
醋酸和丙酸分离工艺过程设计模拟
2017-09-12 09:41杨利利
石油化工应用 2017年8期
杨利利
(宁夏公路勘察设计院有限责任公司环保中心,宁夏银川 750001)
醋酸和丙酸分离工艺过程设计模拟
杨利利
(宁夏公路勘察设计院有限责任公司环保中心,宁夏银川 750001)
采用Aspen流程模拟软件对醋酸废液中的醋酸、丙酸进行分离流程模拟设计,计算结果表明蒸发-精馏分离醋酸、丙酸方案可行,回收丙酸纯度达到99.6%,收率达到98.82%。
Aspen流程模拟软件;分离工艺;设计模拟
在甲醇羰基化合成醋酸工艺中[1],会产生一股精馏废液,其中丙酸质量分数达70%左右,醋酸含量20%左右,焦油和盐10%左右。目前厂家处理方法有两种:(1)将废液与天然气伴烧排放,此法缺点是不利于环保,经济效益差,如果交给危废处理公司要缴纳高额处理费;(2)将此部分废液廉价外售。由于废液中含有70%丙酸,而丙酸是一种重要的有机化工原料,因此对此部分废液中的丙酸进行有效回收利用是一种更好的选择。目前回收丙酸的流程有双塔精馏,从效果来看,焦油和盐对塔的堵塞是这一流程的弊端。因此本文旨在通过蒸发-精馏系统设计来实现丙酸的分离,并解决焦油和盐堵塞塔的问题,并通过Aspen模拟软件对流程进行验证。
Aspen是基于稳态化工模拟,优化灵敏度分析和经济评价的大型化工流程模拟软件[2],化工过程模拟主要应用之一是进行新装置的设计,在石油化工和炼油领域,绝大多数的模拟结果可直接用于工业装置的设计,无需小试或中试。采用Aspen流程模拟软件对丙酸精制回收装置进行设计计算,得到了合理可行的丙酸精制流程,获得纯度99.6%和收率较高的丙酸产品。
1 丙酸回收技术方案
1.1 丙酸回收方案的确定
醋酸废液由醋酸、丙酸、焦油和盐、水等物质组成。根据各组分的物理性质,为防止焦油和盐堵塞新建丙酸精制塔,首先将成品塔釜液加入蒸发器分离出丙酸废液中的钾盐和焦油。然后,蒸发器蒸出的气相丙酸、醋酸和微量的水分混合物加入丙酸精制塔进行精馏,塔釜侧线气相采出丙酸产品;塔顶馏出醋酸和微量水分返回不合格醋酸槽。本文模拟的醋酸废液处理装置能力需按10 000 t/a丙酸产品规模进行设计。
1.2 醋酸成品塔的模拟计算
新建丙酸精制装置的原料来自于醋酸产品塔塔釜,原料流量和组成需采用Aspen模拟软件进行模拟计算,醋酸产品塔的工艺模拟图和模拟结果(见图1)。
10 000 t/a丙酸的模拟数据(见表1),由表1计算结果可以看出,醋酸产品塔的塔釜废液的产生量为3 470.3 kg/h,其中醋酸含量62.01%,丙酸含量37.98%,水含量可以忽略不计。
1.3 新建丙酸装置的模拟计算结果
新建丙酸处理装置的原料来自于醋酸产品塔塔釜,原料流量和组成来自于表1的数据,新建丙酸精制塔的工艺模拟图和模拟结果如下所示:
丙酸沸点为:140.7℃,通过模拟计算混合物在压力为110 kPa下沸点为:136.4℃,取蒸发器或闪蒸器的温度为140℃,蒸发器压力为110 kPa。
取循环水给水温度为28℃~30℃,依据换热器平均传热温差20℃,精馏塔顶换热后温度50℃来计算,那么精馏塔顶的压力为107.5 kPa。根据物料体系,选用NRTL-HOC的物性方法进行模拟计算(见图2)。
10 000 t/a丙酸的模拟数据(见表2),由表2计算结果可以看出,新建丙酸精制塔釜废液的产生量为1 300 kg/h,其中丙酸含量99.6%,醋酸含量0.4%。
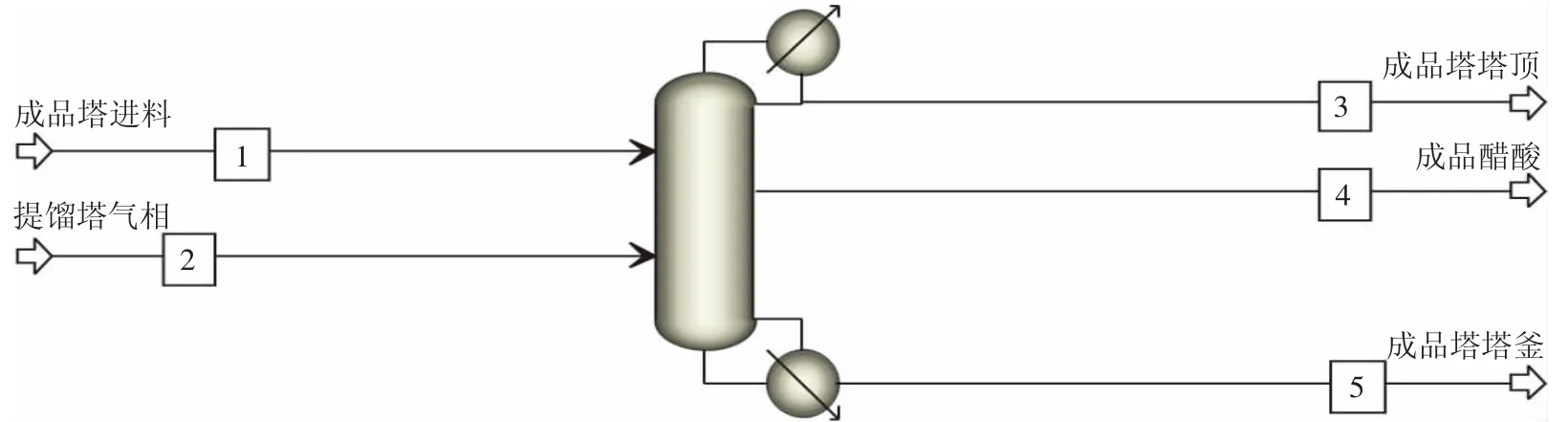
图1 醋酸产品塔工艺模拟图

表1 醋酸产品塔物料平衡表
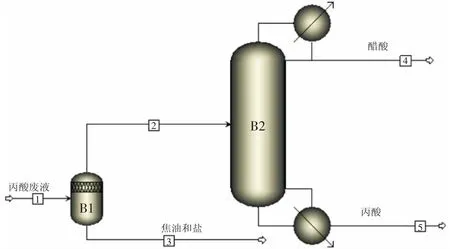
图2 丙酸废液回收流程模型图
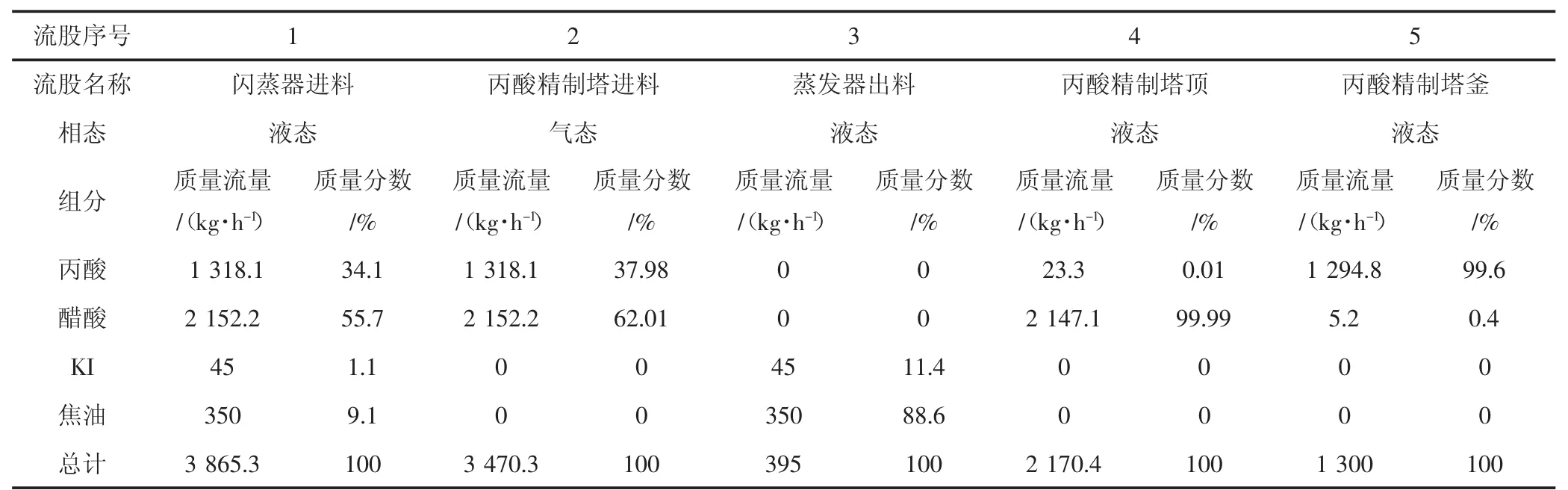
表2 丙酸分离系统物料平衡表
Aspen流程模拟计算结果表明:蒸发-精馏回收丙酸流程可行,丙酸精制塔釜采出丙酸产品纯度可达99.6%,计算可得丙酸回收率为98.82%。
2 结论
Aspen流程模拟计算表明:醋酸废液回收丙酸流程可行,丙酸产品纯度可达99.6%,回收率达到98.82%。增加分离提纯设施把丙酸从废酸中分离出来作为商品销售,为醋酸生产公司创造可观的经济效益,又减少了焚烧处理费用。
[1]张文峰.醋酸废液中丙酸回收[J].天然气化工,2013,38(2):63-65.
[2]孙兰义.化工流程模拟实训-Aspen Plus教程[M].北京:化学工业出版社,2013.
X783
A
1673-5285(2017)08-0136-03
10.3969/j.issn.1673-5285.2017.08.031
2017-06-30
杨利利,女,硕士研究生,南京大学物理化学专业,邮箱:270053754@qq.com。
猜你喜欢
冶金动力(2022年5期)2022-11-08
能源工程(2022年1期)2022-03-29
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
鞍钢技术(2018年2期)2018-04-13
中成药(2017年10期)2017-11-16
中国塑料(2016年9期)2016-06-13
合成技术及应用(2015年3期)2015-12-11
化工进展(2015年3期)2015-11-11
火炸药学报(2014年3期)2014-03-20
