
Effects of machining parameters on surfaceroughness of joints in manufacturing structural finger-joined lumber
2017-08-07 05:50GONGMengRAOShuzhanLILing
林业工程学报 2017年4期
GONG Meng, RAO Shuzhan, LI Ling
(WoodScienceandTechnologyCentre,UniversityofNewBrunswick,Fredericton,NewBrunswick,CanadaE3C2G6)
Effects of machining parameters on surfaceroughness of joints in manufacturing structural finger-joined lumber
GONG Meng*, RAO Shuzhan, LI Ling
(WoodScienceandTechnologyCentre,UniversityofNewBrunswick,Fredericton,NewBrunswick,CanadaE3C2G6)
Surface roughness plays an important role in determining the bonding quality of finger-joined lumber. Different material properties (e.g., density) and machining parameters (e.g., wearing time of a cutter) could result in different degrees of roughness. This study was aimed at evaluating the surface roughness of various types of finger joints and bonding quality of the finger-joined lumber. Two grades of black spruce (Piceamariana) lumber, i.e., 1500f-1.4E and 2250f-1.9E, were used. The finger joints were sampled, which had a length of 12.7 mm or 28.3 mm and were cut in the first 10 min or after 60 min in the manufacture line. The surface roughness of a finger joint was evaluated by measuring the roughness average (Sa) and the root mean square gradient (Sdq) by using a Veeco 3D non-contact optical profiler. The bending modulus of elasticity (MOE) and ultimate tensile strength (UTS) of the finger-joined lumber specimens were measured to evaluate the bonding quality. The main findings were: 1) the Sa values of specimens significantly increased with the lumber grade, finger length, and wearing time; however, the Sdq values slightly varied with the change of these factors; 2) the Sa values could be used as a primary index to evaluate the surface roughness of wood after machining process; 3) the bonding qualities of all finger-joined lumber tested were good; and 4) there was not a significant influence of Sa on the MOE and UTS of the finger-joined lumber tested.
3D surface roughness measurement; finger-joined lumber; finger length; lumber grade; wearing time; mechanical properties
1 Introduction
Wood, as an orthotropic material, is primarily composed of unfilled, elongated cells oriented parallel to each other along the trunk of a tree. Due to the existence of various types of cells or tissues in the wood (e.g., tracheids, vessels, and rays), it never creates a perfectly regular, even and smooth surface of wood in the course of machining. At the micro level, the wood surface displays peaks, valleys, and crevices littered with loose fibers and other debris. Such an uneven surface may cause air pockets and blockages that prevent complete wetting by adhesive and introduce stress concentrations when the adhesive has cured and thereby decrease the bonding quality of wood products.
To achieve asatisfactory bond performance, Selbo[1]stated that the wood surface after machining should be, to avoid damaged wood cells to form weak links with adhesive, smooth, flat, and free of machine marks and large surface irregularities, including planer skips and crushed, torn, or chipped grain. During practical wood machining processes, different machining parameters (e.g., cutting angle and speed, type of cutter) and wood characteristics (e.g., density, grain orientation, and moisture content) may result in various uneven surfaces of wood products, which can be evaluated in terms of surface roughness by measuring the geometrical parameters of an irregularity (such as height, width, and gradient). For example, as for those wood species having large vessels, the influence of their porous structure on surface roughness should be considered when the influence of machining processes on surface roughness is addressed.
Fujiwara et al.[2]proposed that the irregularities caused by large diameter vessels that could produce deep valleys should be removed from the roughness profile of hardwood species. They measured the surface roughness profiles of Japanese oak (Quercusmongolicavar.grosseserrata) and Japanese beech (Faguscrenata) sanded by various grades of coated abrasives using a stylus instrument with a 5 μm radius and 90° angle stylus tip. The roughness parameters (i.e., arithmetical mean deviation (Ra), maximum height (Ry), mean spacing of local peaks (S), and mean spacing of the profile irregularities (Sm)) of each specimen were calculated based on the roughness profile without deep valleys. They found that the Ra, Ry, S, and Sm calculated based on their method all decreased with the increasing grit number from P80 to P400.
Similarly, Hendarto et al.[3]compared three methods for removing the deep valleys caused by large diameter vessels and studied the effect of sanding process on the surface roughness of Messmate (Eucalyptusobliqua). Seven sets of specimens (five specimens per set) were sanded with seven different grits of open-coat abrasives (P60, P80, P100, P120, P150, P180, and P240). The roughness profile of each specimen was measured by a stylus-type profilometer with a 5 μm radius and 90° angle stylus tip. The deep valleys that were larger than a pre-defined lower valley limit were replaced with zero (method 1), with lower valley limit (method 2), and directly removed from the profile data (method 3). Four roughness parameters of Ra, root mean square deviation (Rq), maximum roughness depth (Rmax), and average maximum height (Rz) were calculated. It was discovered that these four parameters decreased with the increasing grit number from P60 to P240 regardless of the calculating method. However, Hendarto et al.[3]did not discuss the difference among these three methods they used.
Magoss[4]made an effort to separate the surface roughness of wood produced by wood characteristics and cutting speed using a filtering method for removing the deep valleys. Five hardwood species (i.e., cottonwood (Populusspp.), ash (Fraxinusspp.), beech (Fagusspp.), black locust (Robiniapseudoacacia), and oak (Quercusspp.) and softwood species (i.e., scots pine (Pinussylvestris), larch (Larixspp.), fir (Abiesspp.), spruce (Piceaspp.), and eastern white cedar (Thujaoccidentalis)) were used as testing materials. The specimens were cut using sharp milling head on a CNC-controlled milling machine at five speeds of 10, 20, 30, 40 and 50 m/s. The roughness profile of each specimen was recorded by a stylus-based unit equipped with a skid diamond stylus with a tip radius of 5 μm. Roughness parameters, including Ra, Rz, Rmax, reduced peak height (Rpk), core roughness depth (Rk), and reduced valley depth (Rvk), were used to evaluate the surface roughness. They found that (1) an increasing cutting speed reduced the surface roughness; (2) the softwood species were not sensitive to the change of cutting speed; and (3) Rk was a good indicator to predict the edge dullness of a milling head.
Iskra et al.[5]investigated the impact of the machining conditions (i.e., cutting depth, feed speed, and grain orientation of the wood) on the surface quality of paper birch (Betulapapyrifera). The surface roughness was measured with a stylus type tester having an inductive pick-up diamond stylus tip with a radius of 5 μm and a cone of 90°. They found that the cutting depth did not influence the surface finish. Roughness greatly depended on the feed speed and the grain orientation, increasing linearly as the feed speed increased. The roughest surfaces were those obtained by routing against the grain between 120° and 135° grain orientation, depending on the feed speed.
In the aforementioned studies, a two-dimensional (2D) roughness measurement was made by using a stylus-type tester to evaluate the roughness of wood surface machined. However, it has been realized that there are two shortcomings in such a 2D method, i.e., 1) the tip size of a stylus may limit the minimum feature sizes detected by the stylus, and 2) it fails to provide the full-field information of surface roughness because the 2D device can only perform a single axis measurement each time.
Fortunately,the areal surface assessment (3D evaluation) methods have recently been developed to measure the surface roughness of an object based on the topography of an explored surface. The surface topography can be acquired by various approaches, such as, laser triangulation, confocal microscopy, low coherence interferometry, and digital holography, covering a wide range from the macro to the nano level. The advantages of these 3D methods include full information acquisition, high vertical and lateral resolution, fast scan speed, and non-contact to avoid damages caused by the surface wear produced by the stylus tip or operating errors. A few researchers have tried to use the areal (3D) surface assessment methods for evaluating the surface roughness of the wood products. Cool et al.[6]used a micro-measure confocal microscope to carry out the surface roughness measurement of black spruce (Piceamariana) wood after oblique cutting, peripheral planning, face milling, and sanding treatments, with an aim at examining the effect of the surface roughness on the bonding quality of wood specimens adhesively joined by a two-component polyvinyl acetate (PVA) adhesive. They found that the surface of the black spruce wood after P80-grit sanding treatment was the smoothest among four machining treatments, followed by oblique cutting. The peripheral planning and face milling treatments yielded the surfaces with similar surface roughness. They also found that there was no significant difference in glueline shear strength among four types of specimens before aging treatment.
Finger-joined lumber has been widely used in fabrication of engineered wood products, such as glued laminated timber (glulam) and cross laminated timber (CLT). During the manufacturing of structural finger-joined lumber, the bonding quality of the finger joints is critical in determination of the mechanical performance of the finger-joined lumber. This study was aimed at evaluating, by means of a 3D non-contact optical profiler, the surface roughness of finger joints by taking account into lumber grades, finger lengths and sharpness of cutters. In addition, the bonding quality of finger-joined lumber of various finger joints was examined as well in terms of selected mechanical properties, such as modulus of elasticity (MOE) and ultimate tensile strength (UTS).
2 Materials and methods
2.1 Preparation of specimens for surface roughness measurement
One bundle comprising 504 pieces of‘2×3’ black spruce (Piceamariana) 1500f-1.4E MSR lumber, and the other bundle containing 324 pieces of ‘2×3’ black spruce 2250f-1.9E lumber were obtained for this study. The mean standard deviation (SD) values of the density of 1.9E and 1.4E lumbers were (519±20) and (470±25) kg/m3, respectively. The dimensions of each lumber piece were 38 mm×63 mm×2 400 mm. The moisture content of lumber sampled varied from 12% to 19%.
Two types of cutter were used to manufacture reversed finger joints:UNB-P2 (12.7 mm in finger length) and AC16-139 (28.3 mm in finger length), which was reported in the study by Gong et al.[7]. Three variables were considered:lumber grade, joint length and cutter sharpness. Each of the three variables was examined at two levels. The design of experiment is given in Table 1. The sharpness of cutters was controlled in the first 10 min and after 60 min through actual production at the finger-joining line in a typical mill, which was, according to the industry practice, estimated to be equal to cutting the first 300 joints and after 1 500 joints, respectively. Spare lumber pieces were continuously cut between 10 min and 60 min to simulate production process.

Table 1 Design of experiment
Notes:the code of each specimen contained three letters, in which the first letter L or H represents ‘low’ or ‘high’ lumber grade, the second letter L or S means ‘long’ or ‘short’ joint length, and the third letter ‘B’ or ‘A’ suggests ‘before’ or ‘after’ wearing of cutters.
There were eight combinations of conditions for the finger joints and a total of 16 sets (Table 2). Two sets of finger-joined lumber fabricated at the same condition formed one group. During the finger-joining process, three pieces of lumber were selected from every set to prepare the specimens for surface roughness testing. For each set, there was a total of about 80 pieces of lumber. To eliminate the influence of cutter sharpness, these three pieces were manually chosen from the middle part of each set, which were around the 40th ranked lumber in terms of processing sequence. From each piece of lumber, one end was cut; from each end, four surfaces were prepared; from each surface, three scanning locations/zones were selected for the surface roughness tests (Fig. 1). As shown in Fig. 1, besides two surfaces (O and I) from the outer fingers, two other surfaces (1 and 2) from the inner fingers were randomly chosen as well. On each surface, three zones located respectively at the root, center and tip along the diagonal line were marked as the areas for surface roughness measure-ment. Therefore, a total of 72 scanning locations were chosen to evaluate the surface roughness at each condition.
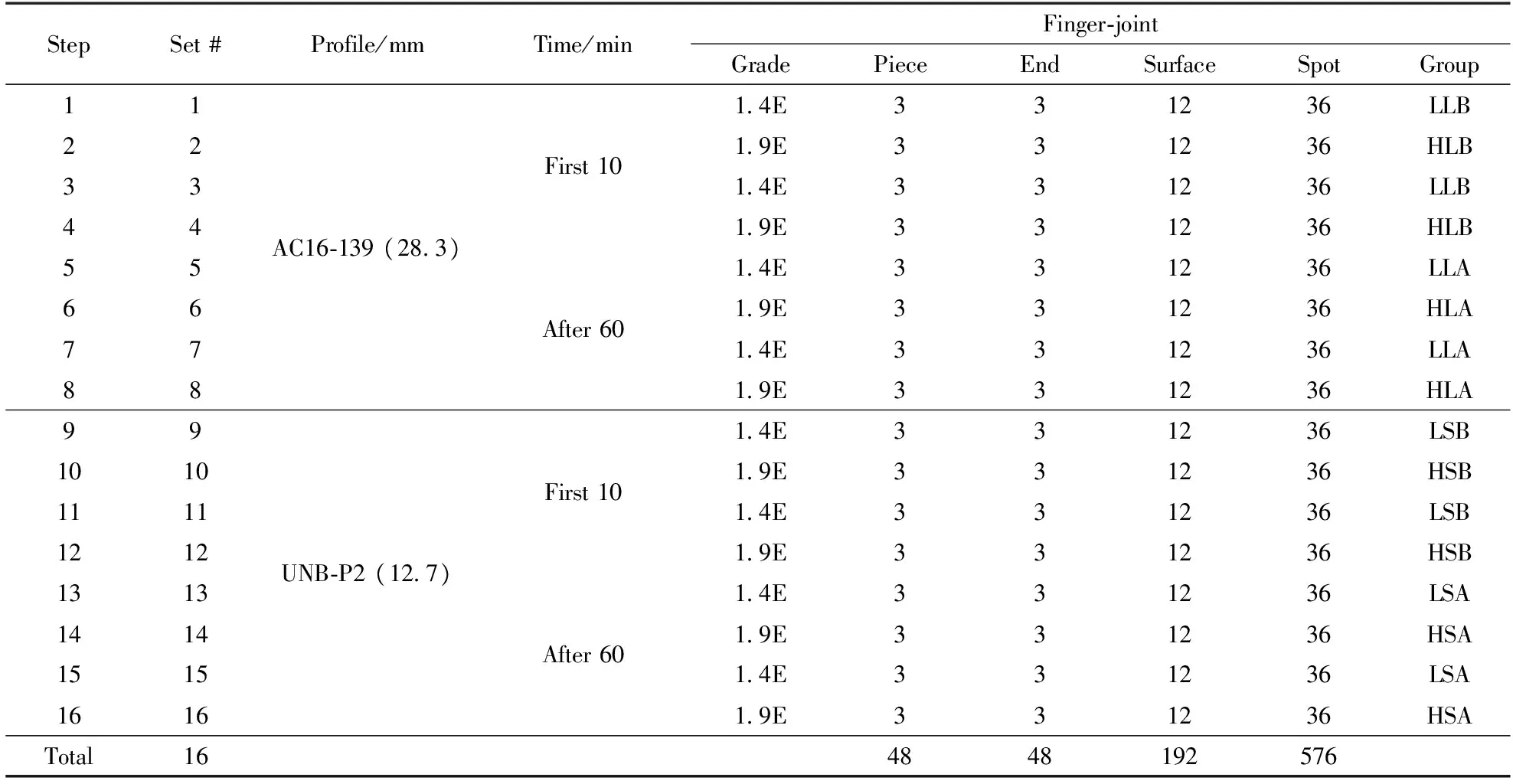
Table 2 Sampling plan for surface roughness test
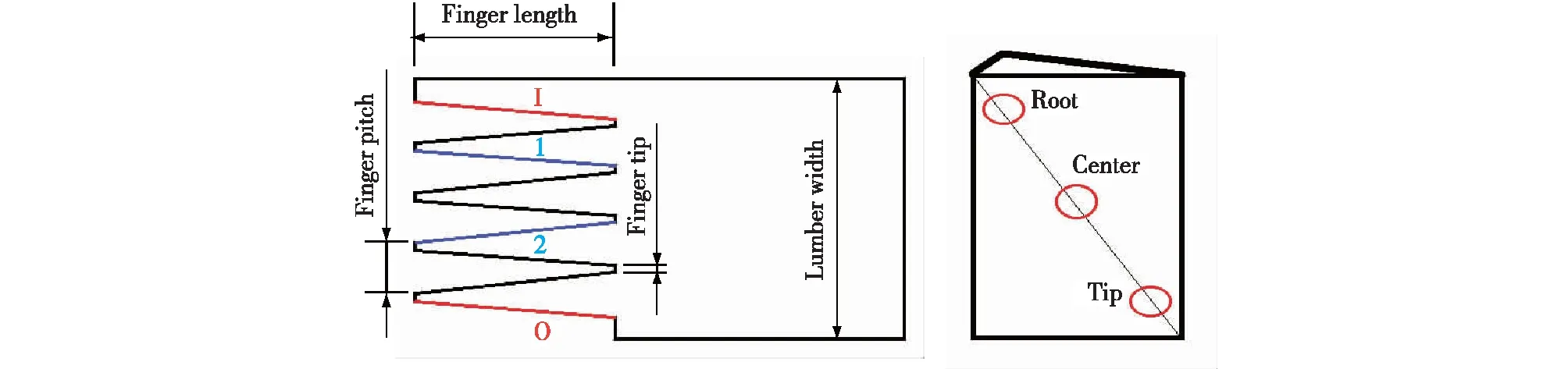
Fig. 1 Illustration of sampling
2.2 Measurement and selection of surface roughness parameters
Fig. 2 Veeco Optical Profiler-ContourGT-K1
As shown in Fig. 2, the surface roughness of a finger joint specimen was measured by a Veeco Optical Profiler-ContourGT-K1 available in the eastern laboratory of FPInnovations, Quebec City, Canada. ContourGT-K1 uses the scanning white light interferometer technique to obtain the surface topography of an object. A selected finger was placed on the sample stage with the surface of three marked to-be-scan locations being faced up. Based on consultations with the operator and adjustments during trial tests, an objective magnification of 55× field of lens was fixed for this experiment. By adjusting the z-axis, lens was focused on the sample. For the best measurement, tilt and curvature were removed through filtering operations. Topographical parameters were obtained with the WYKO Vision32®softwarefrom direct 3D analysis of the images captured.
The definitions and characterizations of surface texture and 3D roughness parameters are described in ISO 13565-2[8], 4287[9], and 25178-602[10]. Basically, Lonardo et al.[11]categorized these parameters into four types:height (amplitude), spatial, hybrid, and functional parameters. Height (amplitude) parameters involve only the statistical distribution of height values along the z-axis, e.g., the roughness average (Sa), root mean squared height (Sq); maximum peak height (Sp), and maximum valley depth (Sv); spatial parameters involve the spatial periodicity of the data, specifically its direction, e.g., density of summits of the surface (Sds) and texture aspect ratio of the surface (Str); hybrid parameters relate to the spatial shape of the data, e.g., the root mean square gradient (Sdq); and functional parameters are calculated from the material ratio curve (Abbott-Firestone curve), e.g., core roughness depth (Sk), reduced peak height (Spk), and reduced valley depth (Svk). However, there do not have 3D roughness parameters that are widely accepted to evaluate the surface roughness of wood products due to very limited comprehensive studies. When examining the effect of surface roughness on the bonding quality of black spruce wood specimens, Cool et al.[6]selected four height parameters (Sa, Sq, Sp, and Sv) and three functional parameters (Sk, Spk, and Svk). They found that 1) Sa, Sq and Sk were related to the machining process as well as to the anatomical features of wood; 2) the Sv and Sp could give a deep understanding on how cutting tools interacted with the surface roughness of wood; and 3) the Spk and Svk could be used to compare surfaces having similar features or prepared by the same machining process.
In this study, Sa and Sdq were selected to evaluate the surface roughness of a finger joint after an analysis on literature available by the authors and according to the instruction given by the Veeco Instruments Inc. The Sa is defined as the arithmetical mean of the absolute values of the surface departures from the mean plane, which is used to detect variations in overall surface height and for monitoring an existing manufacturing process. The Sdq is the root mean square value of the surface slope within a sampling area, which is used to differentiate surfaces with similar Sa since the surface at a given Sa may have a wide spaced texture (a low Sdq value) or fine spaced texture (a high Sdq value)[ 12].
The Sa and Sdq are calculated by using Eqs. (1) and (2), respectively.
(1)
(2)
where,iandjare the positions of a given coordinate point inx-andy-axis,z(xi,yj) is the height coordinate (μm) located at the point (xi,yj),Mis the number of points inx-axis,Nis number of points iny-axis, and Δxand Δyare sampling distances.
2.3 Evaluation of MOE and UTS of structural finger-joined lumber
The manufacture of finger-joined lumber was described by Rao et al[13]. It should be pointed out that there was only one finger joint located in the center of each finger-joined lumber for both MOE and UTS tests.
The MOE of each lumber was measured using a long span bending test with dead weights applied at mid-span on the wide face of the lumber. The span used was 2 340 mm. A deflection gauge was placed under the specimen at the location of the applied load to measure the mid-span deflection. After applying a preload of 9.8 N, the deflection gauge was zeroed and a 49.0 N load was applied. The deflection of the lumber due to the applied load was then recorded. The MOE was, therefore, calculated from the difference in deflection between the preload and final load. There were 40 pieces of finger-joined lumber pieces in each type. Another two groups of 1.9E and 1.4E unjoined lumber with 40 pieces in each were tested as control.
For the UTS test, each piece of lumber was tested using a commercial Metriguard tension machine (Model 401) according to ASTM D198[14]to determine the ultimate tensile strength (UTS). The spans used between grips were 610 and 1 220 mm for testing finger-joined and un-joined lumber, respectively. The loading rate was 50 kN/min such that failure occurred at approximately one to two minutes. There were a maximum of 40 pieces of finger-joined lumber in each type but only the failure associated with a joint was considered in calculation of UTS of a finger-joined lumber specimen. In the same way, another two groups of 1.9E and 1.4E unjoined lumber with 40 pieces in each were tested as control.
3 Results and analyses
3.1 Sample 3D surface topography
A big advantage of the 3D surface evaluation is the visual rendering of the explored surface, which can offer immediate and sufficient information on the relevant topography. Contour GT-K1 provides color mapping and projection of a 3D image. Figure 3 illustrates the color mapping and 3D image of as canned spot (center spot on surface I, lumber #33 from group LLB of sample #:51). In the color map, the different heights and depths of peaks and valleys are marked by different colors. By providing the full-filed information of all peaks and valleys in a specified area, the results measured by the 3D method are more reliable than the results obtained by those 2D methods.

Fig. 3 3D surface topography of the scanned spot (LLB of sample #:51)
3.2 Effect of three machining parameters on Sa and Sdq
3.2.1 Effect of three machining parameters on Sa
Figure 4 shows the mean and SD values of Sa for various combinations of lumber grade, finger length and wearing time of cutters. It is seen that Sa is in a wide range of 7-13 μm. Group HLA manufactured with higher lumber grade of 1.9E, longer finger length of 28.3 mm and blunter cutter (60-minute wearing time of cutters) shows the highest Sa value, i.e., the roughest surface. On the other hand, group LSB of lower lumber grade of 1.4E, shorter finger length of 12.7 mm and sharper cutter (10-minute wearing time of cutters) gives the lowest Sa, i.e., the smoothest surface.
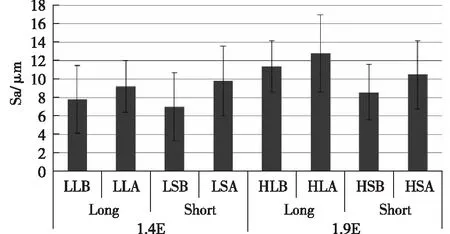
The group names, such as LLB, long and 1.4E,are defined in Table 1 and Table 2.Fig. 4 Mean and SD values of Sa for eight types of specimens
The results indicate the selected machining parameters have different effects on Sa, which are illustrated in Fig. 5 via Minitab 16.0 software. It can be found from Fig. 5 that Sa dramatically increases with the increase of lumber grade, finger length and wearing time. Considering that the average density of the high grade lumber (1.9E) was about 10% higher than that of the low grade lumber (1.4E), this suggests that lumber of higher density tends to produce rougher surface than that of lower density lumber. This was, from the point of view of wood anatomy, explained by Cool et al.[6]that the lumber of higher density showed more damage in cell lumens and a higher level of fibrillation characterized by partial detachment of tracheids.

Fig. 5 Effects of grade, finger length and wearing time on Sa
As for the effect of finger length on Sa, it could be reasonably explained that longer cutter produced more chipped or torn grain during manufacturing, and insufficient back clearance caused knives to rub instead of cut, resulting in high friction. The results of Mohammad[15]indicated that the friction between knives and lumber generates heat causing wearing of the tool. On the other hand, with longer finger length, the diameter of cutting circle of cutter head increased, which led to higher cutting speed. The cutting speed assumes an overriding importance in the useful life of the tools. A higher cutting speed could result in a higher temperature of the cutters and accelerate the wear of the cutters, which was described by Mohammad[15]. The more worn the cutting tools were, the rougher the wood surfaces.
In view of the influence of wearing time of cutters indicating the dullness of cutters on Sa, it is quite consistent that the finger joint groups cut by less worn cutters show lower Sa value (i.e., smoother surfaces) than those by more worn cutters. Reeb et al.[16]studied the finger joint quality after 4, 6 and 32 h of knife wear by examining the surface features under a microscope. Their results showed that as knife wear increased, the crushed cell zone in the finger-joints increased in depth. The longer the cutting tools that were used, the rougher and more irregular the wood surfaces became. Findings from this study seem to be in agreement with those from Reeb et al.[16].
3.2.2 Effect of three machining parameters on Sdq
Figure 6 shows the mean and SD values of Sdq of eight types of specimens tested, in which Sdq is in a narrow range of 69-72 deg, generating less than 5% difference in Sdq values. The Sdq of the specimens with low grade is slightly lower than that with high grade. It has been known that Sdq is an index to differentiate surfaces having similar Sa values. However, the Sa values shown in Fig. 4 are quite different so that the Sdq is not necessary to be a primary index to evaluate the surface roughness of wood finger joints.

Fig. 6 Mean and SD values of Sdq for eight types of specimens
3.3 Influence of Sa on MOE and UTS of finger-joined lumber tested
The mean and SD values of bending MOE and UTS of finger-joined and unjoined lumber are shown in Fig. 7 and Fig. 8, respectively. The MOE and UTS values of low grade (1.4E) finger-joined and unjoined lumber are about 20% and 30% lower than those of high grade (1.9E) ones, respectively, which are due to the lower density of the low grade lumber. In comparison to the unjoined lumber, the average MOE of finger-joined lumber, at each lumber grade level, is about 5% lower than that of unjoined one, indicating the MOE of the finger-joined lumber is comparable with the unjoined one. As for the UTS, the average UTS of finger-joined lumber with 1.4E grade is about 8% higher than that of unjoined 1.4E lumber; however, the average UTS of finger-joined lumbers with 1.9E grade is about 15% lower than that of unjoined 1.9E lumber. It can be concluded that all types of finger-joined lumber exhibited good bonding quality in terms of their MOE and UTS.
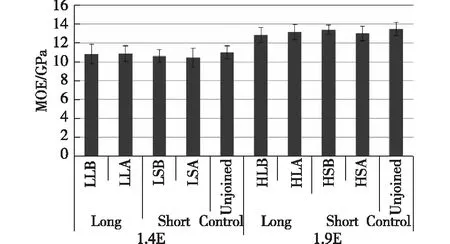
Fig. 7 Mean and SD values of bending modulus of elasticity (MOE) of finger-joined and unjoined lumbers

Fig. 8 Mean and SD values of ultimate tensile strength (UTS) of finger-joined and unjoined lumbers
Furthermore, it is seen that, at each lumber grade level, the difference in MOE values of the finger-joined lumbercaused by the changes of finger length and wearing time is very small. The similar finding was found in the UTS values of the finger-joined 1.9E lumber except for the finger-joined 1.4E lumber. Although the Sa, as shown in Fig. 5, increases with the finger length and wearing time, the bonding quality of different types of finger joints was not impaired. In other words, there is no big influence of Sa on the MOE and UTS of finger-joined lumber.
4 Conclusions
The surface roughness of eight types of wood finger joints was examined in terms of the roughness average (Sa) and the root mean square gradient (Sdq). The effects of lumber grade (1.4E and 1.9E), finger length (12.7 mm and 28.3 mm), and wearing time (10 min and 60 min) on Sa and Sdq were analyzed. The MOE and UTS of all finger-joined lumber were measured to evaluate the bonding quality of the finger joints. Based on the above results and discussion, the following conclusions can be drawn: 1) the Sa of finger joints significantly increased with the lumber grade, finger length and wearing time; however, the Sdq slightly varied with them; 2) the Sa could be used as a primary index to evaluate the surface roughness of wood products after machining process; 3) the bonding qualities of all finger-joined lumber tested were good; 4) there was not a significant influence of the Sa on the MOE and UTS of the finger-joined lumber tested; and 5) adoption of a 12.7-mm-long finger joint in manufacturing of structural finger-joined lumber can save good quality wood materials and adhesive, especially when using high grade lumber.
Acknowledgements
The authors would like to extend their sincere gratitude for the technical support from the Eastern Laboratory of FPInnovations, Quebec City, Canada.
[ 1 ]SELBO M L. Adhesive bonding of wood[Z]. Technical bulletin No. 1512, U.S. Department of Agriculture, Forest Service, Washington D.C., USA,1975.
[ 2 ]FUJIWARA Y, FUJII Y, OKUMURA S. Effect of removal of deep valleys on the evaluation of machined surfaces of wood[J]. Forest Products Journal, 2003,53(2):58-62.
[ 3 ]HENDARTO B, SHAYAN E, OZARSKA B, et al. Analysis of roughness of a sanded wood surface[J]. The International Journal of Advanced Manufacturing Technology, 2006,28(7-8):775-780.
[ 4 ]MAGOSS E. General regularities of wood surface roughness[J]. Acta Silvatica & Lignaria Hungarica, 2008, 4:81-93.
[ 5 ]ISKRA P, HERNANDEZ R E. The influence of cutting parameters on the surface quality of routed paper birch and surface roughness prediction modeling[J]. Wood and Fiber Science, 2009,41(1):28-37.
[ 6 ]COOL J, HERNANDEZ R E. Evaluation of four surfacing methods on black spruce wood in relation to poly (vinyl acetate) gluing performance[J]. Wood and Fiber Science, 2011,43(2):194-205.
[ 7 ]GONG M, DELAHUNTY S, CHUI Y H, et al. Reducing production cost in manufacturing of finger joined lumber[Z]. Final Report (UNB105) to Natural Resource Canada, Wood Science and Technology Centre, University of New Brunswick, Canada, 2011.
[ 8 ]ISO. Geometrical product specifications (GPS)—Surface texture:profile method—Surfaces having stratified functional properties. Part 2:height characterization using the linear material ratio curve[S]. International Standards Organization (ISO), ISO 13565-2, Geneva, Switzerland, 1996.
[ 9 ]ISO. Geometrical product specifications (GPS)—Surface texture:profile method—Terms, definitions and surface texture parameters[S]. International Standards Organization (ISO), ISO 4287-1, Geneva, Switzerland, 1997.
[10]ISO. Geometrical product specifications (GPS)—Surface texture:areal—Part 602:nominal characteristics of non-contact (confocal chromatic probe) instruments[S]. International Standards Organization (ISO), ISO 25178-602, Geneva, Switzerland, 2010.
[11]LONARDO P M, TRUMPOLD H, DE C L. Progress in 3D surface microtopography characterization[J]. CIRP Annals-Manufacturing Technology, 1996,45(2):588-589.
[12]MICHIGAN METROLOGY, LLC. 3D S Parameters—Hybrid parameters[Z]. http://www.michmet.com/3d_s_hybrid_parameters_sdq.htm. 2010.
[13]RAO S Z, GONG M, CHUI Y H, et al. Effect of end pressure on performance of structural finger-joined lumber fabricated using a short joint profile[J]. European Journal of Wood and Wood Products, 2014,72(1):143-145.
[14]ASTM. Standard test methods of static tests of lumber in structural sizes[S]. American Society for Testing and Materials (ASTM), Designation:D198, West Conshohocken, PA, USA, 2013.
[15]MOHAMMAD M. Finger-joint process and products quality[Z]. FPInnovations Report 4016. Montreal, QC, Canada, 2004.
[16]REEB J E, KARCHESY J J, FOSTER J R, et al. Finger-joint quality after 4, 6, and 32 hours of knife wear:preliminary results[J]. Forest Products Journal, 1998,48(7-8):33-36.
结构用指接材制造中工艺参数对齿梳表面粗糙度的影响
龚蒙*,饶舒展,李玲
(加拿大新不伦瑞克省弗雷德里克顿新不伦瑞克大学木材科学与技术中心, E3C 2G6)
指接材齿梳加工后的表面粗糙度对指接材的胶合质量具有重要影响,它受木材密度等性能指标和刀具磨损时间等加工工艺参数的影响。笔者研究了不同齿梳类型对其表面粗糙度及结构用指接材胶合性能的影响。试验用规格材材种为加拿大黑云杉(Piceamariana),分为1500f-1.4E和2250f-1.9E两个等级。齿梳长度分为12.7和28.3 mm两种。指接材试件在刀具切削磨损10和60 min后获取。试验用Veeco三维非接触式光学轮廓检测仪测量了齿梳表面粗糙度,并以平均粗糙度(Sa)和均方根梯度(Sdq)表示。此外,用力学试验机测量了指接材的弯曲弹性模量(MOR)和极限拉伸强度(UTS),以评价其胶合性能。研究结果表明:齿梳部位的Sa随着木材等级、齿梳长度和刀具磨损时间的增加而显著增加,但Sdq没有明显变化; Sa可以用作评价齿梳部位表面粗糙度的一个主要指标;所选用材料和加工参数均能获得具有良好胶合性能的指接材;在研究所选参数范围内,齿梳表面粗糙度对指接材的MOE和UTS没有显著影响。
表面粗糙度3D测量;指接材;齿梳长度;规格材等级;磨损时间;力学性能
TU531.2
A
2096-1359(2017)04-0002-09
date:2016-11-28 Revised date:2017-03-12
Natural Resources Canada (2009-10), New Brunswick Innovation Foundation (20091201), and Department of New Brunswick Intergovernmental Affairs (20090601).
TU531.2 Document code:A Article ID:2096-1359(2017)04-0002-09
Author:GONG Meng, male, professor, mainly engaged in the research of the advanced wood products and construction. E-mail:meng.gong@unb.ca
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
军事文摘(2021年16期)2021-11-05
少儿科学周刊·少年版(2021年20期)2021-01-17
建材发展导向(2020年16期)2020-09-25
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
发明与创新(2016年5期)2016-08-21
