
六自由度机械手在产品包装检测线上的应用
2017-08-02 09:10天地常州自动化股份有限公司祝国源
电子世界 2017年14期
天地(常州)自动化股份有限公司 祝国源
六自由度机械手在产品包装检测线上的应用
天地(常州)自动化股份有限公司 祝国源
针对已包装好的产品存在漏装配件的问题,采用人工检验方法费时费力,本设计提出采用位置检测与称重相结合的方法,可准确检测识别出不合格产品,并通过六自由度机械手将检出的不合格品自动搬至不合格品存放区,进行分类管理。该系统能够快速筛选出不合格品,在提高工作效率的同时,降低了工人的劳动强度。
产品包装;自动检测;六自由度;机械手
0 引言
近几年随着劳动力成本上涨和用工荒的日益严重,以劳动密集型企业为主的中国制造业进入发展的瓶颈期。随着自动化技术的发展,以工业机器人为代表的高端自动化技术日渐成熟,机器人行业迎来了风口,同时企业为了解决用工荒的问题对于使用机械手来代替人工的兴趣越来越浓厚。而作为工业机器人的重要分支的工业机械手,具有非常重要的研究意义。
手机等便携式电子产品,除机体本体外,一般都随机配置有充电器、连接线缆、耳机等配件,其手机本体及相关配件出厂时都包装在一个盒内提交给用户,如果生产过程控制不严,在产品包装环节就会发生漏装配件的问题,如果采用人工检验的方法,需将产品的包装盒打开,检验完成后再恢复包装,费时费力。本设计探索采用机械手配合相关检测传感器,针对外形包装相同的同一类产品,在不需打开包装盒前提下实现快速检验,确认是否漏装配件,并使用机械手将检出的不合格品放置于不合格区,实现自动检测、自动剔除不合格品,提高生产效率。
1 系统硬件设计
本机械手控制系统由系统硬件和系统软件两大部分组成,系统硬件由控制器、传感器、驱动模块、电源模块与舵机共5大部分组成,其中电源模块负责提供控制器、驱动模块、传感器等所需的电源,控制器是本系统的控制核心,它采集传感器的信号,并将相应的控制命令发送到驱动模块,驱动模块接到控制器发来的命令后驱动舵机完成物品的搬运工作。它们各执其责一起组成了硬件系统,系统硬件框图如图1所示。
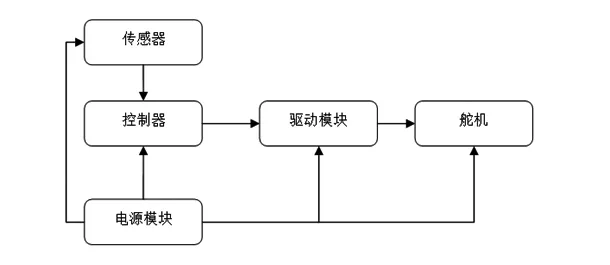
图1 系统硬件框图
1.1 控制系统平台
本项目控制器选用基于Cortex-M3内核的STM32F103为控制核心,驱动模块选用STC12C5A60S2-LQFP44单片机为控制核心。控制器完成传感器信号采集及处理,并将控制操作信号通过通讯口传输给驱动模块,驱动舵机完成指定动作。
1.2 供电电源设计
控制器:控制器外接输入电源DC5V(可通过USB口或移动电源提供),并经LT1117-3.3V电源芯片将DC5V电源转换为DC3.3V,提供控制板所需的电源。如图2所示。
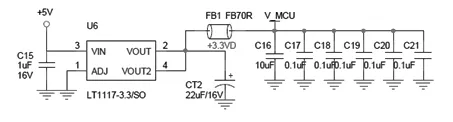
图2 5 V转换3.3 V电路
驱动模块及舵机:驱动模块电路板所需电源为DC5V,舵机所需的电源为DC6V左右,外接电源通过7.4V/2200mAh的电池供电,并经AMS1117-5V电源芯片将DC7.4V电源转换为DC5V,提供电路板所需的电源。通过降压芯片将DC7.4V电源转换为DC6V,提供舵机所需的电源。
传感器:传感器所需供电为DC5V或DC3.3V,从控制板DC3.3V电源端子直接引出即可。
1.3 传感器设计
为了实现在不打开产品包装盒的前提下检测产品包装盒内是否漏装相关配件,我们采用称重传感器获得物体重量的方式来核定产品合格与否。
(1)称重传感器
称重传感器,由电阻应变式压力传感器和HX711AD模块组成。其检测原理如图3所示,该传感器上下表面各有一个应变片,每个应变片内有2个压力电阻。一共为4个压力电阻,组成的全桥式电路。当有物体放置于传感器上时,由于应变片受力不同,其全桥电路输出电压信号。

图3 压力传感器原理图
压力信号转化为模拟电压信号后经过AD模块放大转为数字信号。传感器信号采用二线制输出,接入控制板的IO口,数据按照AD模块时序读取。称重传感器原理图如图4所示。
(2)红外探测传感器
系统采用红外探测传感器来探测有无待检测的产品到达指定位置,红外探测传感器具有一对红外线发射与接收管,发射管发射出一定频率的红外线,当检测方向遇到障碍物(反射面)时,红外线反射回来被接收管接收,经过比较器电路处理之后,红外探测传感器电路板上绿色指示灯会亮起,同时传感器信号输出接口输出一个低电平数字信号,可通过电位器旋钮调节检测距离。传感器的电路
原理图如图5所示。

图4 称重传感器原理图

图5 红外探测传感器电路原理图
1.4 舵机设计
舵机是一种位置(角度)伺服的驱动器,如图6所示,通过三根线与其它设备连接,分别为VCC、GND、信号线。信号线输入周期为20ms的PWM控制信号。舵机的控制一般需要一个20ms左右的脉冲,该时基脉冲的高电平部分一般为0.5ms~2.5ms范围内的角度控制脉冲。180度角度伺服其对应的控制关系如下:
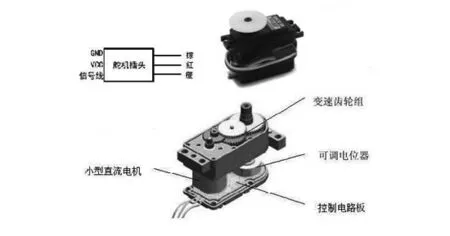
图6 舵机结构图

舵机的追随特性:
假设现在舵机稳定在A点,这时候控制器发出一个PWM信号,舵机全速由A点运动到B点,经过一段时间△T后,舵机运动到B点。

图7 舵机运动控制
保持时间为Tu:
当Tu≥△T时,舵机能够到达目标,并有剩余时间;
当Tu≤△T时,时间不够,舵机不能到达目标;
理论上:当Tu=△T时,时间匹配,系统最连贯,而且舵机运动的最快。
实际过程中u不尽相同,连贯运动时的极限△T比较难以计算出来。
本设计选用了两个DS3115和四个MG996R舵机作为驱动模块。形成六自由度的机械手,实现物体的夹持、提升、转动等动作,完成物体从A位置搬运到B位置的任务目标。
2 系统软件设计
软件流程框图如图8所示,系统上电先进行初始化,初始化完成后进入等待检测阶段,判定有物体进入后,启动称重传感器对被测物进行称重,获取物体的重量,然后与系统预设的物体的标称重量进行比较,如比较值超出设定的允许范围,则发出控制命令驱动机械手将被测物抓起放到指定的不合格区,动作完成后,机械手归位返回到初始位置待命。
2.1 系统初始化
系统上电先进行初始化,完成通讯口、IO口等初始化设置。设置完成后给舵机发送控制命令,控制机械手运行到指定位置待命。

图8 软件流程框图
2.2 称重传感器数据采集
(1)AD转换芯片的初始化
HX711转换芯片的初始化,主要包括三个步骤。第一步是芯片的复位,当芯片上电时,芯片内的上电自动复位电路会使芯片自动复位。第二步是配置芯片的工作模式,主要有滤波的禁用使能,通道选择,转换模式,输入缓冲使能,增益设置,时钟源,基准电压的选择,采样频率的设定。芯片从复位或断电状态进入正常工作状态后,通道A 和增益128 会被自动选择作为第一次A/D 转换的输入通道和增益。随后的输入通道和增益选择由PD_SCK 的脉冲数决定,第三步是芯片的校准,包括系统零电平校准,内部零电平校准,系统满量程校准,内部满量程校准。
sbit ADDO = P1^5;
sbit ADSK = P0^0;
unsigned long ReadCount(void)
{
unsigned long Count;
unsigned char i;
ADSK=0; //使能AD(PD_SCK 置低)
Count=0;
while(ADDO); //AD转换未结束则等待,否则开始读取
for (i=0;i<24;i++)
{
ADSK=1; //PD_SCK 置高(发送脉冲)
Count=Count<<1; //下降沿来时变量Count左移一位,右侧补零
ADSK=0; //PD_SCK 置低
if(ADDO) Count++;
}
ADSK=1;
Count=Count^0x800000;//第25个脉冲下降沿来时,转换数据
ADSK=0;
return(Count);
}

图9 数据输出,输入通道和增益选择时序图
(2)AD转换数字量信号的输入采集
当HX711芯片数据输出管脚DOUT 为高电平时,表明A/D 转换器还未准备好输出数据,此时串口时钟输入信号PD_SCK 应为低电平。当DOUT 从高电平变低电平后,PD_SCK 应输入25 至27 个不等的时钟脉冲。HX711芯片连续转换分次读取时序如图9所示。
由于每次转换结束DOUT线路会从高到低产生一个下降沿,所以本系统设计数据的输入使用端口外部中断下降沿触发的方式采集。系统设计的采样频率是10Hz,所以每隔100ms产生一次外部中断,在中断处理程序里,每次向AD转换芯片内的通信寄存器写入0x58,得到AD转换数据,根据主程序的工作状态标志判断是存入动态称重数据缓冲区还是存入静态称重数据缓冲区,最终完成AD转换数据的采集。
3 实验分析
称重传感器称重范围0~1Kg,最小读数为1g,用重200g标准样品进行测试,读数200±1g范围内,读数稳定。设计的机械手臂抓取转运物体的重量<300g。因此,系统将待测物重量合格与否的标准值设置为200g进行测试验证,用重量为50g、100g、150g、198g待测物分别进行测试时,系统都能判别被测物未达到标准值,发出控制命令,驱动机械手将被测物抓取转放到指定的不合格产品区,用202g、250g待测物分别进行测试时,系统判断重量符合要求,机械手未动作。本设计应用在产品包装检验流水线上,用于包装不合格品的筛选,因此,对于检验合格的产品采用继续留在生产线而不搬运的控制策略。
4 结语
对于包装检测线上已基本包装好的产品存在漏装配件的问题,采用人工检验方法费时费力,本设计采用位置检测与称重相结合的方法,能准确检测识别出不合格产品,并通过六自由度机械手将不合格品自动搬离生产线至不合格品存放区,进行分类管理。通过实例进行了验证,结果表明该系统高效可靠,能够快速筛选出不合格品,在提高工作效率的同时,降低了工人的劳动强度。
[1]许超,卢雪梅,郑艳龙,白永生.六自由度机械手课程设计与实现[J].实验技术与管理,2017,34(4):199-204.
[2]OFweek机器人网.2015年国产工业机器人产业发展年度总结与展望 [EB/OL].http://robot.ofweek.com/2015-12/ART-8321202-8420-29044174.html.
[3]OFweek机器人网.用工荒激活机器人市场码垛机器人应用前景无限[[EB/OL].http://robot.ofweek.com/2015-07/ART-8321202-8120-2898480b.html.
[4]孙学俭,于国辉,周文乔等.对世界工业机器人发展特点的分析[J].机器人技术与应用,2002,3:8-9.
[5]吴世名.基于ARM的三轴机械手控制系统研究与设计[D].浙江工业大学:浙江工业大学,2015.
[6]李明.机器人[M].上海:上海科学技术出版社,2012. 3-6
[7]OFweek机器人网.2011年中国机器人产业回顾及未来展望[[EB/OL].http://robot.ofweek.com/2015-12/ART-8321202-8420-29045903.html.
[8]蒋亚飞.三自由度机械手控制系统的设计与实现[D].广州:广州工业大学,2016:1-2.
[9]郭洪武.浅析机械手的应用与发展趋势[J].中国西部科技,2012,11(10):3-4.
[10]管永忠.工业机械手的设计探析[J].Equipment Manufactring Technology,2011,5:50-51.
Application of six degree of freedom manipulator in product packaging inspection line
According to the packing leakage fi tting problem,using artif i cial inspection methods are time-consuming,the design method based on position detection and weighing combination,can accurately detect and identify the unqualif i ed products,and through the six freedom manipulator will not be qualif i ed for the automatic detection of substandard goods moved to the storage area. Classif i ed management.The system can rapidly screen out unqualif i ed products and reduce the labor intensity of workers while improving work eff i ciency.
Product Packaging;Automatic Detection;Six Degree of Freedom;Manipulator
祝国源,浙江兰溪人,高级工程师,主要从事矿井工业生产过程控制研究工作。
猜你喜欢
World Journal of Stem Cells(2020年7期)2020-08-10
自动化学报(2019年6期)2019-07-23
制造技术与机床(2018年11期)2018-11-23
电子制作(2018年1期)2018-04-04
制造技术与机床(2017年4期)2017-06-22
制造业自动化(2017年2期)2017-03-20
通信电源技术(2016年1期)2016-04-16
舰船科学技术(2015年8期)2015-02-27
