Q345E+Z35大圆坯成分偏析及内部质量控制的研究
2017-09-07 06:48:49申祖峰
中国重型装备 2017年3期
李 颇 张 程 申祖峰
(东北特钢集团北满特殊钢有限责任公司技术中心,黑龙江161041)
Q345E+Z35大圆坯成分偏析及内部质量控制的研究
李 颇 张 程 申祖峰
(东北特钢集团北满特殊钢有限责任公司技术中心,黑龙江161041)
利用成分偏析和宏观组织检验方法,研究了连铸工艺的变化对∅650 mm的Q345E+Z35圆坯内部元素偏析、圆坯低倍质量的影响,并验证了工艺优化后的Q345E+Z35连铸圆坯锻造加工成品后的质量水平。结果表明:∅650 mm的Q345E+Z35连铸坯可以有效减轻碳偏析,提高低倍质量,通过减轻Q345E+Z35圆连铸坯料的内部碳成分偏析程度,可有效提升其成品锻件力学性能的均匀性。
Q345E+Z35;连铸坯;成分偏析;内部质量
Q345E+Z35是一种低碳低合金高强度钢,其强度和冲击要求严格,且化学成分受碳当量限制,广泛应用于风电法兰的制造,因风电行业的快速发展,其需求量大幅度增加。风电法兰锻造坯料一般采用连铸大圆坯生产,然而,大圆坯内部成分存在不可避免的偏析等问题,成为制约钢材性能和内部质量的关键因素[1]。目前,关于Q345E+Z35大圆坯低倍质量、偏析程度控制方面的报道相对较少,相关生产工艺还有待进一步研究。
本文通过对Q345E+Z35连铸坯生产过程中的连铸工艺参数进行有针对性的优化试验,研究了连铸工艺的变化对∅650mm的Q345E+Z35圆坯内部元素偏析的影响,分析了成分偏析与圆坯低倍质量的关系,并进行大规模生产验证,探索合理的Q345E+Z35大圆连铸坯生产工艺,提升连铸坯的内部质量,从而改善Q345E+Z35风电法兰加工成品后的内部质量。
1 试验材料及方法
1.1 试验材料
试验材料为Q345E+Z35连铸圆坯,内部质量要求极其严格,结合结晶器电磁搅拌工艺试验,进行工艺优化与设计,效果显著提高。表1为试验连铸圆坯的化学成分范围。

表1 试验用钢的化学成分(质量分数,%)
1.2 连铸工艺及生产流程
Q345E+Z35连铸圆坯采用三机三流弧形圆坯铸机生产,稳定控制冶炼、连铸过程,严格执行工艺,注重过程脱氧、脱硫、软吹与真空效果;有效控制过热度,减少浇铸过程钢水液面波动,使铸坯内部质量得到保证。冶炼生产工艺流程为:电炉/转炉→LF精炼炉→RH真空炉→圆坯连铸→缓冷。相关冶炼设备及技术参数见表2。
1.3 研究方法
在不同工艺下生产规格为∅650 mm的3个炉号 Q345E+Z35圆坯,对弧形圆坯连铸机进行工艺参数调整,具体试验方案参数如表3所示,包括首末端电磁搅拌强度、二冷水强度等连铸参数的变化。连铸坯在线火切后快速下坑缓冷,到冷床后在30 min内装入缓冷坑内,缓冷时间≥80 h,连铸坯温度低于150℃后出坑堆冷。
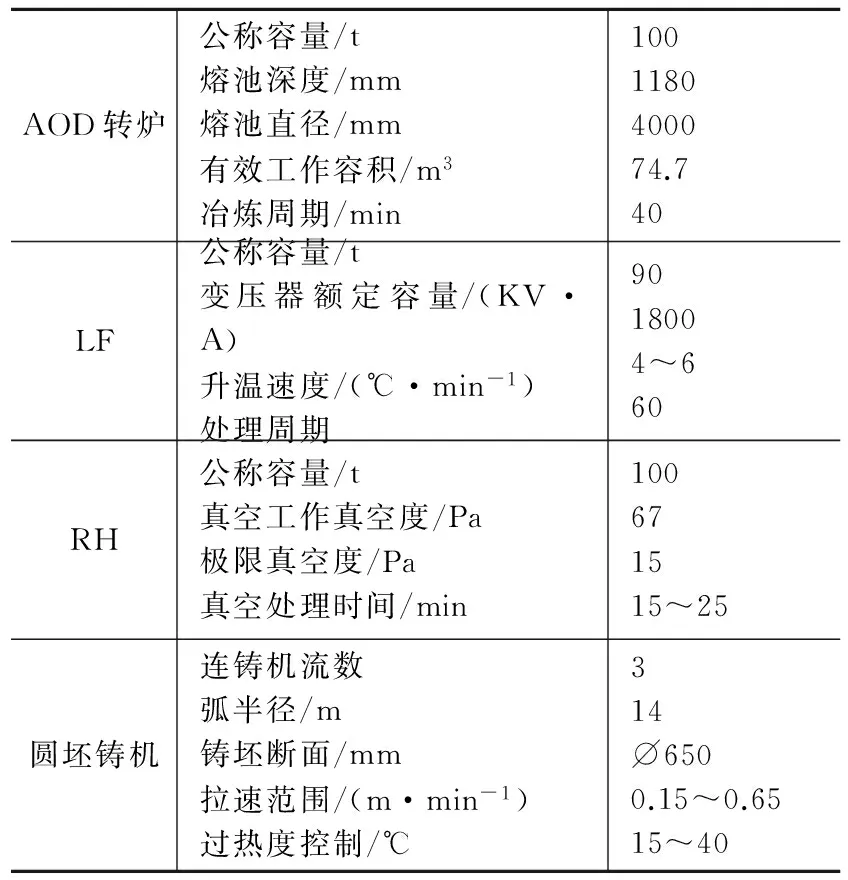
表2 连铸坯冶炼设备及技术参数

表3 试验工艺优化方案参数
每炉任选一流铸坯,切取3个低倍试片(厚度均≤50 mm),平片后对每个试片按图1进行切割:沿中心线切割成8等分;对切割试片进行低倍检验后,按下图将在截面指定位置(边缘、3/4R、1/2R、1/4R、圆心)共17个试样切块后,所取试样大小均为20 mm×20 mm×20 mm,分别检测各试样元素成分,每个试样至少检测三点;然后对其他位置均匀钻沫取样,进行成分偏析检验,圆坯的低倍检验方法按GB/T 226—2015《钢的低倍组织及缺陷酸蚀检验法》,试验方法采用酸浸法,低倍组织缺陷按YB/T 4149—2006《连铸圆管坯》附录A评级图评定。

图1 圆坯成分取样位置图
2 试验结果及分析
2.1 试验检测结果
图2为三个试验炉号Q345E+Z35各元素偏析曲线,图中纵坐标偏析指数Z由公式:Z=(Xi-Xn)×100/Xn计算得出,Xn为各位置化学元素含量平均值。
由图2可以看出,(1)首末段电磁搅拌为200 A/2 Hz 和280 A/3 Hz时,C、Si、Mn、Cr、Mo、V等元素均存在不同程度的偏析,C偏析度较大,从边部到心部呈现不规则分布。(2)随着电磁搅拌强度的增大(250 A/2 Hz 、380 A/3 Hz),各元素偏析度降低,C元素偏析度高于其他元素。(3)电磁搅拌强度为300 A/2 Hz 和4500 A/3 Hz时,C元素的偏析度有所降低,其他元素偏析较小,呈现出表面半径1/2处最高、心部和边缘较低的折线形分布。(4)Q345E+Z35钢种元素总体偏析程度顺序为C>Si>Mn>Cr>P>S。
图3为Q345E+Z35圆坯碳成分偏析曲线,从图2中可看出,炉号65701和65702圆坯C成分均呈正偏析,炉号65702圆坯在1/2R处C成分最高,边缘低于圆心处,圆心偏心指数为33.3;炉号65703圆坯除圆心处C成分呈微量负偏析外,其余各点均为正偏析;炉号65703持续增加首末段的电磁搅拌强度后,C偏析程度明显减小。

(a)炉号65701(b)炉号65702(c)炉号65703

图2 Q345E+Z35各元素偏析曲线

图3 Q345E+Z35圆坯C成分偏析曲线
图4 低倍形貌图
Figure 4 Appearance of macrostructures
图4为圆坯Q345E+Z35宏观低倍形貌图。从图4可以看出,炉号为65701和65702的铸坯低倍质量不好,存在明显的疏松、缩孔等质量缺陷,炉号为65703的铸坯低倍质量相对较好,质量缺陷相对较低。
2.2 对比分析
表4为低倍检验结果对比。炉号为65701和65702的连铸圆坯首末端电磁搅拌强度相对较低,在二冷水流量相同的情况下,不能较好地破碎柱状晶,等轴晶形成率偏低,溶质元素易于富集,凝固过程中,易形成疏松缩孔等缺陷。65703炉次在加强了首末段电磁搅拌强度后,晶粒得到了细化,碳化物等溶质元素圆心富集现象得到改善。
C成分对偏析、疏松等质量缺陷影响较大,因而选取不同工艺下的连铸圆坯均匀钻沫取样,对得到的化学成分检验结果进行统计,将截面各点的C成分作出C元素偏析指数等值图,见图5。
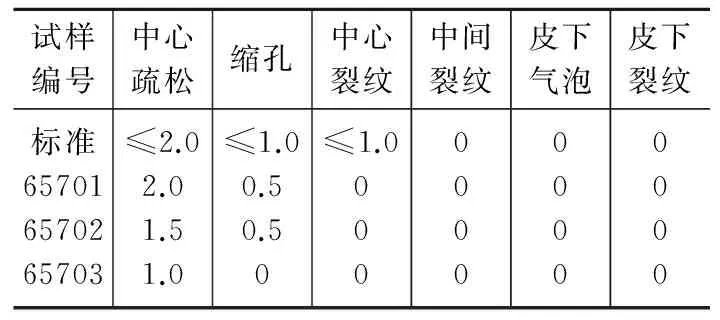
表4 低倍组织检验结果对比
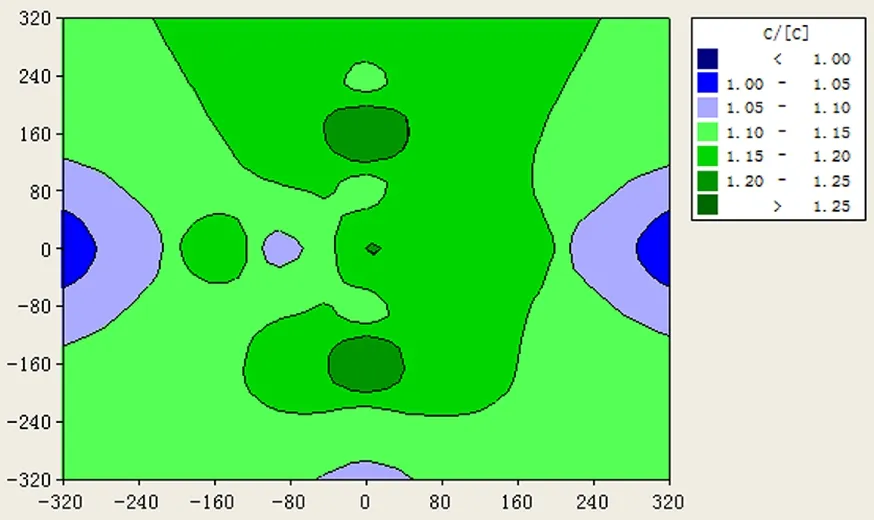
(a)炉号65701

(b)炉号65702

(c)炉号65703
从图5中可以看出,炉号65701和65702圆坯C成分在1/2R处含量最高,在圆心处碳偏析程度重,碳偏析指数大于1.15,而炉号65703的中心部碳偏析最轻,碳偏析在1.00左右,且从整个铸坯面的碳偏析分布上看,炉号65703的碳成分分布较65701、65702相对更均匀,碳偏析程度有所改善。
首末端电磁搅拌强度的增大,有利于铸坯凝固过程中降低柱状晶比例,细化铸坯中形成的等轴晶晶粒。在铸坯持续冷却过程中,等轴晶持续增加,并与液相共存,减轻了凝固过程中低熔点溶质碳化物在心部的富集,有利于减少中心疏松、中心缩孔与中心偏析,进而提升铸坯的内部质量[2-5]。
3 改进措施
通过上述试验可以得出,首末端电磁搅拌强度增加后,连铸圆坯的成分偏析、疏松、缩孔等质量缺陷得到了一定程度的改善,然而,圆心处依然存在一定程度的碳偏析。通过对上述工艺变化后的3炉圆心碳偏析程度进行对比分析,得出改进方案:适度加强结晶器电磁搅拌强度,让钢水在拉坯过程中加快凝固速度,减轻铸坯碳偏析、疏松及缩孔等问题的同时,适当降低二冷比水量,采用弱二冷工艺,因为过大的二冷比水量使钢水凝固过快,凝固时间变短,不利于结晶器电磁搅拌对柱状晶的破碎,使溶质化学元素出现成分偏析。
因此,采用如下连铸工艺参数:首端电磁搅拌为300 A/2 Hz,末端电磁搅拌为420 A/2 Hz,二冷比水量为0.12 L/kg,钢液过热度控制在20~35℃,拉速为0.24~0.30 m/min。
4 工艺优化生产结果及分析
规格为∅650 mm的Q345E+Z35连铸坯经工艺优化后 ,进行大规模生产,并进行锻造试验,加热至1200~1240℃,保温3 h后,由水压机进行锻造,正火温度800~910℃后空冷,加工成外径为∅1980 mm,内径为∅1600 mm,厚度为200 mm的风电法兰圈,取样检验。
4.1 化学成分
Q345E+Z35钢的标准化学成分和规模生产铸坯的实测成分见表5。由表5可见,优化工艺后批量生产的Q345E+Z35连铸圆坯成分均可精确控制在标准要求范围,连铸坯的碳偏析指数可控制在有效范围内,成分均匀度大幅度提高。
4.2 内部质量及成品锻件力学性能
图6为工艺优化后的低倍形貌及锻造示意图,工艺优化后的Q345E+Z35连铸圆坯,其中心疏松≤1.0级,中心缩孔≤0.5级,中心裂纹和皮下裂纹均为0级,内部质量稳定,无明显缺陷。
表6为工艺优化后的Q345E+Z35锻造风电法兰检验结果。成品风电法兰锻件按照JB/T 4730—2005《承压设备无损检测》标准进行超声检测,满足合格级别Ⅰ级。经检验后各项力学性能全部合格,-50℃冲击性能均大于100 J,且效果均匀,说明连铸圆坯偏析等内部质量的提高,有助于改善锻造后性能。
5 结论
(1)大圆坯 Q345E+Z35中的C 、Si、Mn、Cr、P、S等元素均存在不同程度偏析,元素偏析顺序由高到低为:C、Si、Mn、Cr、P、S,C偏析较其他元素重。
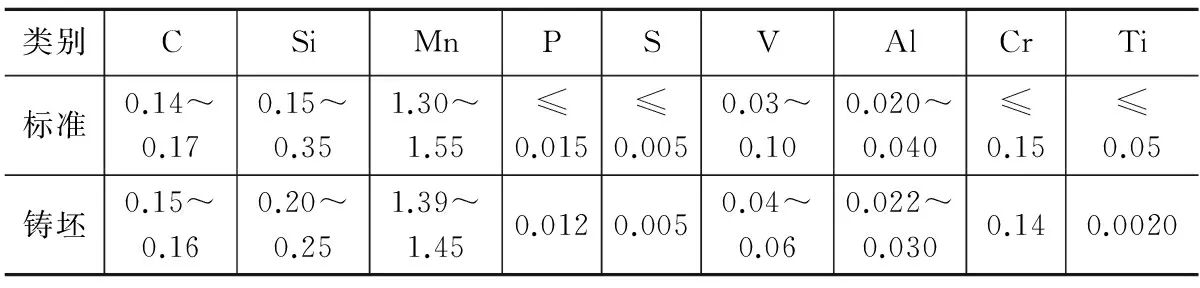
表5 Q345E+Z35钢的标准化学成分和铸坯实测化学成分对比

(a)铸坯低倍组织(b)锻造示意图(c)锻造示意图

图6 工艺优化后的低倍形貌及锻造示意图
(2)Q345E+Z35大圆坯边缘到心部的偏析程度逐渐增加,心部碳化物偏析较大,电磁搅拌强度的增加,有助于减少大圆坯圆心碳偏析程度,提高圆坯内部质量。
(3)Q345E+Z35连铸大圆坯在采用首末端电磁搅拌强度为300 A/2 Hz、420 A/2 Hz,二冷却强度为0.12 L/kg,钢液过热度控制在25~35℃,拉速为0.240~0.30 m/min时,内部宏观低倍质量获得提升,锻造性能满足要求。
[1] 齐建军,李绍杰,赵春风. 微合金元素对Q345E棒材低温韧性的影响[J]. 热加工工艺,2009,38(10):80-81.
[2] 吴耀光,陈远清,王学兵,等. 大圆坯结晶器电磁搅拌器磁场的数值模拟[J]. 钢铁研究学报,2009,21(7):13-15.
[3] Tongmin Wang. Simulation study on horizontal continuous casting of round copper billet with electromagnetic stirring[J]. Materials Science Forum,Vols.675-677 (2011) .
[4] 郑淑国,朱苗勇,于海歧. 圆坯连铸结晶器电磁搅拌工艺参数优化试验研究[J]. 东北大学学报,2008(11):1589-1592.
[5] 田陆,包燕平,黄郁君. 凝固组织对连铸板坯中心偏析的影响[J]. 北京科技大学学报, 2009(SI):164-167.
编辑 陈秀娟
Research on Composition Segregation and Internal Quality Control of Q345E+Z35 Round Billet
Li Po, Zhang Cheng, Shen Zufeng
By applying composition segregation and macro structure detection method, effects of the varying continuous casting process on internal element segregation and macro quality of ∅650 mm Q345E+Z35 round billet have been researched, meanwhile quality grades of forging products made by Q345E+Z35 round billet from optimized process have been verified. The results showed that ∅650 mm Q345E+Z35 continuous casting billet could efficiently reduce carbon segregation and increase macro quality, further by decreasing internal carbon segregation degree of Q345E+Z35 round billet, uniformity of mechanical property of the forging products could be improved obviously.
Q345E+Z35; continuous casting billet; composition segregation; internal quality
2016—12—29
李颇(1975—),男,硕士研究生,高级工程师,从事钢铁冶金研究。
TF762+.3
A
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:18
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
山东冶金(2019年6期)2020-01-06 07:45:56
山东冶金(2019年5期)2019-11-16 09:09:32
山东冶金(2018年5期)2018-11-22 05:12:14
上海金属(2016年4期)2016-11-23 05:39:12
上海金属(2016年2期)2016-11-23 05:34:40
上海金属(2016年2期)2016-11-23 05:34:38
大连工业大学学报(2015年4期)2015-12-11 04:06:50
新疆钢铁(2015年1期)2015-11-07 03:11:03