
油嘴结构对涤纶FDY染色条纹丝的影响
2017-08-30 20:45:34石勇强
合成纤维工业 2017年4期
石 勇 强
(浙江恒逸高新材料有限公司,浙江 杭州 310000)
油嘴结构对涤纶FDY染色条纹丝的影响
石 勇 强
(浙江恒逸高新材料有限公司,浙江 杭州 310000)
在热辊拉伸式涤纶全拉伸丝(FDY)生产中,采用油嘴上油,会产生涤纶FDY染色条纹丝。使用不同型号的油嘴用于生产涤纶FDY,分析了油嘴结构对染色条纹丝的影响。结果表明:在正常生产工艺条件下,初生丝从油嘴中吸附的油剂量不均匀导致纤维局部取向度和结晶度低是产生染色条纹丝的主要原因;油嘴的结构决定了初生丝的上油均匀性,贮油槽贮油能力越大,吸油和放油能力越强,上油均匀性越好,油嘴丝道宽度对上油均匀性也有一定的影响;生产中选择合适的油嘴,可提高初生丝的上油均匀性,从而减少涤纶FDY染色条纹丝的产生。
聚对苯二甲酸乙二酯纤维 高速纺丝 全拉伸丝 油嘴结构 染色均匀性 条纹丝
热辊拉伸式涤纶全拉伸丝(FDY)生产线有油轮上油和油嘴上油2种方式,油轮上油可使纤维上油和染色均匀性好,但纺丝张力太高,一些多孔细丝在油轮上油生产线上几乎无法正常纺丝。因此,随着纺丝头数的增加,一些新上的生产线大多直接改换成油嘴上油生产方式。油嘴上油生产线虽然纺丝张力有所降低,但初生丝的拉伸取向程度也随之降低,在染色性能上往往会出现深色条纹丝,使产品的匀染性能下降。特别是对染色均匀性有较高要求的AAA等级产品,灰色或咖啡色系列的染色均匀性将是比较突出的问题。对于如何提高FDY产品的匀染性能,在纺丝冷却和卷绕拉伸方面采取措施的报道早已比较全面,作者就生产实践中遇到的问题,在油嘴性能对染色均匀性的影响方面做一些探讨。
1 试验
1.1 原料及设备
聚酯(PET)熔体:特性黏数([η])为0.648 dL/g,端羧基含量为20 mol/t,二甘醇质量分数为1.2%,二氧化钛质量分数为0.3%,浙江恒逸高新材料有限公司产;染料:分散灰HBL,浙江闰土股份有限公司产。
纺丝箱体:德国巴马格公司制造;卷绕机:型号I-QOON/24,德国巴马格公司制造;纺丝油嘴:A,B,C 3种型号。
1.2 生产工艺流程及工艺条件
生产的涤纶FDY产品规格为83 dtex/72 f。生产工艺参数如下:熔体温度290 ℃,侧吹风速度0.62 m/s,冷却长度900 mm,油剂泵频率23 Hz,第一热辊(GR1)速度 1 760 m/min,第二热辊(GR2)速度4 260 m/min,GR1温度90 ℃,GR2温度133 ℃,卷绕速度4 198 m/min。
生产工艺流程见图1。

图1 涤纶FDY生产工艺流程
Fig.1 Flow chart of polyester FDY production
1.3 测试方法
染色均匀度:按GB/T 6508—2001《涤纶长丝染色均匀度试验方法》规定的程序测试。
条干均匀度:采用瑞士USTER-Ⅳ条干均匀度测试仪测试。
2 结果与讨论
2.1 油嘴的外形特征及应用状况
A,B,C 3种型号油嘴的特征见表1。A型和B型油嘴都是U形底的丝道,各配置1个圆形贮油槽。C型油嘴是平底丝道,有9条线型贮油槽。这3种油嘴在贮油槽的形状和大小,以及丝道的宽度和形状方面各有一些差别。

表1 3种油嘴的外观特征Tab.1 Appearance characteristics of three kinds of nozzles
实际生产中,使用A型油嘴生产涤纶FDY,用分散艳兰染料(E-4R)染色时纤维染色均匀性没有问题,但用分散灰染料(HBL)染色时,袜带上有非常多的深色条纹丝,条纹丝长度在3~5 cm,分布没有规律,有些生产位仅有几个锭位出现条纹丝,有些生产位的24个锭位(1#~24#)都出现条纹丝;条纹丝严重的锭位连续出现,不严重的间断性出现。染色异常丝总量已经到了无法分级判色的程度。
2.2 产生条纹丝的原因分析
从高分子的取向结构和结晶结构分析,染色短条纹产生的原因是局部分子链排列不紧密、分子链或链段间的空隙比较大、进入的染料分子比较多造成[1]。由此判断其产生原因是拉伸过程中分子链没有充分伸直,或者伸直程度与其他片段不一致,伸直程度低的分子链取向度低,在定型过程中结晶度低[2]。根据这种分析,当其他工艺条件不变时,提高拉伸倍数将使分子链上的应力增加,分子链向伸展拉直方向变化,取向度和结晶度都得以提高,应该能够将这种条纹丝消除或明显减少。但取24锭丝全有严重条纹的生产位进行拉伸倍数试验后发现,提高拉伸倍数不但不能完全消除条纹丝,而且拉伸到2.64倍时还有单丝断裂毛丝出现,即在纤维上的应力已经超出了纤维所能承受的拉伸力,部分单纤维在已经被拉断的极限情况下,分子链的伸直程度还没有达到均匀一致的效果。说明在保证纤维其他使用性能不受影响的条件下,提高拉伸倍数无法解决这个问题,即拉伸工艺不是产生条纹丝的主要原因。
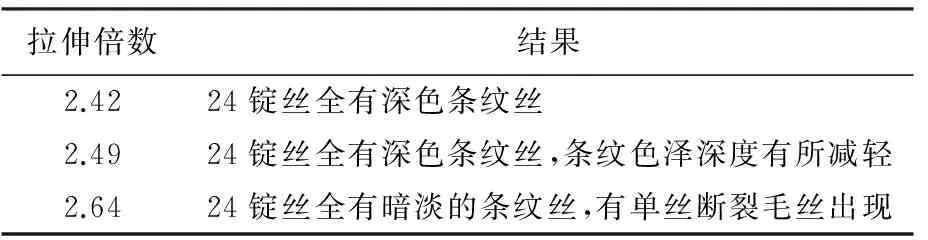
表2 拉伸倍数对产生条纹丝的影响Tab.2 Effect of draw ratio on stripes formation
2.3 油嘴结构对产生条纹丝的影响
经验表明,纺丝油嘴对预取向丝(POY)的后拉伸性能有重要影响,但对FDY的染色性产生的影响还没有相关报道。取用于POY的B,C型油嘴与A型油嘴做对比试验。选取条纹丝严重程度相对稳定且连续出现的生产位,将24锭丝依单锭丝条纹丝的数量和色泽深度为分类依据,按锭位分成相同的3部分,A,B,C 3种型号油嘴各用8锭丝。原来使用A型油嘴的1#~7#和9#锭位不动,另外8#,10#~16#锭位更换成B型油嘴,17#~24#锭位更换成C型油嘴,观察油嘴性能对染色条纹丝的影响,试验结果见表3 (不区分条纹丝色泽偏深的轻重程度)。

表3 油嘴结构对条纹丝数量与分布的影响Tab.3 Effect of nozzle types on number and distribution of stripes
注:√表示有条纹丝;×表示无条纹丝。
由表3可知,相同条件下不同型号的油嘴所产生的条纹丝数量有明显的不同,A型油嘴的条纹丝数量最多,B型油嘴次之,C型油嘴的条纹丝数量最少。另外,试验还表明,提高拉伸倍数时,用C型号油嘴能够很快将条纹丝完全消除,用B型油嘴能明显减少条纹丝数量但不能完全消除,用A型油嘴的条纹丝数量没有变化,即不同型号的油嘴对条纹丝数量的影响有很明显的差别,油嘴性能对染色条纹丝有重要影响。
取使用A型油嘴没有条纹丝的3#锭位和条纹丝比较严重的1#,5#锭位分别进行物性测试,见表4。3#锭位的强伸性能及含油率与1#,5#锭位丝比较没有明显差异,但条干不匀率略小。另外,通过条干曲线图可以发现,3#锭位丝曲线图上的“针尖峰”数量明显比1#,5#锭位丝的少,“针尖峰”的振幅高度也明显比1#,5#锭位丝的低,曲线比较光滑。一般认为这是含油均匀性差异原因:含油均匀性越差时,条干曲线图上的针尖峰数量越多、针尖峰的振幅也越大[3]。
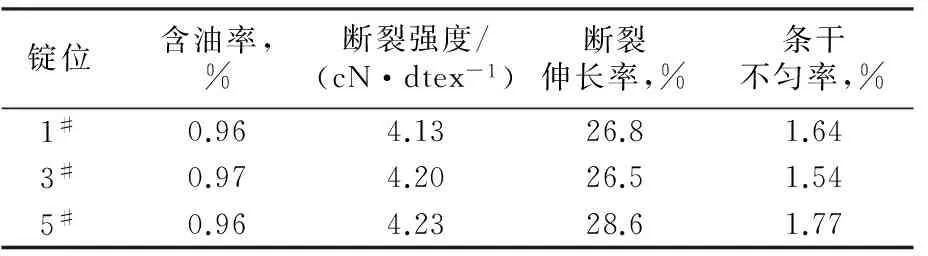
表4 不同锭位的产品物性指标Tab.4 Physical index of yarn at different spindles
再选取18#锭位更换油嘴前后的丝条进行条干分析测试,这锭丝在使用A型油嘴时有严重条纹丝,换成C型油嘴后条纹丝消失,测得换油嘴前纤维的条干不匀率为1.42%,换油嘴后为1.39%,条干不匀率差异虽然不大,但条干不匀率曲线同样表现出针尖峰数量和振幅高度的差异,使用C型油嘴的条干曲线针尖峰数量少,振幅小,曲线相对光滑。
2.4 油嘴结构对上油均匀性的影响
贮油槽的作用是当油泵因震动、漏流等原因产生微小的压力或流量变化时,或者因乳液中溶解的气体和被压缩的微汽泡释放产生微小的压力或流量变化时,因喷油孔的出油量会有微小的变化,用贮油槽贮存的油量调节初生丝的含油量。和A型油嘴比较,B型油嘴的贮油槽容积大,能够贮存的油量多,贮油槽喷油孔出油不匀的调节能力变强,使初生丝所含乳液量的均匀性得以提高。另外,B型油嘴贮油槽的槽口是坡角,A型油嘴的槽孔口是直角,坡角形状的槽口乳液更容易流进和流出,对乳液量调节的即时性也得以提高,使乳液量的分布更加均匀。C型油嘴是9条线槽型贮油槽,贮油槽长度占丝道长度的2/3,起到多部位分散贮油、多点调节的作用,其调节能力和调节即时性比单孔贮油槽更强一些。另外,C型油嘴两个侧边也开有斜向上的线槽,侧边线槽和底部线槽连通到一起,使侧边线槽起到毛细管效应,使贮存的乳液会有一点高度方向的爬升,这既增加了贮油量,又会使爬升的乳液从丝束的侧边部位给予补充,增加了丝束乳液量的均匀性。因此C型油嘴对乳液含量的调节能力比A,B型油嘴都强。
丝道的作用是对初生丝进行集束,除降低纺丝张力外还可以防止丝束上的乳液向空气中飞散。B型油嘴的丝道宽度比A型油嘴的窄一些,丝束上的乳液向空气中飞散的量会比A型油嘴的少一些,乳液分布的均匀性也好一些。C型油嘴虽是平底丝道,但丝道宽度也比A型油嘴的窄,丝的集束性好,防止乳液飞散的能力比A型油嘴强,因此其乳液均匀性也比A型油嘴好。3种油嘴的结构差异见图2。

图2 3种油嘴的结构示意Fig.2 Structure diagrams of three kinds of nozzles
2.5 上油均匀性差异分析的反向验证
生产研究中的反向验证是在不考虑条件变化带来负面影响的情况下,根据大幅度变更某个条件所产生的结果,判断此前的设想或推论是否成立的方法。前述分析认为染色条纹丝是乳液量不均匀、水分蒸发带走热量所致,在不考虑丝的使用性能和生产稳定性的条件下,采用大幅度降低含油率以弱化含油不匀率,和大幅度提高拉伸温度以强化丝条受热均匀性两种方法,以此验证条件变更后染色均匀性是否能有明显改善,由此验证乳液量均匀性影响染色条纹丝的结论是否正确。
将前述生产位的B,C型油嘴仍然换成A型油嘴,在第1.2节的工艺条件下分别改变油剂泵频率和拉伸温度进行试验,试验条件和结果见表5。
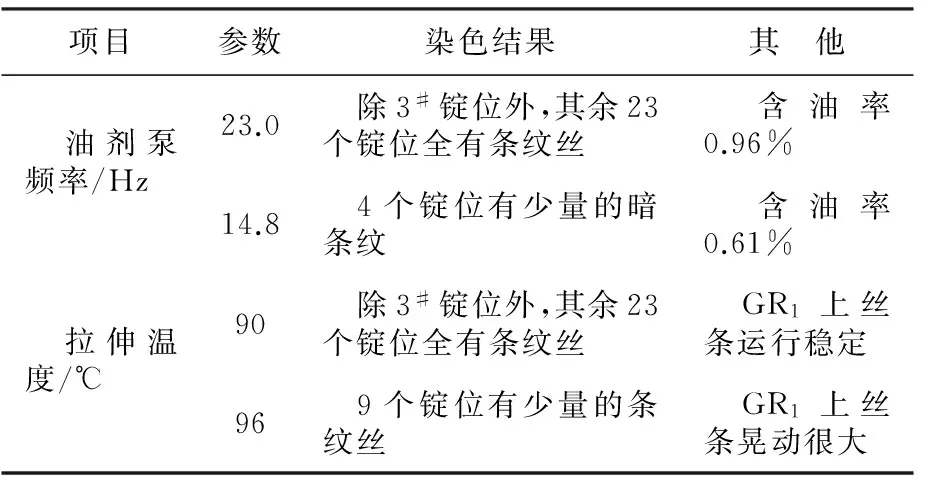
表5 改变油剂泵频率或拉伸温度试验结果Tab.5 Test results at different oil pump frequency or drawing temperature
试验结果表明:使用A型油嘴,通过大幅度降低含油率或大幅度提高拉伸温度的方法,虽然都没有完全消除条纹丝,但条纹丝的数量都可以明显减少,从反方向验证了乳液量不均匀影响染色条纹丝结论的可靠性。但反向验证所使用的工艺条件对丝的使用性能或生产稳定性都产生巨大的不利影响,无法在正常生产中加以使用。
3 结论
a. 因油嘴原因产生的染色条纹丝是初生丝吸附的油剂乳液量不均匀造成,乳液量高的部分丝实际受热程度低,导致丝的取向度和结晶度低,最终以染色条纹丝的形式表现出来。
b. 油嘴对上油均匀性的影响由油嘴结构决定,贮油槽贮油能力越大,吸油和放油能力越强,上油均匀性越好。丝道宽度是否适合对上油均匀性也有一定的影响。
[1] 陶乃杰. 染整工程(第二册)[M].北京:中国纺织出版社,1990:68.
Tao Naijie. Dyeing and finishing process (book 2)[M].Beijing: China Textile & Apparel Press, 1990:68.
[2] 董纪震, 罗鸿烈, 王庆瑞, 等. 合成纤维生产工艺学(上册)[M]. 第二版.北京: 中国纺织出版社, 1996:411-536.
Dong Jizhen, Luo Honglie, Wang Qingrui, et al. Synthetic fiber production process (book 1)[M]. 2nd ed. Beijing:China Textile & Apparel Press, 1996:411-536.
[3] 徐进云, 周存, 黄华强. 油剂对涤纶POY条干不匀率的影响[J]. 合成纤维工业, 2001, 24(3):31-34.
Xu Jinyun, Zhou Cun, Huang Huaqiang. The influence of spinning finishes on irregularity of polyester POY[J]. Chin Syn Fiber Ind, 2001, 24(3):31-34.
◀国内外动态▶
BP公司完成库珀河PTA装置改造
BP公司于2017年6月14日宣布,已在美国南卡罗来纳州库珀河附近完成了对其精对苯二甲酸(PTA)装置投资为2亿美元的改造。BP公司全球芳烃业务首席执行官Luis Sierra表示,这一投资将使其能源用量减少40%,每年碳排放量减少109 kt,同时将总产量提高10%。BP公司库珀河装置PTA生产能力为1 400 kt/a。这项改进将使BP公司能够生产出一种低碳品牌的PTA,以及世界认证的碳中性PTA。
(通讯员 钱伯章)
美国研发碳纤维回收新技术
据美国华盛顿州立大学消息,该校机械与材料工程学院科研小组最近研究出一种碳纤维回收新技术。
该团队用弱酸作为催化剂,利用含该催化剂的液态乙醇在相对低温下对热固性材料进行分解。为取得更好的分解效果,研究人员在实验过程中对材料进行升温,使含有催化剂的液体能够更好地浸入复合材料内部,破坏其中已经固化的复杂结构。科研小组利用乙醇使树脂发生膨胀,再用氯化锌破坏化学分子中的碳氮键。
该方法已被实验证明有效,分解之后的碳纤维和树脂被分别投入再生产。该团队已经为其申请了技术专利,并试图投入商业化应用。
(通讯员 郑宁来)
兰精在泰国建设莱赛尔纤维厂
Lenzing(兰精)公司于2017年6月29日宣布,其管理委员会已批准在泰国建立新的莱赛尔(lyocell)纤维生产装置的建议,设计生产装置生产能力高达100 kt/a。这一举措是兰精计划大幅度提高特种纤维在全球所占份额的一部分。
(通讯员 钱伯章)
Effect of nozzle structure on dyeing stripes of polyester FDY
Shi Yongqiang
(Zhejiang Hengyi High-tech Materials Co., Ltd., Hangzhou 310000)
Dyeing stripes appeared on polyester fully-drawn yarn (FDY) due to the nozzle oiling method for polyester FDY production through hot roller drawing technique. The oiling nozzles of different types were used to produce polyester FDY. The effect of the oil nozzle structure on the dyeing stripes was analyzed. The results showed that the primary factor causing the formation of the dyeing stripes was the uneven oil content of as-spun fiber absorbing from the oil nozzle which provided some parts of the fiber with the low degree of orientation and crystallinity under normal process conditions; the oiling evenness of as-spun fiber depended on the structure of the oiling nozzles; the higher the oil storage quantity of the oiling groove and the oil absorbing and discharging capacity of the nozzle, the higher the oiling evenness; the yarn path width of the oil nozzle gave a certain effect on the oiling evenness; and the oil nozzle should be rationally selected to improve the oiling evenness of the as-spun fiber and thus depress the generation of dyeing stripes of polyester FDY.
polyethylene terephthalate fiber; high-speed spinning; fully-drawn yarn; nozzle structure; dyeing evenness; stripes
2017- 01- 08; 修改稿收到日期:2017- 05-30。
石勇强(1971—),男,工程师,从事聚酯纤维生产技术管理工作。E-mail:hnkfsyq@163.com。
TQ342+.21
B
1001- 0041(2017)04- 0065- 04
猜你喜欢
盐科学与化工(2021年11期)2021-11-22 01:17:56
黑龙江电力(2020年6期)2020-03-17 05:28:12
锻造与冲压(2019年7期)2019-04-13 01:10:42
电子测试(2018年15期)2018-09-26 06:02:02
纺织科学研究(2017年6期)2017-07-03 12:14:35
科技视界(2016年27期)2017-03-14 22:38:47
快乐语文(2017年25期)2017-02-17 21:33:58
石油矿场机械(2017年1期)2017-02-13 00:40:25
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
合成技术及应用(2015年3期)2015-12-11 08:36:28
