
大尺寸FDM模具防变形翘曲打印参数研究
2017-09-03 10:17郭永贤孟庆文
中国铸造装备与技术 2017年4期
郭永贤,孟庆文
(宁夏共享模具有限公司,宁夏银川 750021)
大尺寸FDM模具防变形翘曲打印参数研究
郭永贤,孟庆文
(宁夏共享模具有限公司,宁夏银川 750021)
在用FDM工艺打印模具过程中,其工艺是将材料熔融挤出堆积,粘结层与层之间存在在温度梯度,每层的收缩率不一致,容易造成模具翘曲变形、开裂。本文研究打印温度、内部网格填充、参数对模具翘曲变形和开裂的影响。
FDM模具;开裂;翘曲变形
传统铸造业制作模具主要用的材料有金属模和木模。金属模尺寸稳定、表面品质高,但其制作成本昂贵、周期长。对于生产小批量的铸件,从成本上考虑不划算。所以一般铸造行业多数都用木料制作模具,其优点是制作周期短、价格便宜、维修方便,但其缺点是精度差、寿命短、表面容易损坏。另外,木材的过多使用会破坏可再生资源,不符合绿色制造的理念,木模被替代已经是一种发展趋势。随着FDM 3D打印技术的日渐成熟,用户可以自己设计自己生产,但由于其打印效率低、打印尺寸小,制作费用高,仅局限于制作玩具工艺品。随着大型FDM 3D技术的问世,打印用于铸造行业已经成为一种发展趋势,其优点是制作周期短、表面品质高、精度高、材料可回收循环使用,符合中国制造2025的理念。本文主要研究大尺寸FDM模具防变形翘曲打印参数,旨在提高模具打印品质,为以后模具产业化应用打基础。
1 参数试验阶段
1.1 试验打印温度对模具翘曲变形的影响
1.1.1 试验原料
试验使用的材料是颗粒状改性的PLA材料,其材料性能如表1所示。

表1 PLA试验材料的性能
1.1.2 参数设置
根据FDM打印的特点,模具结构分为四个部分,底层、内部网格填充、轮廓边墙和顶层,如图1所示。
薄壁件的模具容易变形,因此设计300 mm×300 mm×50 mm的薄壁件作为样品进行试验,如图2所示。打印6个样块,每个样块的打印温度以5 ℃递增,样块打印参数如表2。
1.1.3 结果分析
通过测量得出,在一定打印温度范围内,打印温度越高模具翘曲变形越大,如图3所示为打印温度与翘曲变形关系的曲线图。原因是FDM打印原理是逐层递增打印,当打印第二层的时候,第一层已经冷却,层与层粘接过程中会产生温度差,温度越高温度差越大,模具在冷却凝固时收缩比较大,造成翘曲严重。因此打印过程中尽量减小层与层之间的温度差是解决模具翘曲变形的关键。

图1 模具内部结构示意图

图2 打印模具尺寸
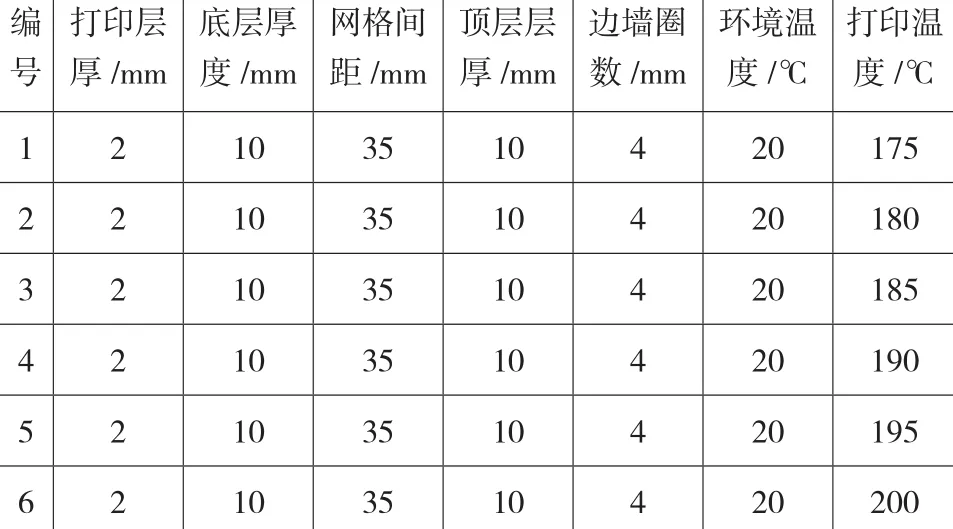
表2 试验样品打印参数
打印过程中工作台持续加热,保证工作台温度接近于材料的玻璃化转变温度,从而减小打印层之间的温度梯度[1]。在模具打印过程中适当的提高环境温度,减少模具层与层之间的温度梯度,减缓模具与外界的温度交换速度。完成模具的“时效”处理,使内部应力缓慢释放。但是温度一定要根据模具的尺寸和结构来定义,过高会导致模具出现塌陷[1]。

图3 打印温度与翘曲变形的曲线图
1.2 试验不同网格填充参数对模具翘曲的影响
1.2.1 参数设置
FDM模具在打印参数设计中,模具内部采用网格填充,主要是为了提高打印效率,降低成本。为了验证不同填充对变形的影响,打印6个样块,内部网格间距逐渐增大,如表3所示。

表3 试验样品打印参数
1.2.2 结果分析
通过对不同的间距网格填充进行实验测量,内部网格填充的越大对模具的翘曲变形越小,如图4所示。原因是网格间距越大,材料散热比较快,与底层材料的温差比较小,有效的防止模具的翘曲变形;另外一方面,间距大材料用料比较少,模具的应力较小,在应力释放的过程中对模具的变形量也会越小[2]。但是网格间距越大,模具强度也会受到影响,因此在工业产业化应用中需要多方面考虑,选择最优的参数。
2 生产验证
通过上述试验,需要打印更大尺寸的模具进行实际验证,选择1 800×800×600(mm)尺寸的模具,如图5所示,打印参数如表4所示。
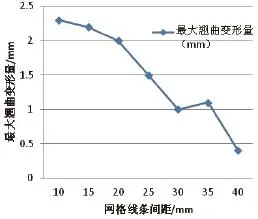
图4 网格线条间距与最大翘曲变形曲线图
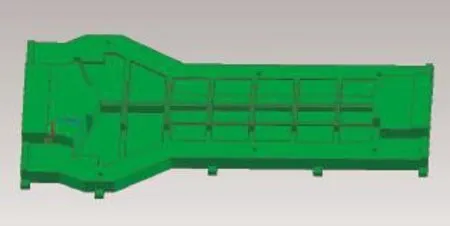
图5 用于试验验证的大尺寸模具

表4 大尺寸模具的打印参数
按照上述参数打印,模具在打印过程中最大翘曲变形在0.5 mm以内,能达到模具的品质要求。
3 结语
(1)打印温度对模具的变形翘曲影响很大,温度越高变模具变形翘曲越大,并且超过熔点温度越高,材料的性能就会发生改变,影响模具的粘接强度
(2)内部网格填充对模具的影响也比较大,网格间距越大,模具的变形量越小,而且从成本比较低,打印效率也会提高。但是会影响模具的强度,因此需要从各个方面考虑模具的打印工艺参数。
(3)模具的的翘曲变形还与很多因素有关,比如工作台温度、环境温度、打印速度都能够影响模具的翘曲变形,后续会持续研究其他方面的影响,为产业化做好准备。
[1] 李晓燕.3D成型技术的机理研究及过程优化[D].上海:同济大学,2006.
[2] 李艺,曹东伟. 基于熔融沉淀快速成型原理的三维打印关键技术研究[D].苏州:苏州大学,2012.
[3] 李艳霞,郭晓明,郭川斌,等.浮空器囊体材料用PUR.T/PA6/PUR—T复合膜的研制[J].工程塑料应用,2006,34(3):42-44.
Research on FDM model for deformation and warpage printing parameters
GUO YongXian, MENG QingWen
(KOCEL Pattern Co., Ltd.,Yinchuan 750021,Ningxia,China)
In the process of printing models with FDM process, there is temperature gradient between layers. Give rise to warpage and cracking of the model. This paper study the infl uence of printing temperature and internal grid fi lling on the warpage and cracking of the FDM mold.
FDM mold;cracking;warping
TG241.9;
A;
1006-9658(2017)04-0032-03
10.3969/j.issn.1006-9658.2017.04.009
2016-12-16
稿件编号:1612-1612
郭永贤(1987—),男,助理工程师,现从事铸造工艺设计工作.
猜你喜欢
China’s foreign Trade(2021年6期)2021-12-26
模具制造(2021年10期)2021-11-20
模具制造(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
中国交通信息化(2019年4期)2019-07-13
模具制造(2019年4期)2019-06-24
汽车与新动力(2017年3期)2017-06-29
小学生导刊(低年级)(2016年5期)2016-05-27
海军航空大学学报(2015年3期)2015-11-11
中华奇石(2015年7期)2015-07-09
