficult. Thicknesses of 0.5 mm and 0.25 mm cavity hermeticity is be easily to meet the criteria of GJB548B—2005, and the rate of finished products can be reached 100%.
Ni-Ti alloys; mechanical hermetic encapsulation (MHP); alloy ring; method; heat-treatment; electronic package
10.14106/j.cnki.1001-2028.2017.09.005
TN605
A
1001-2028(2017)09-0022-04
2017-05-05
海洋(1984-),男,河南洛阳人,工程师,硕士,主要从事微波毫米波组件封装技术研究,E-mail: hylx007@163.com 。
时间:2017-08-28 11:08
http://kns.cnki.net/kcms/detail/51.1241.TN.20170828.1108.005.html
猜你喜欢
船舶标准化工程师(2023年5期)2023-10-18 04:52:40
中国铁路(2022年8期)2022-09-22 02:41:24
轻兵器(2022年3期)2022-03-21 08:37:28
上海大中型电机(2021年2期)2021-07-21 03:01:42
南方农业学报(2020年10期)2020-01-21 15:36:41
中国临床医学影像杂志(2019年2期)2019-04-25 06:15:50
中国自行车(2018年7期)2018-08-14 01:52:56
机械制造文摘(焊接分册)(2018年3期)2018-08-08 02:11:02
橡胶科技(2018年7期)2018-02-16 23:46:02
大连海洋大学学报(2015年2期)2016-01-26 07:44:38