
冲床自动送料系统的设计制造
2017-09-03 10:56钱灿荣钱远治
实验科学与技术 2017年4期
钱灿荣,钱远治
(1.肇庆学院 电子信息与机电工程学院,广东 肇庆 526061;2.华南理工大学 机械与汽车工程学院,广东 广州 510000)
冲床自动送料系统的设计制造
钱灿荣1,钱远治2
(1.肇庆学院 电子信息与机电工程学院,广东 肇庆 526061;2.华南理工大学 机械与汽车工程学院,广东 广州 510000)
随着人们生活水平的不断提高,市场对家用电器、交通工具等的需求与日俱增,因此,对各类五金零部件的需求量将不断增加。大多数生产厂家,都是以冲床作为生产五金零部件冲压及成型的重要工具,而传统冲压过程依靠的人工送料方式工作效率低、劳动强度大且存在安全隐患。针对上述现象,该文设计制造了一种由液压驱动的新型冲床自动送料系统。实践表明,该自动送料系统实现了高精度、高效率、无噪音的绿色安全制造。
自动送料;液压驱动;绿色制造;高效
冲床冲压主要是依靠冲床上的冲模对待加工材料施加压力[1],使其产生预定的塑性变形,以获得一定的形状、尺寸的无切削加工工艺。冲压加工生产效率高,可获得强度大、刚性好、重量轻的制品,且模具的反复利用率较高。由于冲压加工相对于其他加工方式具有不可替代的优势,因而被广泛应用于航空航天、汽车家电等重要行业[2]。
1 技术背景
目前,在冲压行业中,大多数生产厂家还是采用人工送料,无可避免地会出现人身安全事故[3]。冲床操作包括上料、出料、工件移动、物料搬运,过程十分烦琐,再加上冲压工件的温度过高,常规的机械手很难实现,生产厂家长期以来只能靠人工来完成,存在加工效率低、人工成本高、劳动强度大等问题[4],并且存在极大的安全隐患。因此,对冲床送料系统的改进研究,是提高冲床自动化程度、精准度、工作效率的有效途径。
2 设计内容
通过对各零部件的结构分析及工作原理的实验测试,设计一种新型的自动送料系统。
2.1 设计目标
冲床自动送料系统替代手工送料系统拟达到如下目标:
1)降低生产成本,提高冲床的自动化水平,以提升生产效率。
2)降低劳动强度,减少送料过程中的潜在危险,使系统运行更加安全。
3)该系统无噪音、绿色安全,实现绿色生产的目的。
2.2 技术特征
1)采用二坐标精密运动与控制平台作为运动机构,以优化运行路径[5]。
2)通过开发自动送料控制系统,为普通冲床的手工送料转化为自动送料提供技术支持。
3)通过改变输入参数,可随意改变板料尺寸、加工件的形状,并可随意选择加工速度,易于控制。
4)采用液压夹持机构,克服人工送料的弊端,提供一种精准度高、效率高、无噪音,确保人身安全的新型冲床自动送料系统。
2.3 主要零部件分析
本系统采用液压驱动,有以下3个方面的优点。
1)可输出大的推力或大转矩,可实现低速大吨位运动;受力均匀,无噪音,使该系统的适用性更强[6]。
2)操作简单便于实现自动化;容易实现过载保护,使用安全可靠。
3)液压元件易于标准化、系列化、通用化,便于推广。
2.4 系统结构

图1 冲床自动送料系统的结构图
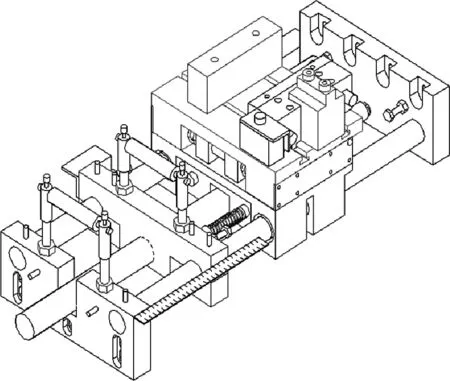
图2 冲床自动送料系统组装图
如图1和图2所示,本冲床自动送料系统包括:左支承架1、送料架2、无料报警行程开关5、工作台6、盖板7、固定夹头8、活动夹头9、连接座10、推杆11、夹紧液压缸12、支架13、轴承一14、导柱15、弹簧16、导向柱[7]17、右支承架18、调节挡块和缓冲件20、液压缸支架21、底座22、轴承二23、主液压缸24。
2.5 控制部分
冲床自动送料系统中的控制部分组成框图如图3所示。行程开关线路连接到冲床电器箱相应位置,液压缸油管分别连接到贮油箱各相应位置,贮油箱内设有多路换向阀、调节阀、压差式发讯器和液压泵等设施,将这些设施的电器线路连接到冲床电器箱相应位置,利用电控可控制油量、油压大小来调节速度参数。电器箱设有PLC装置[8],经PLC装置连接到PLC控制面板,送料进给速度等参数输入PLC系统,经PLC系统可达到所设参数速度[9]。

图3 冲床自动送料系统的控制组成框图
2.6 实验原理
固定夹头8和连接座10可调节地固定在工作台上。连接座打有两个圆孔,两个推杆穿过连接座上的圆孔,一端与活动夹头固定,夹紧液压缸12与连接座固定连接,两块盖板分别固定在连接座两侧[10]。无料报警行程开关5固定于工作台上,板料冲压完毕后自动报警。底座22位于工作台下面,支架13固定在底座侧边,底座与工作台通过两根导柱15连接,导柱15与工作台的连接圆孔内设有轴承一14,工作台可沿导柱方向作微调移动。每根导柱上装有两个弹簧,当送料夹紧机构与板料夹具不能完全对中时,可松开固定夹头上边两支螺栓横向移动到对中位置后再上紧两支螺栓横向移动到对中位置后再上紧两支螺栓,实现对中。主液压缸通过液压缸支架固定在底座下面,底座套装在导向柱上,导向柱与底座的连接圆孔内设有轴承二23,主液压缸工作时,驱动底座及其上面的整个夹紧机构沿导向柱作纵向往复移动。导向柱上装有调节挡块,可调整送料架2纵向往复移动的行程。液压缸支架上固定装有两个相反方向的缓冲件,因送料夹紧机构作纵向往复移动时与行程挡块碰撞会产生较大冲击,此装置可起到缓冲作用。导向柱的两端分别安装有左支承架1和右支承架18。送料架通过螺纹连接在左支承架和调节挡块上,送料架顶面的高度必须调至与工作台水平面的高度一致,实现板料平滑进入工作台。
其中,调节挡块由通过螺钉连接的零件一和零件二组成,零件一上设有行程开关支架,右支承架18上固定有挡块。左支承架1上的送料架2通过紧定螺钉锁定,从而调节固定送料架的高低。左支承架前侧边与底座左侧边设有刻度尺。
工作时,板料通过送料架2运送,夹紧液压缸12驱动推杆使活动夹头作横向往复移动来夹紧或松开板料,主液压缸24则驱动底座及其上面的整个夹紧机构沿导向柱作纵向往复移动,从而实现板料的正确运送。活动夹头宽度与底座宽度、长度根据输送板料实际大小、长度而定。
3 结束语
本文设计制造的一种新型冲床自动送料系统,经实验验证,解决了传统冲床生产过程中人工上料的弊端[11],达到了冲床送料系统自动化,操作精准度高、工作效率高、无噪音,并且能有效避免人身安全事故的发生,极大地提升了冲床的自动化程度,促进了我国制造业的健康迅速发展。
[1]南雷英,戚春晓,孙友松.冲压生产自动送料技术的现状与发展概况[J].锻压装备与制造技术,2006,41(2):18-21.
[2]李腊梅.螺杆滚丝机自动送料和收料设备的设计与应用[D].杭州:浙江工业大学,2013.
[3]NIKO P,PAPAOOANNOU D,DIVANACH P.An automated feeding system for intensive hatcheries[J].Aquacultural Engineering,2002,26(1):13-26.
[4]高伟.数控冲床送料机控制系统研究[D].南京:南京理工大学,2012.
[5]朱晓春.数控技术[M].2版.北京:机械工业出版社,2007.
[6]闻邦椿.机械设计手册[M].5版.北京:机械工业出版社,2012.
[7]李华.机械制造技术[M].5版.北京:机械工业出版社,2007.
[8]王敬冲,王大虎,刘海洋.虚拟仿真在PLC配料控制系统教学中的应用[J].实验室研究与探索,2015,34(9):75-78.
[9]刘利军.电气控制与节电系统设计[M].北京:中国电力出版社,2013.
[10]肇庆学院.一种冲床自动送料系统:ZL201510134960.1[P].2016-06-29.
[11]WONJOON C,YONGIL L.A dynamic part-feeding system for an automotive assembly line[J].Computers & Industrial Engineering,2002,43(1):123-134.
DesignandManufactureofAutomaticFeedingSystemforPuncher
QIAN Canrong1,QIAN Yuanzhi2
(1.Electronic Information and Mechanical Engineering College,Zhaoqing University,Zhaoqing 526061,China;2.Mechanical and Auto Engineering College,South China University of Technology,Guangzhou 510000,China)
With the development of the living standards,the demand of household electric appliances and vehicles is increasing.Therefore,the demand for various types of hardware parts will continue to increase.Most of the manufactures regard puncher as an important tool to make metal parts shaping and forming.However,the traditional stamping process relies on the manual feeding method of low efficiency,labor intensity and the existence of security risks.To solve these problems,this paper designed and manufactured a new hydraulic press system that is driven by hydraulic pressure.Practice shows that this system is achieved a high precision, high efficiency and no noise,green security manufacturing.
automatic feeding;hydraulic drive;green manufacturing;high efficiency
2016-01-15;修改日期:2016-08-11
钱灿荣(1965-),男,本科,高级实验师,主要从事机械设计及制造、金工实习教学及实验工作。
TH122
A
10.3969/j.issn.1672-4550.2017.04.002
猜你喜欢
一重技术(2021年5期)2022-01-18
机械设计与制造工程(2021年5期)2021-06-15
兵器知识(2019年10期)2019-11-04
金属加工(冷加工)(2018年2期)2018-03-22
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
现代冶金(2015年4期)2015-02-06
组合机床与自动化加工技术(2014年11期)2014-06-29
河南科技(2014年4期)2014-02-27
