车铣加工中心典型特征加工工艺研究
2017-09-08 07:53刘救世牛鹏辉王金学
河南科技 2017年15期
刘救世 牛鹏辉 王金学
(郑州大学机械工程学院,河南 郑州 450001)
车铣加工中心典型特征加工工艺研究
刘救世 牛鹏辉 王金学
(郑州大学机械工程学院,河南 郑州 450001)
合理的工艺编制可有效提升产品质量和生产效率,车铣加工中心兼具车削和铣削功能,对于某些异难零件的加工可以简化加工工序,充分发挥车铣加工中心的集约优势。本文以某零件典型特征的加工为例,结合车削加工中心的特点,阐述零件的加工过程,确定零件典型特征的加工工艺,并编制相应的加工程序,为实际生产提供经验和借鉴。
车铣加工中心;加工工艺;数控编程
随着数控技术的发展和机床制造水平的提高,数控设备的种类增多,应用也日益广泛。加工中心相较于常规的数控车床能加工的零件更复杂。本文以某典型零件的加工过程为例,分析工件加工的工艺问题,并编制出合理的加工程序。
1 典型零件加工工艺分析
数控加工中心的加工过程包括零件图纸分析、工艺分析、数值计算、编制程序、程序校核、试加工、加工等过程。其中零件工艺分析是核心步骤。对零件加工工艺进行分析,主要是从以下三个方面来考虑:①分析零件加工的可行性,分析零件毛坯的可安装性、材质的可加工性;②是分析程序编制的方便,分析零件的外形特征,能否够通过数控机床内部的循环指令进行加工,能否通过较少的走刀距离来满足加工要求;③通过工艺分析选择合适的加工方案,分析零件的安装定位方式、刀具的配备、加工路径选择、生产规模的大小等[1]。
以图1所示的零件为例,进行加工工艺分析。
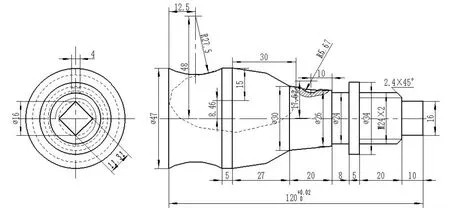
图1 零件设计图
1.1 图纸分析
图纸分析主要是:第一,零件的结构特征是否符合数控加工的特点;第二,零件图纸上所给出的尺寸数据是否方便编程[2]。为了便于编程,零件图标注方式可以修改为图2的标注方式。
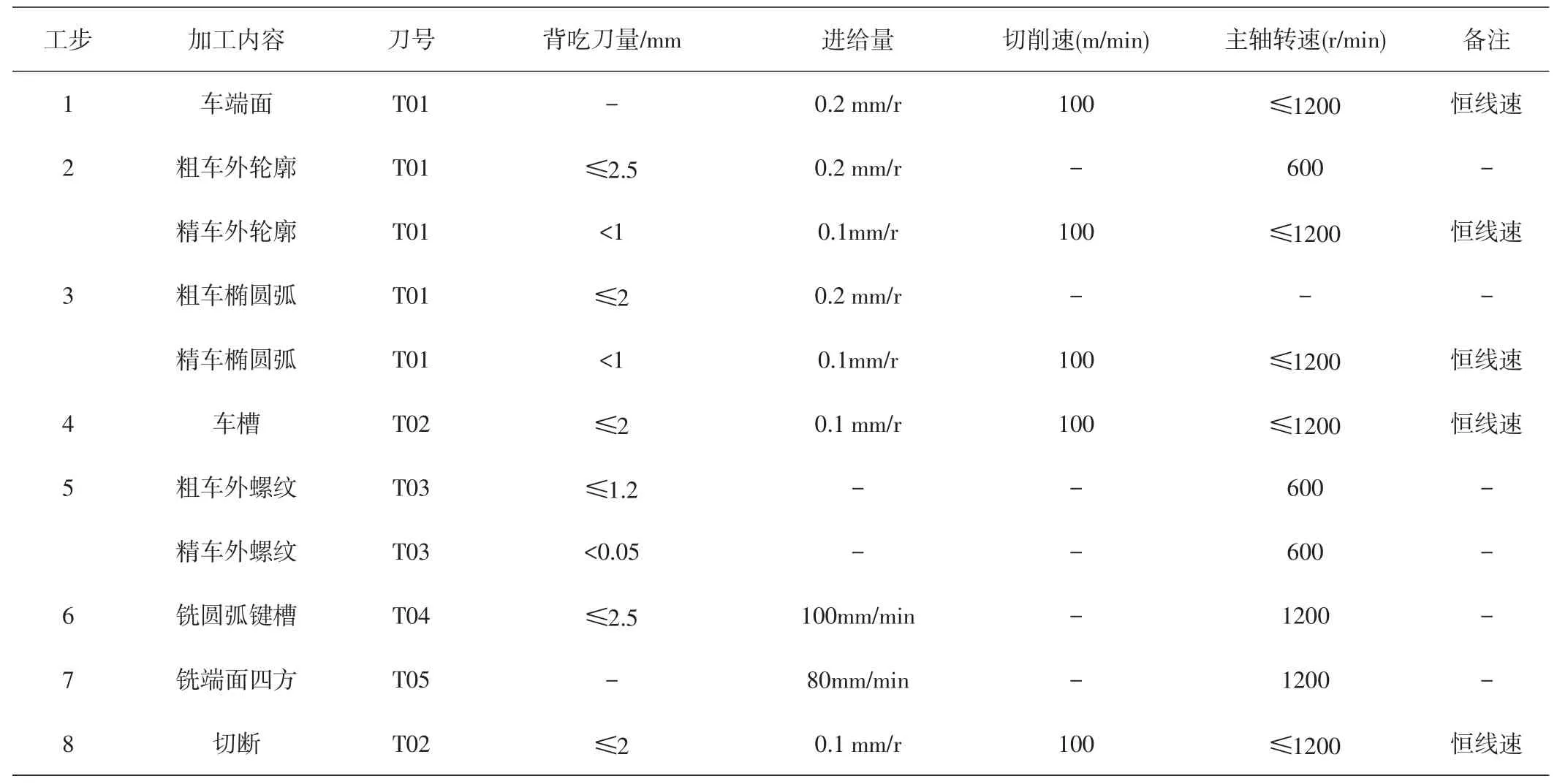
表1 切削用量
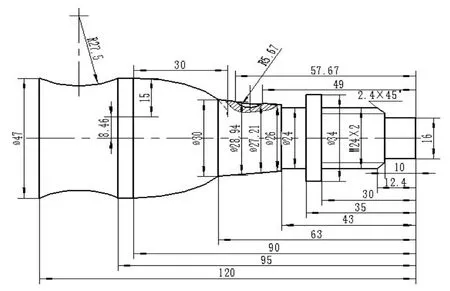
图2 零件工艺图
1.2 加工方法与加工方案的确定
1.2.1 加工方法。选择加工方法的原则在符合加工精度和表面粗糙度要求的同时还应考虑生产率、经济性和现有生产设备等实际情况。可以采用数控加工中心Viva T2sm/500,零件的轮廓通过车削模式进行加工,端面四方和锥面圆弧键槽用铣削模式加工,设备精度可达0.001mm,能够满足该零件的加工精度要求。
1.2.2 确定加工方案的原则。首先可以用粗车外圆循环指令加工外轮廓,然后用椭圆加工程序加工椭圆曲面,最后用铣削模式进行端面四方铣削和圆弧键槽铣削。
1.3 工步的划分。
工件装夹采用三爪卡盘装夹。
①车端面。用G94指令车削零件右侧端面。切削余量如图3a所示。使用刀具:93度外圆车刀,如图3b所示。刀具路径如图3c所示。
②外轮廓面加工。用粗车外圆指令G73加工出外轮廓,用G70精加工外轮廓。精加工时,用G96指令进行恒线速切削,提高表面质量。切削余量如图4a所示。使用刀具:93度外圆车刀。刀具路径如图4b所示。
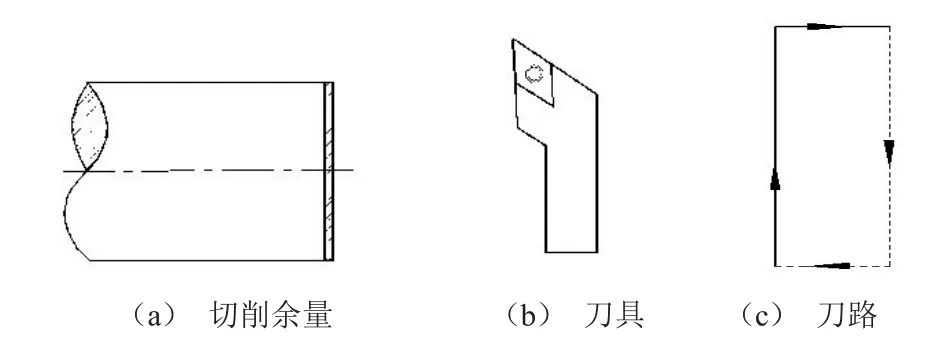
图3 车端面
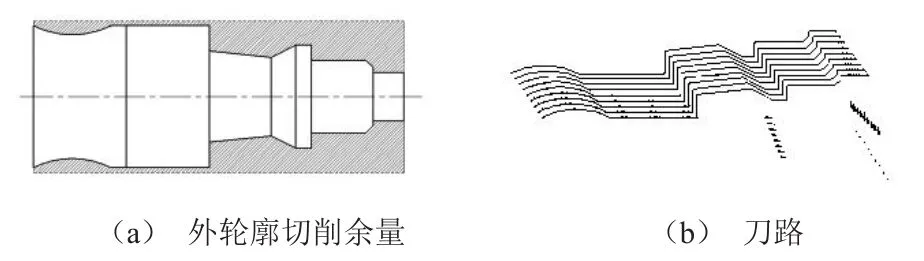
图4 车外轮廓面
③车椭圆弧。用宏程序进行椭圆弧加工,椭圆弧外轮廓用恒线速切削,提高表面质量。切削余量如图5a所示。刀具路径如图5b所示。使用刀具:93度外圆车刀。
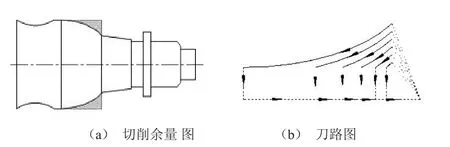
图5 车椭圆弧
④车槽。用循环切槽指令G75,加工出轴左侧槽。切削余量如图6a所示。使用刀具:4mm切槽刀,如图6b所示。刀具路径如图6c所示。
⑤车外螺纹。用螺纹切削循环指令G92加工。使用刀具:60°外螺纹刀,如图7a所示。刀具路径如图7b所示。
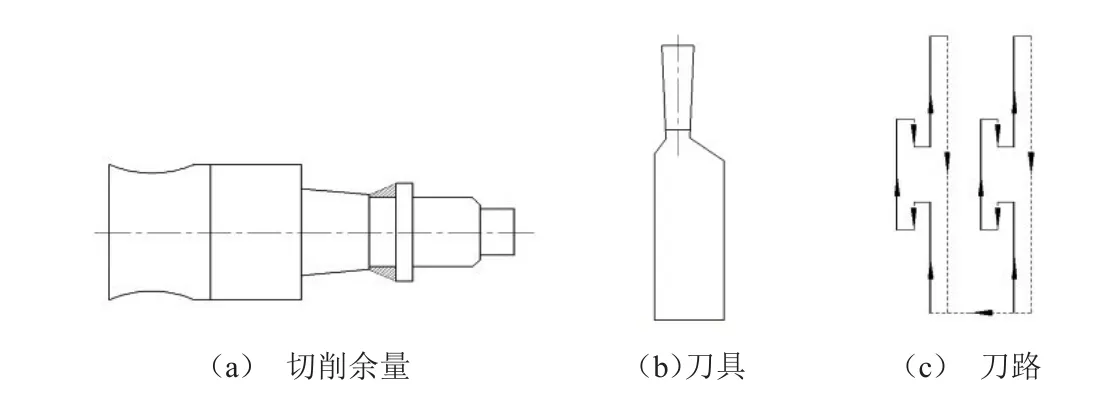
图6 车槽
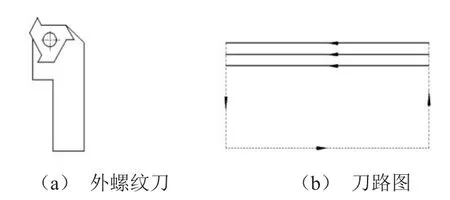
图7 车外螺纹
⑥锥面圆弧键槽加工。用铣削加工模式加工圆弧形键槽。使用圆弧指令G02。
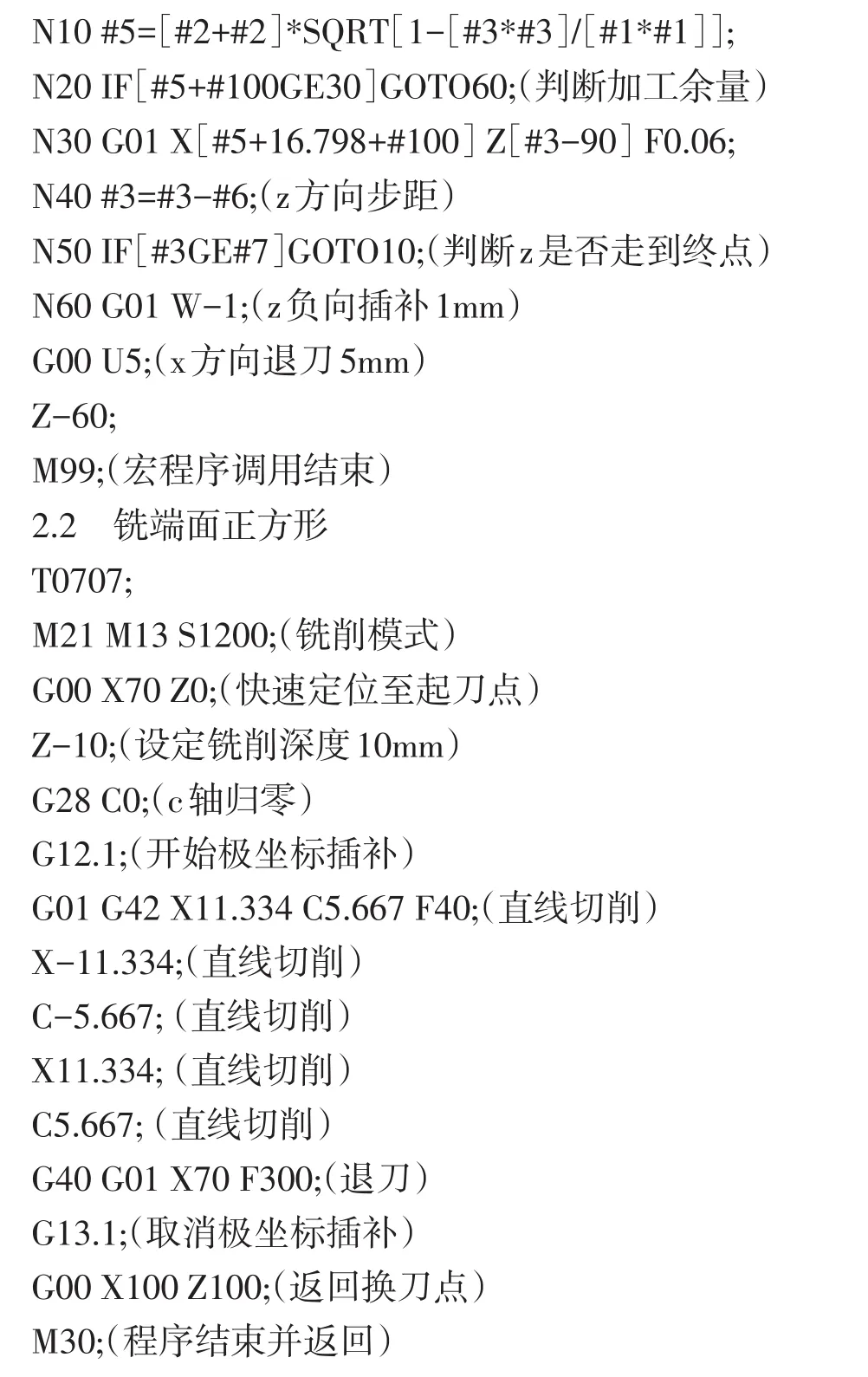
⑦端面四方加工。用铣削加工模式加工端面四方。使用端面铣削指令G12.1。
⑧切断。使用G75指令进行切断操作。
1.4 切削用量的确定
切削用量[3]见表1。
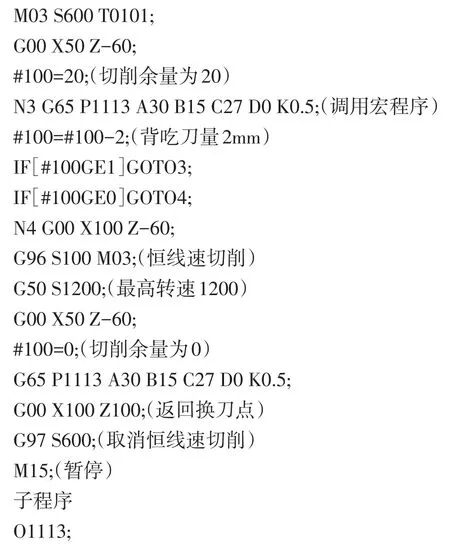
2 程序编制
选取工件右侧端面中心点为编程原点。其中车削椭圆弧和铣端面正方形的编程比较复杂,列举如下。
2.1 加工椭圆弧
3 结语
本文针对范例零件典型特征分析了车铣加工中心加工的可行性,制定了加工方案,确定了加工工艺路线,编制了加工程序,并在Viva T2sm/500车铣加工中心上完成了该零件的制作。合理布置了该零件外轮廓加工刀路,优化了右椭圆弧外轮廓的加工步骤,合理衔接了各个特征加工程序段,提升了零件的加工效率,为同类型加工中心上制作此类具有车、铣特征的异难工件积累了实际加工经验[4]。
[1]钟俊文,俞涛.基于数控车床典型零件的工艺分析和夹具设计[J].现代制造技术与装备,2010(6):8-9.
[2]张秀红.数控车床加工工艺设计[J].企业家天地,2007(4):224.
[3]焦建民.切削手册[M].北京:电子工业出版社,2007.
[4]唐振宇.数控车床加工的工艺分析[J].广东轻工职业技术学院学报,2005(12):23-24.
Research on Typical Machining Characteristics of Turning Milling Machining Center
Liu JiushiNiu PenghuiWang Jinxue
(School of Mechanical Engineering,Zhengzhou University,Zhengzhou Henan 450001)
The reasonable preparation process can improve product quality and production efficiency,the machining center with turning and milling functions,for some difficult parts of the processing can simplify the processing proce⁃dures,give full play to the advantages of intensive milling machining center.In this paper,in the processing of typical features of a part of the case,combined with the characteristics of machining center,analyzed of the machining pro⁃cess,the machining process of typical parts of the formulation and preparation of the corresponding processing pro⁃gram,provided experience and reference to actual production.
turning milling machining center;machining process;NC programming
TG519.2
A
1003-5168(2017)08-0068-03
2017-07-01
刘救世(1985-),男,硕士,助理工程师,研究方向:机械设计及制造。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
哈尔滨轴承(2021年1期)2021-07-21
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年4期)2017-06-22
中国交通信息化(2017年4期)2017-06-06
制造技术与机床(2015年10期)2015-04-09
制造技术与机床(2015年10期)2015-04-09
装备机械(2015年1期)2015-02-28