C5对MTBE产品质量的影响及解决措施
2017-07-18 11:55孔令平中国石化青岛石油化工有限责任公司山东青岛266000
化工管理 2017年17期
孔令平(中国石化青岛石油化工有限责任公司,山东 青岛 266000)
C5对MTBE产品质量的影响及解决措施
孔令平(中国石化青岛石油化工有限责任公司,山东 青岛 266000)
甲基叔丁基醚(MTBE)装置采用混合C4作为原料,由于混合C4原料中C5含量时常超标,导致催化蒸馏塔系统温度上升,副反应增加,MTBE产品质量下降,通过分析和试验,采取降低灵敏板温度,排出C5的方法,降低系统中C5的含量,从而降低系统温度,抑制副反应,提高MTBE产品质量。
甲基叔丁基醚;MTBE;C5产品质量;措施
MTBE合成主要有两种原料,即异丁烯和甲醇,异丁烯不是单独存在的原料,它广泛存在于混合C4中,混合C4和甲醇分别经管道送进料泵中,增压计量后合并到一条管道后,进入静态混合器,充分混合后再进入进料预热器中加热到预定温度后,进入醚化反应器催化剂作用下进行反应,之后在催化蒸馏塔内分离得到产品。由于原料C4中的C5含量时常超标,导致催化蒸馏塔系统温度上升,副反应增加,MTBE产品中副产物增多,MT⁃BE产品质量下降。对此进行了分析、论证和比较,探索出了解决问题的办法。
1 C5对MTBE装置影响的表现
(1)醚化反应器压降增大,床层温度降低且温度分布不均匀,异丁烯转化率下降
(2)催化蒸馏塔底温下降,灵敏板温度温差降低,温度分布不合理,保证底温的条件下灵敏板温度升高,系统温度升高,催化蒸馏塔催化剂床层温度升高
(3)MTBE产品质量下降,纯度降低,MSBE、DIB、DME等副产物增多
(4)MTBE总硫升高
(5)MTBE颜色加深
(6)MTBE辛烷值降低
(7)蒸汽和循环水用量增加,能耗增加
2 影响原因分析
MTBE合成反应是原料中的异丁烯与甲醇在一定的温度、压力和酸性树脂催化剂的作用下进行的,该反应的选择性较高,C5增多会使醚化反应器中的副反应增多,影响醚化反应器及催化蒸馏塔的温度、压力等操作参数,从而对MTBE装置造成以上影响。存在的副反应有:
2.1 异丁烯水合生成叔丁醇(TBA)

2.2 异丁烯二聚生成二异丁烯(DIB)

2.3 甲醇脱水生成二甲醚(DME)和水

2.4 甲醇与异戊烯生成甲基叔戊基醚(TAME)

2.5 甲醇与1-丁烯生成甲基仲丁基醚(MSBE)

醚化反应器中,C5增多会使甲醇异丁烯生成MTBE的主反应转化率下降,剩余甲醇增多,反应器温度降低,压力降增大。异丁烯自聚生成DIB等副反应增加,放出大量的热,反应器局部温度升高,形成热点,反应器温度升高,甲醇与1-丁烯反应生成MSBE,甲醇与异戊烯反应生成TAME,甲醇脱水生成二甲醚等反应增加,使甲醇含量明显减少,反应器温度进一步升高,副产物增多。
催化蒸馏塔中由于含有C5,使塔板上混合C4与甲醇的共沸物的沸点升高,催化蒸馏塔系统温度升高;使塔底MTBE与C5混合后沸点降低,底温降低。要想维持住正常底温,保证MTBE产品纯度,把C5蒸上去则需提高蒸汽量,装置消耗的蒸汽量增加,使灵敏板温度升高,系统温度也随C5向上逐渐升高,反应段甲醇与1-丁烯反应生成MSBE,甲醇缩合生成二甲醚等副反应增加,放出大量热,甲醇含量减少,反应段温度增加,使更多的副反应发生,从而降低了MTBE产品纯度。为了降低系统温度,开大循环水量,开风机降低循环水温度,从而降低塔顶回流温度,使装置能耗增加。
3 解决措施及效果
3.1 装置介绍
为了能够更好地进行本次探究,本文以某MTBE装置为例进行研究。
3.2 解决措施
(1)根据反应器出口醚化产物化验数据调整醇烯比,调整预热器温度
(2)催化蒸馏塔反应段补甲醇
(3)催化蒸馏塔调整操作
催化蒸馏塔中存在C5时,提高蒸汽量,把C5蒸上塔板,保持底温处于正常状态,灵敏板温度随C5含量增加而升高,系统温度也随之升高,催化蒸馏塔上塔反应段温度升高,副反应增加。当甲基仲丁基醚等副产物含量增加到一定值时,把MTBE产品线切换至低纯度储罐,降低塔底蒸汽量,从而降低系统温度,使C5落入塔釜,下塔液面上升。加大中间回流,降低上塔液面,把上塔的C5,MTBE等重组分转移入下塔,从而降低上塔顶温及催化剂床层温度,降低甲基仲丁基醚,二甲醚等副产物。当下塔底温迅速下降,下塔塔底液面迅速升高时,提高蒸汽量,控制灵敏板温度不低于65度,不使C4落入下塔塔釜,开大MT⁃BE外送阀门,使C5随下塔塔底物料迅速排出,当塔底液位低于15%时,关小MTBE外送控制阀至合适开度,使C5随塔底物料平稳流出,适当调整蒸汽量,控制灵敏板温度在66-70之间,底温逐渐上升,下塔塔底液位也缓慢升高,调整MTBE外送控制阀使下塔液位保持在40%-50%间,保持稳定,维持装置平稳操作,系统低温运行。待化验测得甲基仲丁基醚降到规定值以下后,逐步提高蒸汽量,把C5蒸上塔板,使底温逐步升高到正常值,维持平稳操作,待化验合格后切换至高纯度储罐。交替进行,直至混合C4原料中C5含量降低至正常值,集中把催化蒸馏塔中的C5甩出,MTBE产品中C5也下降到正常值,恢复正常操作。这样,不但使C5顺利排出系统,有效地控制副产物的生成,而且保证了MTBE储罐的产品质量,提高经济效益。
3.3 主要操作参数
原料C4中C5含量显著增加,醚化反应器与催化蒸馏塔操作参数异常,调整醇烯比和预热温度,催化蒸馏塔调整操作,调整前后醚化反应器、催化蒸馏塔操作参数见表1、2
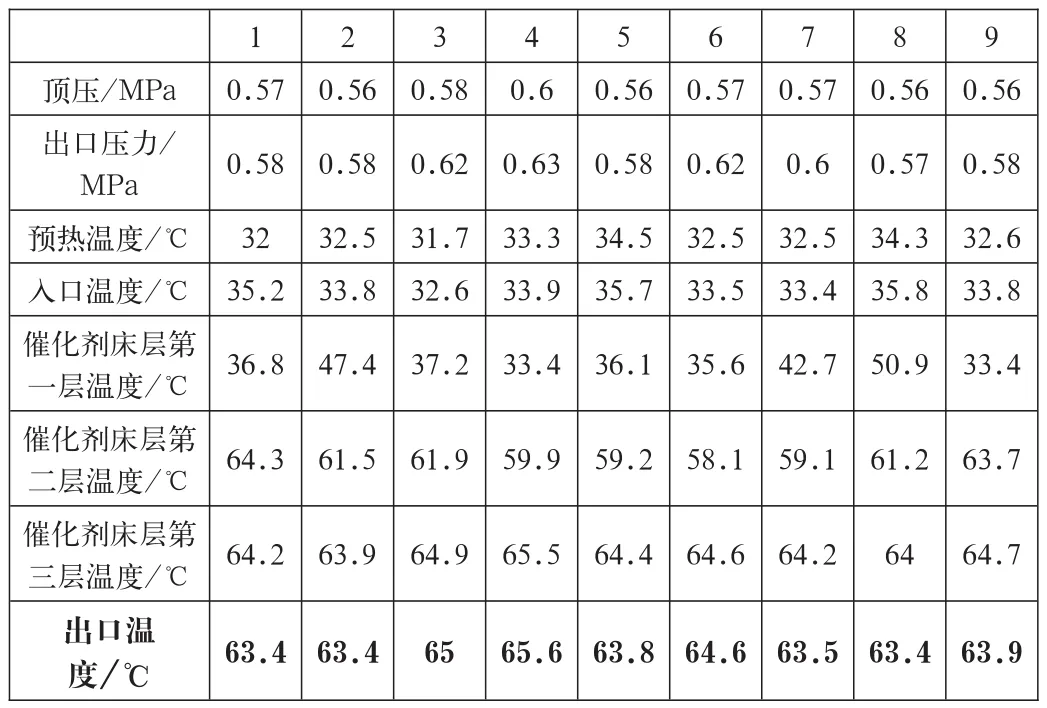
表1 醚化反应器主要操作参数
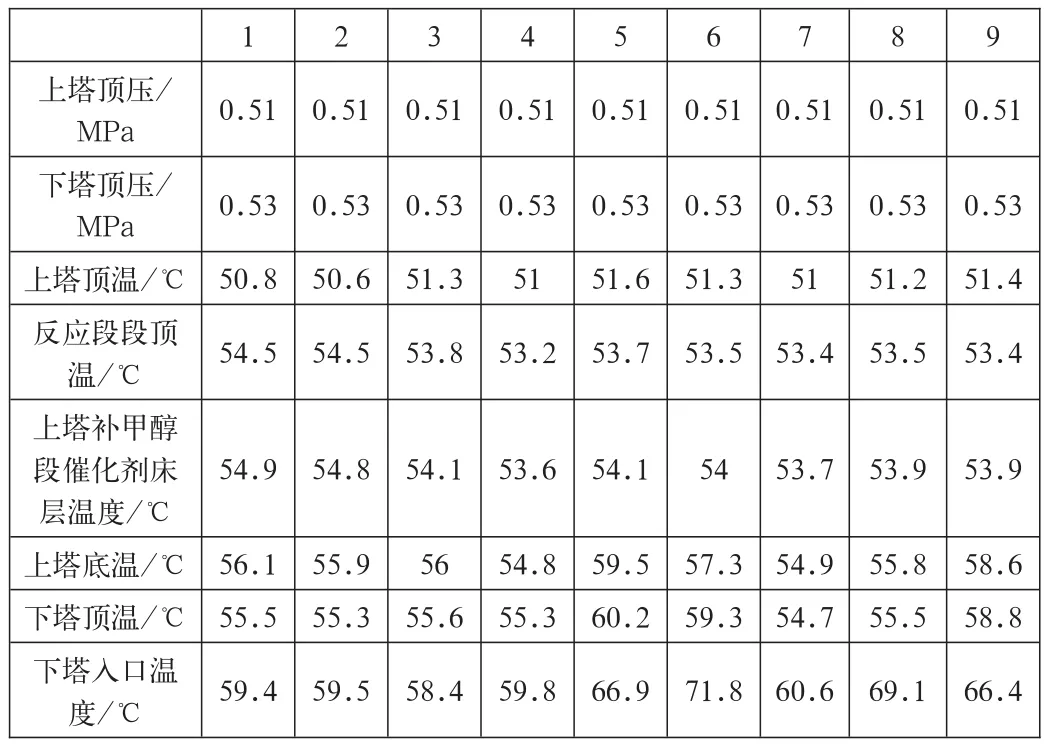
表2 催化蒸馏塔主要操作参数

111.3 81.3灵敏板温度/℃下塔底温/℃125 67.6 124.5 111.3 124.4 91.9 118.2 108.5 125.2 108.8 124.6 85.6 123.1 124.6 111 124.9
表1中1为正常操作时催化蒸馏塔的操作参数,2为C4原料中带C5后,3是增加蒸汽量后,4是甩C5时,5是维持低温C5随MTBE外送时,8是恢复正常操作时。表2各项与表1相对应。
3.4 化验数据分析与讨论
每8小时对C4原料、醚化反应器出口产物、MTBE产品做一次化验分析,调整前后分析化验数据见表3、4、5。
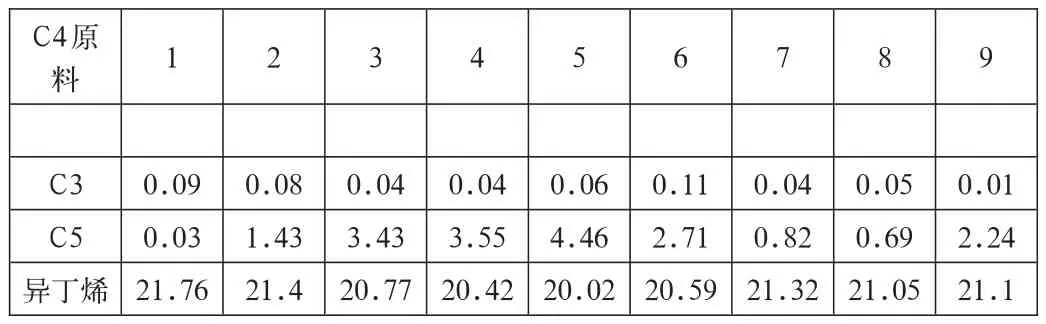
表3 原料C4%

表4 醚化反应器出口醚化产物%
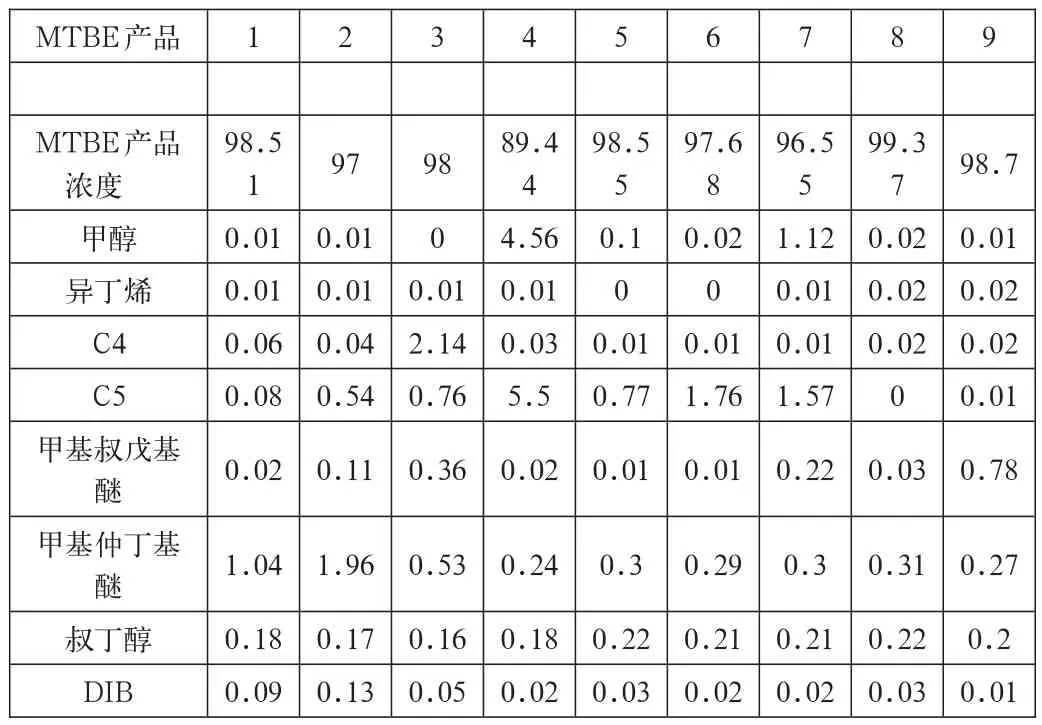
表5 MTBE产品%
表3为原料C4中各组分含量,可以看出原料C4中的C5显著增加,表4为原料C4中C5含量显著增加后醚化反应器出口醚化产物的化验分析数据,可以看出C5增加后MTBE的产率与异丁烯的转化率明显降低,副反应增加,通过调整醇烯比提高了MT⁃BE的产率与异丁烯的转化率。表5为相应时间MTBE产品质量的化验分析数据,可以看出通过醚化反应器和催化蒸馏塔的调整操作,产品中C5及DIB、MSBE、TAME等副产物降低,系统中异丁烯自聚、甲醇与1-丁烯、甲醇与异戊烯等副反应减少,MTBE产品质量提高。
此外,在气分装置开脱碳五塔对混合碳四进行分离,得到轻碳四。以轻碳四为原料生产MTBE,有利于提高MTBE纯度,并降低硫含量。
4 结语
通过调整醚化反应器的醇烯比与预热温度有利于控制副反应的增加,通过调整催化蒸馏塔的操作,在反应段补甲醇及降低蒸气把积攒C5及时甩出,有利于降低系统温度,减少副反应,提高MTBE产品质量,节约能耗。
在气分装置开脱碳五塔得到轻碳四,以轻碳四为原料生产MTBE,有利于提高MTBE纯度,并降低硫含量。
[1]万俊国,王寿璋,邵建海.C5对MTBE装置生产的影响及措施[J].齐鲁石油化工,2002,30(4):314-316.
[2]王华槟,刘春胜.MTBE合成装置醚后C4中甲醇和二甲醚含量高的原因分析及对策[J].石油炼制与化工,2010,41(4):4-10.
猜你喜欢
石油炼制与化工(2021年2期)2021-02-03
石油炼制与化工(2021年7期)2021-01-14
中国眼镜科技杂志(2019年9期)2019-11-11
劳动保护(2019年7期)2019-08-27
Water Science and Engineering(2019年2期)2019-07-24
新农民(2019年19期)2019-02-20
质量技术监督研究(2018年1期)2018-03-26
中国畜牧兽医文摘(2016年6期)2016-01-31
新媒体研究(2014年12期)2014-09-01
中国质量与标准导报(2014年1期)2014-02-28