
焊缝底片数字化系统及其评价方法
2017-09-11 14:23管玉超闫志鸿周贵强卢振洋
电焊机 2017年8期
管玉超,闫志鸿,武 静,周贵强,卢振洋
(1.北京工业大学 机械工程及应用电子技术学院,北京 100124;2.中国航天科技集团公司长征机械厂,四川 成都 600100)
焊缝底片数字化系统及其评价方法
管玉超1,闫志鸿1,武 静2,周贵强2,卢振洋1
(1.北京工业大学 机械工程及应用电子技术学院,北京 100124;2.中国航天科技集团公司长征机械厂,四川 成都 600100)
建立了一套针对焊缝底片的数字化系统,该系统由企业级CCD相机、高亮线形LED光源、底片传送机构、STM32嵌入式控制器、PC等组成。针对工业底片数字化的高空间分辨力、高密度对比灵敏度、大动态范围、高光学密度、大位深、高效率等要求,开展了各项关键技术的研究,实现了X射线焊缝底片的高质量数字化。对底片数字化设备的评价方法进行了研究,分析底片数字化设备的关键指标及其评价实现方法,利用数字图像处理方法对底片数字化系统进行客观评价。
焊缝底片;数字化;大动态;高空间分辨率;评价方法
0 前言
自X射线检测技术出现以来,X射线检测在焊接领域对于焊缝缺陷识别和质量评定有着广泛的应用。目前,以底片作为信息载体的射线检测数字化仍是工业领域广泛使用的无损检测方法之一,较之DR(Direct Radiography)、CR(Computer Radiography)等无损检测方法,X射线具有分辨率高、动态范围大、成本低等特点。但焊缝底片无法长期保存、管理繁缛,对底片信息的评定需要借助专业的观灯片灯和专业的评定人员[1],因此,底片数字化已经成为一种迫切需求的技术。
在国外,底片数字成像已经是很成熟的技术,在欧洲已经拥有专门用于工业底片数字化的标准EN14096,通用公司和柯达公司都有各自的工业底片数字化设备,但这些设备价格昂贵。如通用公司的FS50B底片数字扫描议[2],该扫描仪采用激光点扫描方式,其优点是可以透射光学密度较大的底片,但空间分辨率会受到激光光斑的限制,扫描速度也较慢,且器件寿命有限。在国内,随着数字化图像技术的发展,越来越多的研究人员对焊缝底片数字化做出了一些尝试,并且在后继的图像处理方面进行了研究。最初的数字化,人们采用简单的底片扫描仪或者数码相机来实现[3-4],从底片数字图像来看,图像轮廓模糊,质量低,焊缝底片中的大量信息在数字转化过程中已经丢失,无论后续采用多好的图像处理算法意义都不大。后期市面上出现了扫面黑度较高(4.0)的中晶底片扫描仪[5-6],即使扫描黑度为4以下的底片,但成像质量还是不好。该扫描仪的特点是采用摄影胶片扫描仪的扫描方式,对大光学密度的底片扫描速度较低,空间分辨率也不高。近些年,由西安交通大学高建民等人设计工业射线检测底片数字化装置[6-9],通过改善进片机构、遮光装置、传动装置、光路设置,确保了底片数字化的质量,自动化程度更强,但仍有一些问题需要改善,如图片传输速度、不同黑度的底片适应性问题、图像智能评定等问题。
为了保证图像质量,提高图像传输速度,优化图像处理算法,本研究基于嵌入式控制系统开发了一套高质量、自动化程度高、适应范围广、传输速度快、智能评定于一体的高性能焊缝底片数字化系统。实现了底片的高空间分辨率、高光学密度分辨率、大光学密度、大动态范围、快速数字化。
1 焊缝底片数字化系统的构建
1.1 系统的总体组成
焊缝底片数字化系统主要是实现X射线底片的数字化,该系统由企业级CCD相机、高亮线形LED光源、底片传送机构、STM32嵌入式控制器、工业PC、光阑机构等组成,实物如图1所示。上位机实时调整和监控数字化成像过程,控制板实时接收并将信息反馈给上位机,同时数字化图像快速的传输到上位机进行保存,确保了工业底片数字化的高空间分辨力、高密度对比灵敏度、大动态范围、高光学密度、大位深、高效率的数字化,系统框图如图2所示。
1.2 嵌入式控制板处理系统
设计了一套以STM32为核心的嵌入式控制系统,具有成本低、扩展性强等优点,其主要功能包括控制相机扫描模式、与PC端的数据交互、传动机构控制、光源亮度控制、光阑机构的控制。

图1 焊缝底片数字化系统实物Fig.1 Physical figure of the digital film system
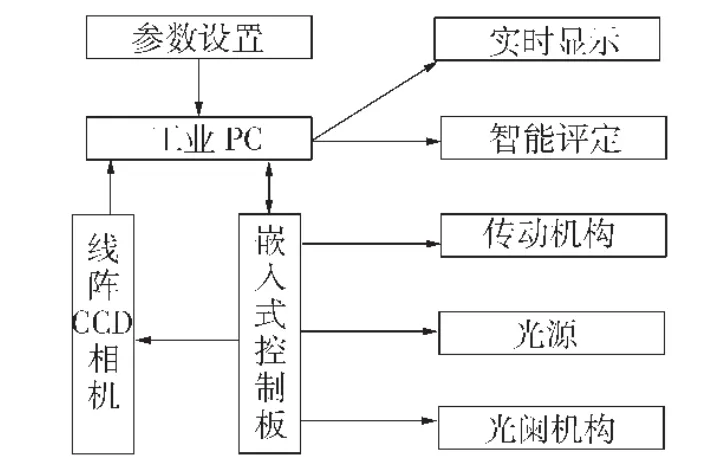
图2 焊缝底片数字化系统框图Fig.2 Block diagram of the digital film system
企业级线阵CCD相机通过宽动态扫描模式进行扫描,实现了曝光时间的精确控制,更加确保了扫描图像的质量。宽动态扫描模式是通过定时器发送PWM控制信号,控制相机的曝光时间,通过上位机设置参数,控制曝光时间的周期性变化。宽动态扫描模式下相机曝光控制脉冲如图3所示,这样的扫描模式使系统对不同黑度的焊缝底片适应性更强,同一张底片,避免了不同位置黑度有差异造成过曝光或者曝光不足等问题。同时,为保证曝光时间的准确性,本研究采用具有斯密特触发器的74LS14六反相器,对控制信号的波形进行整合。
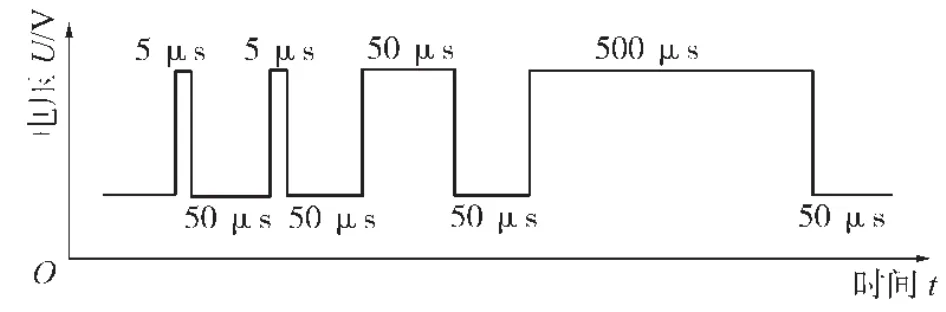
图3 宽动态模式相机控制信号Fig.3 Wide dynamic mode camera control signal
采用W5500芯片与上位机PC端的数据传输通过网口通信。W5500是一款嵌入式以太网控制器,可以为嵌入式系统提供更加简易的以太网链接方案,支持TCP、UDP等协议,提供了SPI(外设串行接口)通信接口。PC将发出的设置指令传输到下位机STM32控制板,同时控制板将数据经分析处理后通过SPI传输至W5500,W5500将接收到的数据进行打包处理后通过TCP通信协议反馈至PC。
STM32控制板通过A/D转换控制LED光源亮度,由继电器输出,控制步进电机、伺服电机、光源、散热风扇启停,通过光电信号输入,做到信息的准确反馈。
1.3 上位机多文档控制界面
建立了一套基于MFC的多文档上位机控制软件,实现对焊缝底片扫描过程的实时控制和对扫描图像的实时监控。主要功能包括参数设置、扫描过程实时控制以及图像实时显示,上位机控制软件界面如图4所示,图4a包含参数设置、实时控制和图像实时显示,图4b是图4a中参数设置的放大图。
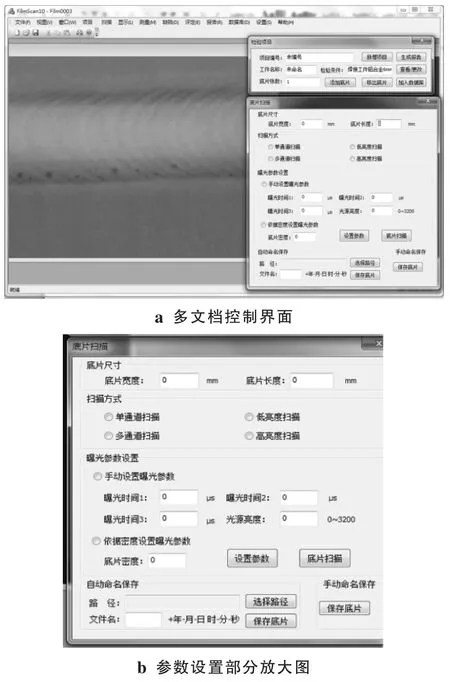
图4 上位机软件控制界面Fig4 Control interface of PC software
参数设置部分可以设置嵌入式系统的工作参数,只需设置底片密度值,系统会根据不同的焊缝底片密度值匹配相应的光源亮度、光阑宽度、相机曝光模式和传动机构转速。PC的设置参数通过网络通讯的方式发送到下位机嵌入式控制板,实现精确的自动化控制。
扫描过程实时控制和图像实时显示采用CCD光电传感器,光电传感器将焊缝底片的光信号转换成电信号进行存储,再将图像传输给上位机PC进行实时显示。使用企业级CCD相机,以适应焊缝X射线底片细长的特点,满足了底片数字化及动态范围的要求。同时图像数据的准确传输和实时显示,方便操作人员了解扫描过程中系统的工作情况,发现异常及时处理,保证了焊缝底片数字化的质量。
1.4 传动机构、光源结构、光阑机构
传动机构部分由控制板根据不同黑度的焊缝底片发出不同频率的脉冲信号控制步进电机转动,黑度越大转动越慢,并且利用齿轮传动带动滚轮传动机构,避免了同步带打滑效率低等问题。同时,在步进电机与传动机构之间加装了台达ZDS090减速机,提高传动可靠性,确保底片可靠稳定平动送入。
光源采用大功率线形LED冷光源,它具有发光效率高、响应速度快、体积小便于集成、易控制、功耗低等特点,同时经透镜聚光,亚克力板散射,确保了光源高亮、线性、均匀、可靠,同时控制板会根据不同黑度的底片调整光源亮度,为底片数字化的质量提供了保障,提高焊缝底片的适应性。
光阑机构的设计增强了对不同尺寸的焊缝底片的适应性,根据底片的宽度,控制板控制伺服电机带动遮光板移动,达到一个合适的光照宽度,避免了杂散光对成像的影响。
2 焊缝底片数字化设备的评价指标
焊缝底片数字化即在传统的工业胶片射线成像的基础上,再将胶片扫描成为数字图像。
数字化的底片图像与物理底片之间只要确保有效信息的完整传递,即可认为底片的数字化是信息无损的。例如,任何胶片都有一定的颗粒度,致使底片的空间分辨率(灵敏度)不可能无限高,同时X射线的焦点尺寸也会影响到底片的灵敏度,而当底片数字化系统的空间分辨率不低于底片的空间分辨率时,则可认为数字化过程是有效信息无损的。
随着观片灯亮度的提高,焊缝底片的光学密度也有逐步增大的趋势,最大可达到4.0D~5.0D,因此要求扫描设备必须有较强的透射成像能力。为实现以上要求,必须要有很强的透射光源,提高透射成像能力的方法可以从提高光源的亮度和提高感光器件的灵敏度着手。
为了获取较高对比度的底片数字图像,上述标准对数字化底片的光学密度分辨率也有较高的要求,即分辨率必须达到0.02ΔD/ΔG(D为光学密度,G为图像的灰度阶)。
工业底片的有效光学密度范围一般较大,也就是说,一张底片的有效信息可能既包含光学密度较低的部分,也包含光学密度较高的部分,这就要求底片数字化设备必须有较大的动态范围;从另一方面讲,为了提高扫描时的工作效率,不用在扫描底片时不停调整扫描设备的感光灵敏度,也需要解决大动态范围的问题。在满足了最大光学密度和大动态范围的基础上,扫描设备还必须有较大的位深,以满足底片数字化对光学密度分辨率的要求。
3 底片数字化设备关键指标的测试
3.1 空间分辨率评价测试
调制传递函数MTF(ModulationTransferFunction)是目前分析成像设备空间分辨率常用的方法。GB/T 26141.1-2010/ISO14096-2:2005《无损检测 射线照相底片数字化系统的质量鉴定第1部分:定义、象质参数的定量测量、标准参考底片和定性控制》规定了MTF的计算方法,该方法采用标准密度阶梯块实现,这就要求密度阶梯块在底片上呈理想阶跃,较难实现,因此本研究借助于一般成像的MTF计算方法,即光栅成像法。
采用GB/T 26141.1-2010/ISO14096-2:2005标准推荐的标准参考底片,底片上放置用于测量空间分辨率的标准光栅,如图5所示。
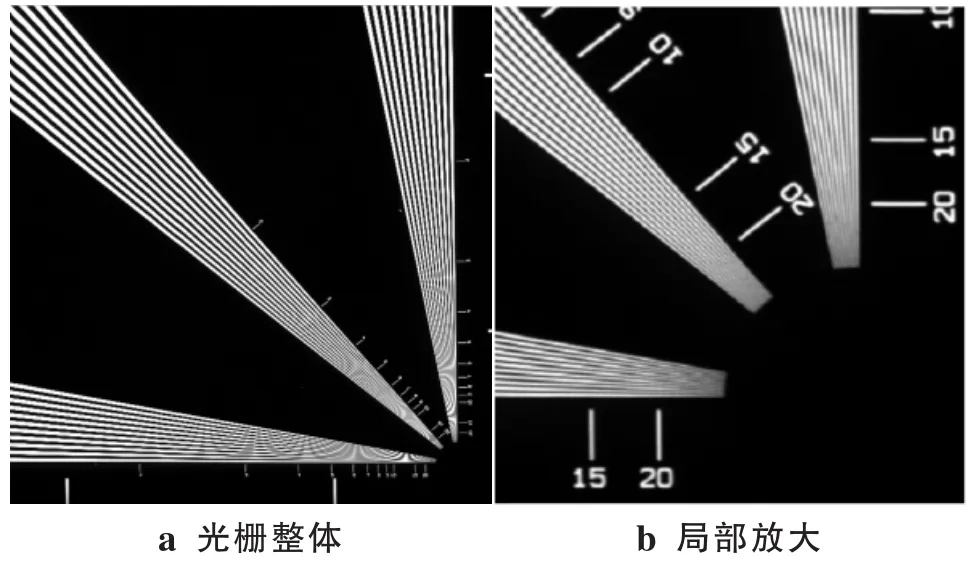
图5 标准底片光栅Fig.5 Standard negative film grating
图5中相邻的黑白两条线可以称为一个线对,每毫米能够分辨出的线对数就是分辨率,用线对/毫米(lp/mm)表示。首先通过测量标准焊缝底片中黑白相间的栅格的照度的最大值和最小值,其中光栅的疏密程度被称为“空间频率”(Spatial Frequency)。
引入调制度M的概念:

当焊缝底片的空间频率很低时,测量出的调制度M几乎等于焊缝光栅的调制度;当焊缝底片的空间频率提高时,数字化成像的调制度逐渐下降。数字化成像的调制度随空间频率变化的函数称为调制度传递函数MTF(ModulationTransferFunction)。对于原来调制度为M的焊缝光栅规定,当空间分辨率为2 lp/mm时,调制度的数值为1,当空间分辨率变化时成像的调制度为M'。则MTF函数值为
MTF曲线如图6所示,调制度M总是介于0和1之间,调制度越大,反差越大。当空间频率很低时,MTF趋于1,这时的MTF值可以反映出图像分辨率高。当空间频率提高,也就是光栅的密度提高时,MTF值逐渐下降。
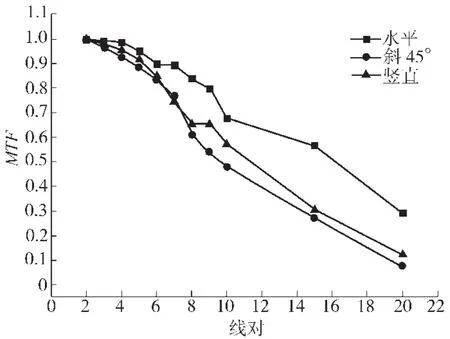
图6 MTF曲线Fig.6 Curve of MTF
3.2 光学密度分辨力测试
采用标准底片上的阶梯密度测试块来测试系统的光学密度分辨力。分别对光学密度1.0、2.0、3.0、4.0的底片进行扫描分析,并且对每个标准底片光学密度相差0.02的台阶块进行灰度值计算。不同光学密度的台阶块如图7所示。图7a的台阶块是光学密度为1.0的焊缝底片,左侧部分光学密度是0.99,右侧部分光学密度是1.01,光学密度相差0.02。
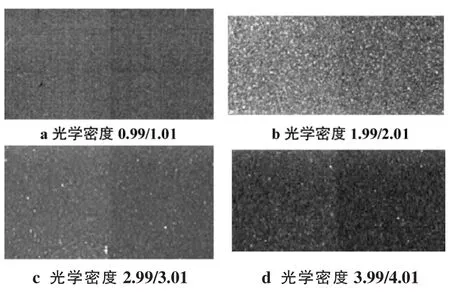
图7 不同光学密度台阶块Fig.7 Different optical density step fast
对不同光学密度的台阶块进行灰度值计算,以标准片光学密度为1.0的台阶块为例,绘制了灰度值曲线变化图,如图8所示,灰度值曲线图可以清楚地显示台阶块灰度变化,阶梯灰度差值明显。同时为了求得相邻台阶块的灰度值,选取1~100像素区间和201~300像素区间进行均值分析。
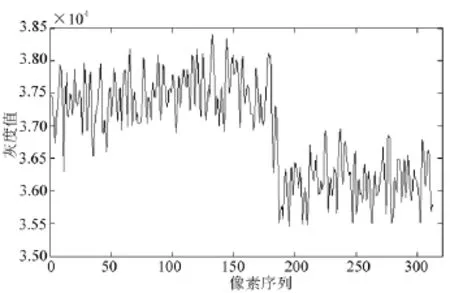
图8 灰度值曲线Fig.8 Gray scale curve
求出每个台阶块相邻区域的灰度值D1、D2,同时对每个台阶块的噪声进行分析,取得噪声平均误差DE1、DE2。
根据台阶差值,可以得出每个台阶块的台阶差值,如表1所示。
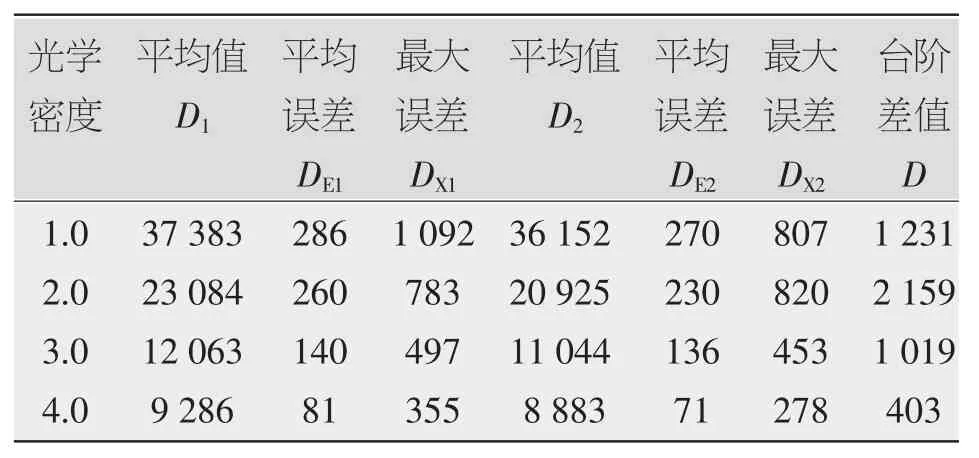
表1 阶梯密度测试图像分析结果Table 1 Film gray value of step block
由表1可知,台阶差值远大于噪声的平均值,因此光学密度相差0.02的底片可以清晰地分辨,高质量的数字化图像为后期的智能评定奠定了基础。
高密度对比灵敏度和大动态成像都需要数字化底片具有较大的位深,本系统采集得到的图像位深为16 bit,满足要求。
4 结论
(1)采用企业级CCD相机、高亮线形LED光源、底片传送机构、STM32嵌入式控制器、工业PC、光阑机构等器件,构建了一套焊缝底片数字化系统,实现了焊缝底片大动态范围成像。
(2)根据工业底片的特点,分析空间分辨率的测试方法,采用调制度传递函数作为工业底片数字化设备空间分辨率的评价指标,并结合标准测试底片,给出了该指标的测试方法。
(3)利用标准测试底片对所构建的工业底片数字化设备的性能参数进行了测试,测试结果表明该设备具有较高的空间分辨力和密度对比灵敏度。
[1]韩红文.便携式数字化焊缝底片检测仪应用研究[D].沈阳:东北大学,2009.
[2] 刘军强,王建斐.工业射线底片图像数字化系统的设计[J].西安工业大学学报,2007(03):228-233.
[3]李大力.底片扫描仪小型化及焊缝故障识别技术研究[D].沈阳:东北大学,2010.
[4]巴晓艳.图像处理在工业X射线底片评片中的应用[J].信息技术,2001(11):13-14.
[5] 李绍臣,王佩红.工业X射线底片数字化存储管理系统[J].无损检测,2000(05):212-214.
[6]徐莹.焊缝图像缺陷无损检测系统研究[D].西安:西安工业大学,2014.
[7]莫国柱.X射线焊缝图像缺陷提取技术的研究[D].北京:北京邮电大学,2011.
[8]Chun Qing Gu,ZhiHongYan,QiangLiu,etal.Vision-Based Industrial X-Ray Film Digitizing and Automatic Identification System[J].Applied Mechanics and Materials,2014,2963(494-495):973-978.
[9]Bum Soo Chon,Junho H.Choi,George A.Barnett,et al. A Structural Analysis of MediaConvergence:Cross-Industry Mergers and Acquisitions in the Information Industries[J]. Journal of Media Economics,2003,16(3):141-157.
Digital system of welding film and its evaluation method
GUAN Yuchao1,YAN Zhihong1,WU Jing2,ZHOU Guiqiang2,LU Zhenyang1
(1.Department of Mechanical Engineering&Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China;2.Changzheng Machinery Factory of China Aerospace Science and Technology Co.,Chengdu 600100,China)
A digital system for the weld film is established,and it consists of enterprise CCD camera,highlight linear LED light source,film transfermechanism,STM32embeddedcontroller,PCandothercomponents.Aimingattherequirementsofhighspatialresolution,highdensity contrast sensitivity,large dynamic range,high optical density,large bit depth and high efficiency of industrial film digitization,the research of key technologies has been carried out to realize the high quality digitization.In this paper,the evaluation method of the digital equipmentisstudied,thekeyindexesofthedigitalequipmentareanalyzedandtheevaluationmethodisrealized.Thedigitalimageprocessing methodisusedtoevaluatethedigitalsystem.
weldfilm;digital;largedynamic;highspatialresolution;evaluationmethod
TG441.7
A
1001-2303(2017)08-0048-05
10.7512/j.issn.1001-2303.2017.08.09
2017-03-10;
2017-04-15
管玉超(1990—),男,在读硕士,主要从事主要从事焊接自动化、嵌入式控制、硬件电路设计等方面的研究。E-mail:guanyuchao319@126.com。
本文参考文献引用格式:管玉超,闫志鸿,武静,等.焊缝底片数字化系统及其评价方法[J].电焊机,2017,47(08):48-52.
猜你喜欢
初中生学习指导·中考版(2022年4期)2022-05-12
家庭影院技术(2021年7期)2021-08-14
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16
海燕(2021年4期)2021-03-24
华人时刊(2019年19期)2020-01-06
电子制作(2019年7期)2019-04-25
铁道通信信号(2018年2期)2018-04-18
家庭用药(2017年6期)2017-06-22
航天返回与遥感(2014年1期)2014-07-31
自动化博览(2014年12期)2014-02-28
