
提高铜电解液过滤质量的生产实践
2017-08-23 12:49:51刘宇锋柯新安刘建新
中国有色冶金 2017年4期
刘宇锋, 董 博, 柯新安, 刘建新
(大冶有色金属股份有限公司, 湖北 黄石 435005)
提高铜电解液过滤质量的生产实践
刘宇锋, 董 博, 柯新安, 刘建新
(大冶有色金属股份有限公司, 湖北 黄石 435005)
介绍了大冶有色提高铜电解液过滤质量的生产实践,通过改进铜电解过滤系统,规范操作,提高了电解液过滤质量,降低了电解液中悬浮物含量,获得了较好的工艺指标。
铜电解液; 过滤系统; 悬浮物; 阴极铜含银
0 引言
铜冶炼生产以铜精矿为原料,通过火法冶炼得到阳极板(粗铜)。阳极板中的主要杂质有As、Sb、Bi、Pb、Fe、Zn、Ni、Cl等,在铜电解过程中,杂质随铜一起溶解进入电解液,并通过化学沉积和机械夹杂的方式在阴极积聚,从而影响阴极铜质量。在这些杂质中,As、Sb、Bi对阴极铜质量影响较大。As、Sb、Bi进入电解液主要以两种形式影响阴极铜质量,一种是形成漂浮阳极泥,另一种是以离子形态存在于铜电解液中,并不断富集对铜电解产生影响。因此,必须定期对电解液进行过滤除杂,以满足铜电解生产要求[1]。
1 铜电解生产过程中杂质的存在形式
通常情况下,高纯阴极铜中的杂质元素除部分银以金属形态存在外,其余都以化合物形态机械夹杂于金属铜中。由于电解过程所有的阴阳极行为都是电解液作为中间介质完成的,而在正常情况下,As、Ni等杂质不可能以电化学沉积方式进入阴极铜,因此电解液中的悬浮物成为控制关键[2]。分析电解液中的悬浮物,其主要是As、Sb、Bi,其它物质较少(见表1)。
另外,管道渣的主要成分也是As、Sb、Bi(见表2),进一步证明电解液中的悬浮物主要为As、Sb、Bi。

表1 电解液中悬浮物组成 %

表2 管道渣组成 %
2 提高电解液过滤质量的生产实践
2.1 过滤系统改造
图1为原过滤系统流程图。地坑中电解液吹风搅拌,含有阳极泥的电解液用泵打到板框过滤机过滤,滤液再经过LAROX过滤机,电解液经过两次过滤后进入系统。

图1 改造前电解液过滤流程图
图2为改造后的过滤系统流程图。地坑中的电解液通过搅拌桨搅拌,含有阳极泥的电解液用泵打到浓密机,经过浓密机澄清后的电解液用泵打到1#板框过滤机中进行一次过滤,一次滤液再泵入2#板框过滤机进行二次过滤(2#板框过滤机滤布较1#板框过滤机滤布目数大),二次滤液再送入LAROX过滤机,最终进入系统循环使用。

图2 改造后电解液过滤流程图
改造后的新式过滤系统具有如下优点:①电解液过滤次数由2次改为3次,增加了电解液过滤频次,二次过滤的板框过滤机滤布目数增大,提高了电解液过滤质量,减少了电解液中的悬浮物;②地坑由压缩空气搅拌改成搅拌桨搅拌,降低了厂房酸雾,减少了酸雾对厂房设备设施的腐蚀,同时也改善了作业环境,降低了酸雾对职工的伤害;③地坑改为搅拌桨搅拌后,每天作业完后地坑中的阳极泥可以全部通过板框过滤机压滤,杜绝了地坑阳极泥被盗,有利于车间治保工作[3]。
2.2 加强操作管理
加强电解槽槽面及槽下过滤岗位人员管理:①加大对板框过滤机滤后液的检查力度,发现板框过滤后液跑浑及时进行处理,杜绝跑浑电解液进入电解液生产系统;②加大对LAROX过滤机流量的监控,流量低于正常值10%时进行反洗,流量低于正常值30%时,对滤布进行更换;③及时更换板框过滤机的破损板、框和滤布;④定期对电解液过滤系统的滤后液池、过滤槽和浓密机进行清理;⑤槽面换装时,先拔上清液塞,待上清液放完后,将上清液塞堵住,然后用电解液冲洗槽底阳极泥,防止冲洗过程中阳极泥从上清液塞流到低位槽,进入系统;⑥槽面出铜过程中,将电解槽进液阀门关闭,防止被污染的电解液通过回流管进入系统。
3 改进效果
3.1 电解液中悬浮物
过滤系统改造后,电解液的过滤频次提高,同时加强了槽面管理,减少了阳极泥对电解液的污染,电解液的洁净度明显提高,电解液中的悬浮物明显减少。2015~2016年电解液中悬浮物含量如图3。
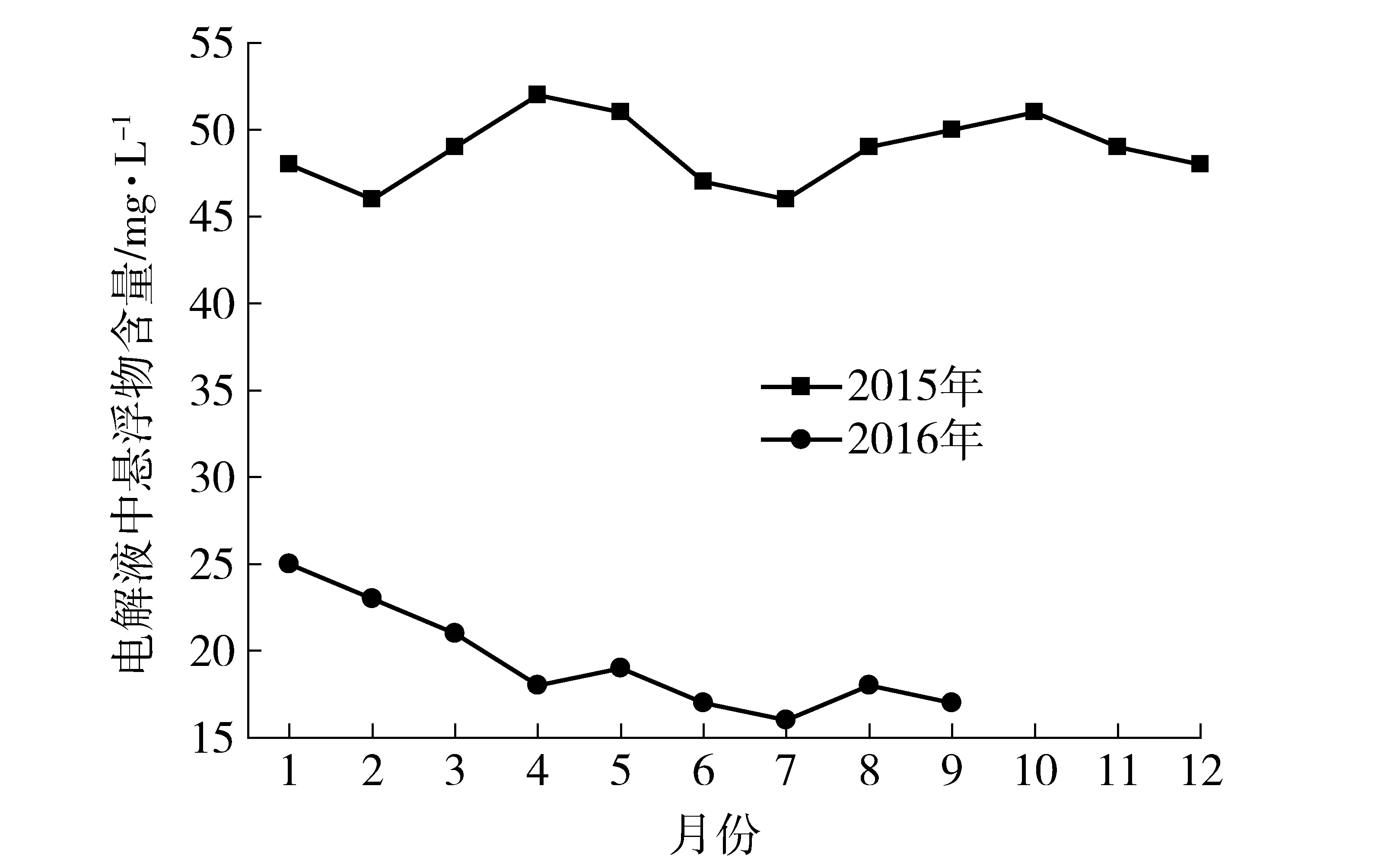
图3 2015~2016年电解液中悬浮物含量
从图3中可以看到,2015年电解液中悬浮物含量平均为48.8 mg/L,月平均在45~55 mg/L;2016年截至到9月份电解液中悬浮物含量平均为19.3 mg/L,月平均在15~25 mg/L,较2015年下降。
3.2 A级铜产出率
A级铜也称高纯阴极铜、升水铜,其产出率是衡量电解系统工艺控制水平的重要指标之一。图4为2015~2016年A级铜月产出率。
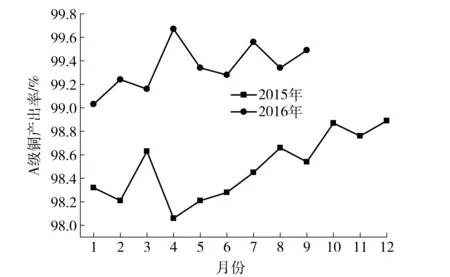
图4 2015~2016年A级铜产出率
从图4中可以看出,2015年A级铜产出率平均为98.49%,月平均在98%~99%;2016年截至到9月份A级铜产出率平均为99.35%,月平均在99%~99.7%,较2015年有明显提高。电解液中悬浮物含量降低后,提高了电解液洁净度,电解液杂质含量减少,降低了非铜粒子在阴极铜表面粘附几率,阴极铜质量明显提高。
3.3 直流电单耗
铜电解过程中,直流电单耗理论上可由下式计算:
w=1 000v/1.185 2×η
(1)
其中:w为直流电耗,kWh/t-Cu;v为槽电压,V;η为电流效率,%。
由上式可知:直流电单耗取决于槽电压和电流效率,并随着槽电压的升高、电流效率的下降而增大。该厂电流效率基本稳定在97.5%以上,因此降低铜电解直流电单耗的直接途径就是降低槽电压。槽电压包括阳极电位、阴极电位、电解液电阻引起的电压降、导体上的电压降以及槽内各接触点的电压降。当前车间采用15%~20%稀硫酸清洗接触点等措施加强槽面管理,槽电压的高低主要取决于电解液中阴阳极之间的电阻,降低电解液中悬浮物含量之后,电解液比重下降,电阻下降,相同电流密度下槽电压也相应下降。 图5为2015~2016年铜电解直流电单耗。

图5 2015~2016年直流电单耗趋势图
从图5可以看出,2015年直流电单耗平均为333 kWh/t-Cu,月平均值在320~340 kWh/t-Cu;2016年截至到9月份直流电单耗平均为292 kWh/t-Cu,月平均值270~300 kW·h/t-Cu,较2015年明显下降。
3.4 阴极铜含银
银主要以离子放电和机械粘附两种方式进入阴极铜中,图6为2015~2016年阴极铜含银图。

图6 2015~2016年阴极铜含银
2015年阴极铜含银平均为15.7×10-6,阴极铜含银月平均在(15~16)×10-6;2016年截至到9月份阴极铜含银平均为10.9×10-6,阴极铜含银月平均在(10~11)×10-6,较2015年有明显的降低。
4 结论
对电解液过滤系统进行改进,通过改变过滤方式、规范操作管理,提高了过滤质量,降低了电解液中悬浮物含量,直流电单耗降低,阴极铜含银降低,阴极铜质量稳定。
(1) 电解液中悬浮物含量从48.8 mg/L降低至19.3 mg/L。
(2) 降低了电解液的密度,有利于贵金属和其他杂质的沉降,A级铜产出率保持在99%以上,阴极铜含银平均值从15.7×10-6降低至10.9×10-6。
(3) 电流密度在240~260 A/m2范围内,直流电单耗平均值由333 kWh/t-Cu降至292 kWh/t-Cu。
[1] 马军,李坚,罗劲松.云铜降低阴极铜中银含量的生产实践[J].中国有色冶金,2014,(5):24-26.
[2] 彭容秋.铜冶金[M].长沙:中南大学出版社,2004.
[3] 乐安胜.铜电解过滤系统的改造优化[J].有色金属,2016,(5):35-37.
Production practice of improving the filtration quality of copper electrolyte
LIU Yu-feng, DONG Bo, KE Xin-an, LIU Jian-xin
This paper introduces the production practice of improving the filtration quality of copper electrolyte in Daye non-ferrous metals group. It is found that through modifying the copper electrolysis and filtration system, standardizing the operation, the filtration quality of electrolyte is improved, and the suspended solids content in the electrolyte is reduced, favorable process indicators is obtained.
copper electrolyte; filtration system; suspended solids; silver content in cathode copper
刘宇锋(1988—),男,湖北黄冈人,冶金工程师,从事冶金生产技术工作。

TF811
B

猜你喜欢
铜业工程(2022年1期)2022-04-13 03:32:12
魅力中国(2021年36期)2021-10-27 09:15:34
选煤技术(2021年6期)2021-04-19 12:22:08
矿产综合利用(2020年1期)2020-07-24 08:51:00
理论与创新(2020年10期)2020-07-14 13:01:33
中国医疗器械信息(2020年9期)2020-06-20 11:04:12
山东冶金(2019年6期)2020-01-06 07:46:12
设备管理与维修(2019年4期)2019-05-16 03:16:48
中国有色冶金(2016年2期)2016-02-11 03:31:44
机电信息(2014年20期)2014-02-27 15:53:20
