
PLC-based控制器在自动化工具中的整合作用
2017-09-08 06:54葛少儒
电子技术与软件工程 2017年14期
文/葛少儒
PLC-based控制器在自动化工具中的整合作用
文/葛少儒
目前由于可编程控制器(PLC)功能提升,甚至具有pulse输出点,使得PLC具备马达定位控制信号的输出功能,因此若以PLC建立PLC-based控制器的架构,将可应用于CNC机床的控制,并可大幅降低CNC机床控制器的设备成本。对于规划以PLC架构PLC-based控制器,将可结合电脑工程计算能力,计算出工件加工路径,在通过RS232通讯口下载加工程序到PLC执行。基于PLC使用上的优点,本研究应用PLC在工件上下料平台与AC伺服车床或铣床间的整合控制,建立以PLC为架构的PLC-based控制系统,并经过RS232通讯口下载加工码到PLC执行,以同时整合工件上下料平台与AC伺服车床与铣床的控制。因此,在本文中将探讨架构此PLC-based控制系统的重点技术,包括:PLC输出pulse信号的程序控制方法,RS232通讯格式与各轴位移控制方法等。
自动化 可编程控制器 PLC-based控制器 整合控制
1 引言
虽然目前PLC-based控制器的发展受到相当的重视,且其控制软件也已相当的成熟,然而在实际工业界机床的应用仍相当有限,其原因是由于PLC-Based控制器与CNC控制器间的功能相近,而且PLC-based控制器的弹性与整合控制的特点并未被凸显。因此,而如何将各种机床加工能力予以整合,将成为未来PLC-Based控制器应用的重要课题。由于可编程控制器使用方便,可直接连接控制机械系统的输出入接点,且无须额外提供信号转换电路的困扰,因此常被应用于工厂自动化中。尤其目前PLC功能逐渐增强,已具备弹性扩充能力,可与电脑连接的RS232通讯接口,并且可提供方便使用的人机界面,使得PLC的应用更具弹性与方便性。此外,新机种PLC甚至更提供pulse输出接口,而使得PLC具备马达定位控制信号的输出功能。因此,若能结合电脑的工程运算能力与PLC弹性且方便的应用特性,利用PLC建立PLC-Based控制器的架构,将可应用于CNC机床的控制器。
2 重点技术简介
本研究采用永宏点击的PLC(型号FBN-40M)建立PLC-based控制系统,应用于车床与铣床的整合控制,并结合自动仓储系统,建立机床自动化系统。本系统分两部分程序执行:一部分是PLC的执行程序,是以阶梯图程序编写,用以执行工件的上下料与加工;另一部分是电脑上的执行程序,其功能包括,编译CNC加工G code程序成为各轴的加工位移码,与监控PLC程序执行加工指令。以下将分别就:PLC输出pulse信号的程序控制方法,RS232通信格式与位移控制方法等,以说明PLC运用于机床整合控制的主要技术。
2.1 PLC输出pulse信号的程序控制方法
永宏FBN系列PLC,对于pulse信号的输出,须先就其所控制的马达特性设置适当参数,共有18个参数,占用23个寄存器,其中较重要参数有:单位,脉冲数/转,位移量/转以及Z相计数值等,这些参数预先在参数表中输入,并借由执行参数设置指令FUN141来设置pulse输出接口的参数值;另外,再由高速pulse输出指令FUN140执行pulse输出的计数与控制。以下将以铣床X轴参数设置与原点回归控制程序为例来说明,如图1所示。
其中,ps表示铣床X轴的AC伺服马达连接至PLC pulse0点,SP为该指令参数放置或控制程序的起始位置,WR则为此控制程序系统运作所须用的寄存器起始位置,共占用7个寄存器。M1924为一特殊继电器,在开始执行PLC程序时会ON一个扫描周期,故可借此执行FUN141来设置参数值。当M92为ON时,将启动X轴原点回归程序,FUN140会执行SP指定位置R1060的原点回归程序。当程序指令执行时,ACT用以指示pulse信号在输出中,可由M290检知;ERR则表示指令执行错误,可由M291检知;而当指令完成一步时则DN会ON。
2.2 RS232通讯格式
对于电脑部分的程序,其程序语言选择工业界广泛采用的VB(Visual Basic)语言,其程序的主要执行功能包括:(1)加工G Code的编译,(2)经由Rs232通讯口下载加工程序至PLC执行,(3)监控PLC程序的执行。在VB中利用RS232通讯口,建立与PLC连接功能,可以利用Communications控制项提供 连 线 的Commport,Settings,PortOpen,Input与output等属性分别来指定串行口的开启,设置通讯传输速度,设置通讯口的连接,读入通讯口的数据与输出数据到通讯口。
2.3 位移控制方法
若以铣床X轴位移控制为例,当电脑程序经由RS232通讯协议传入每步X轴位移的大小,速度与方向,至PLC的对应寄存器中,在监控继电器的动作即可达成各轴的位移控制。此时,其RS232通讯格式第二,三,四位数据如下:
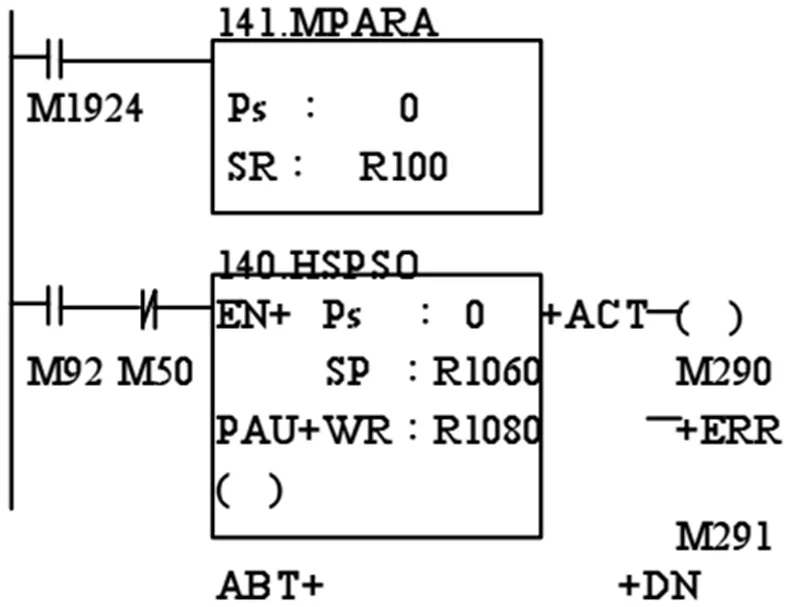
图1:示例程序
正转时:

反转时:
3 总结
本研究利用利用PLC架构PLC-based控制器,可充分发挥其价格低廉,品质稳定,方便且维护容易的优点,也可以降低使用者对采用新系统的稳定度的疑虑。未来此PLC-based控制系统可进一步加强工件加工输入的方式,例如:结合CAD/CAM绘图软件,结合人工智能输入工件几何形状,或以教导式进行工件加工等,可更充分发挥电脑具亲和力人家界面的优点,应有助于未来PLC-based控制器的推广应用。
[1]赵磊,唐虹.基于PLC的扭矩检定装置的设计与实现[J].测控技术,2013(10) .
[2]吴俭敏,颜华,金鑫,郭钰辉,陈科,董哲.移栽机送盘装置与定位控制系统研究[J].农业机械学报,2013.
[3]杨传华,方宪法,杨学军,王崇,刘忠军,孙星.基于PLC的蔬菜钵苗移栽机自动输送装置[J].农业机械学报,2013.
[4]王云刚,陈文燕.基于MCGS和PLC的水位自动控制系统设计[J].测控技术,2014(01).
[5]王慧,张笑,赵迪.基于PLC的掘进机恒功率变频调速系统仿真分析[J].电子测量与仪器学报,2013(09).
作者单位 湖北富鸿达工程设备有限公司 湖北省武汉市430300
葛少儒(1984-),男,湖北省武汉市黄陂区人。大学专科学历。研究方向为电气工程。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15
茶叶通讯(2022年3期)2022-11-11
机械研究与应用(2022年4期)2022-09-15
哈尔滨轴承(2022年1期)2022-05-23
测控技术(2018年5期)2018-12-09
电子测试(2018年18期)2018-11-14
制造技术与机床(2017年12期)2017-02-02
中国科技信息(2016年19期)2016-10-25
制造技术与机床(2015年3期)2015-01-27
机械与电子(2014年1期)2014-02-28
