
基于机器视觉的光纤传像元件缺陷检测系统
2017-07-12 15:05:23王明泉张俊生
测试技术学报 2017年4期
张 堃, 王明泉, 张俊生
(中北大学 , 山西 太原 030051)
基于机器视觉的光纤传像元件缺陷检测系统
张 堃, 王明泉, 张俊生
(中北大学 , 山西 太原 030051)
光纤传像元件缺陷检测一般都是由人工来完成的, 其效率低下、 误差大并且成本高. 本文设计完成了一套基于机器视觉的光纤传像元件缺陷检测系统. 根据对于光纤传像元件的有关知识了解, 本系统选用双远心工业镜头配合千万像素级大靶面的CCD工业相机, 实现了光纤传像元件表面缺陷的一次性成像并保证了足够的分辨率. 在图像分割检测算法上提出了一种基于改进FCM的算法, 通过相关实验验证并和传统的图像分割算法——全局阈值分割法做比较得出: 该算法能够提升缺陷检测效率和准确率, 进而能够准确而有效地实现缺陷的分割. 整个系统运行稳定可靠, 可以满足检测需求.
机器视觉; 光纤传像元件; CCD工业相机; 缺陷检测; 全局阈值分割; 改进FCM算法
0 引 言
光纤传像元件是一种由数千万根直径为4~6 μm的玻璃光导纤维经复合拉丝、 平行有序排列、 加热、 加压、 融合制备而成的圆柱状光学玻璃元件[1], 具有光学镜头无法比拟的零光程、 无失真、 高分辨率、 高集光性、 体积小等优点,广泛应用于国防、 医疗、 民用显示、 科学研究等众多图像传输领域[2]. 国标GB/T 20244-2006 《光学纤维传像元件》和GB/T 26597-2011《光学纤维传像元件实验方法》中所指的光纤传像元件是由光锥、 倒像器和光纤面板组成. 其中光纤面板是基础元件, 由单根光纤组合成复合光纤排列融压而成, 输入端面的图像传输到输出端面大小、 方向均不发生改变; 光纤倒像器在光纤面板的基础上经再次加热, 输入端面的图像与输出端面的图像互呈倒像的关系; 光锥是在光纤面板的基础上通过再次加热拉伸制成, 拉伸的过程中输入端面和输出端面按一定的大小比例关系呈锥形结构, 实现图像的放大或缩小传输; 这3种传像元件是目前企业生产的主要成品.
光纤传像元件在制造过程中, 工艺参数稍有波动或受其他外界因素干扰时, 规则排列的细小光学纤维彼此挤压[3], 造成某些局部区域的光纤无法传送光线或者透光率大大下降, 产生次品和废品. 按照国标规定, 光纤传像元件的缺陷定义为引起光线透过率产生不同程度变化的各种疵病, 包括斑点、 鸡丝、 暗影、 蛇形畸变、 剪切畸变、 枕形/桶形畸变、 像位移等多种缺陷.
目前光纤传像元件的质量检测都是由人工来完成的. 检测时, 由于人眼的分辨能力有限, 操作人员需要借助于投影仪、 显微镜等光学设备, 放大光纤传像元件的表面才能看清楚是否有缺陷和缺陷的种类、 大小以及数目. 对于目前直径30 mm左右的光纤传像元件, 使用显微镜检测缺陷时, 其表面需要划分为多个不同区域, 经过多次观测才能完成检测. 检测过程中不同成像区域完全由工作人员在显微镜下移动来实现, 各个区域之间很容易出现相互重叠或者留有间隙的情况, 进而造成缺陷的错记或者漏记, 引发质检错误. 同时, 人工检测记录的数据主观性强, 一批产品的检测结果随检测人员和检测环境的变化而波动, 厂方的检测结果和客户的检测结果经常不一致, 引起商业纠纷. 现有的人工检测技术效率低下, 很难满足生产需求. 目前在国内对光纤传像元件缺陷自动检测方法的研究非常有限. 随着计算机技术和图像处理技术的不断成熟, 机器视觉已广泛应用于各个领域.
本文主要研究了机器视觉技术在光纤传像元件表面缺陷自动检测中的应用, 实验表明: 该系统能够克服人工检测中的不足, 有效提高光纤传像元件的检测效率, 满足市场需求.
1 检测系统的组成及硬件分析
光纤传像元件属于精密光学仪器, 其表面直径在30 mm左右, 单根光纤的直径为5~6 μm, 其表面的缺陷一般由3到4根光纤组成, 对于这种高精度, 大范围的检测, 文献[5]中采用图像拼接的方式来实现整个表面的缺陷检测, 图像拼接的过程耗时较长, 算法实现难度较大, 整个系统的运行速度会随着算法的复杂度而有所下降. 经过对成像系统机理和光纤传像元件表面缺陷特点的研究, 本系统中采用双远心工业镜头、 LED面板远心工业光源、 2900万像素的高分辨率工业CCD相机及计算机, 来完成图像采集系统的搭建. 其检测系统如图 1 所示.

图 1 光纤传像元件缺陷自动检测系统框图Fig.1 Automatic detection system block diagram of optical fiber devices for image transmission
本系统中选择远心工业光源, 大功率高亮LED光源发出的散射光经特殊透镜模组、 光学玻璃后, 形成平行光, 其光线能以同样的角度到达任何物体的表面, 适合本系统中光纤传像元件表面的缺陷检测; 并配合具有高分辨率, 宽景深, 低畸变等优点的双远心工业镜头, 其放大倍率为0.751, 视场范围48 mm×32 mm, 即使考虑到操作的误差, 也完全能满足直径30 mm的光纤传像元件表面的一次性成像, 其通过F口与相机相连. 选择一款芯片尺寸为35 mm的全画幅, 像素尺寸为5.5 μm, 分辨率为6 576×4 384, 帧率为4FPS的高分辨率大靶面的CCD工业相机, 通过千兆以太网输出数据, 满足系统需求.
考虑到目前的生成工艺, 单根光纤的直径为5~6 μm, 光纤传像元件表面的缺陷一般至少由3~4根光纤组成, 即缺陷的最小尺寸在15 μm以上, 单个像素5.5 μm的分辨率完全可以满足系统需求. 整个检测系统能够实现光纤传像元件表面的一次性成像并保证其分辨率.
2 图像预处理
由于采集获得的图像会受到一些干扰失真, 致使光纤传像元件缺陷图像存在对比度低、 噪声多等特点, 缺陷特征点可能会被噪声点淹没. 一般情况下都是要经过一些预处理, 所谓的图像预处理过程就是通过图像增强、 图像滤波等方法去除噪声的过程, 考虑到主要针对的是缺陷检测, 这里主要采用同态滤波法[6].
同态滤波法能够通过对照明与反射量的分解, 然后经过滤波器, 从而起到调整图像对比度的效果, 能够较好地适应当下的研究环境.
获取的图像f(x,y)可以用其照明分量i(x,y)与其反射分量r(x,y)的乘积来相应表示
f(x,y)=i(x,y)·r(x,y).
对式(1)两边取对数然后再对其进行FFT变换, 则
F(u,v)=I(u,v)+R(u,v).
这里随后用一个滤波器函数H(u,v)来处理F(u,v), 进一步得到
H(u,v)F(u,v)=H(u,v)I(u,v)+H(u,v)R(u,v).
接下来逆变换到时域并对其两边取指数可得
g(x,y)=exp|hf(x,y)|=exp|hi(x,y)|·exp|hr(x,y)|.
可见, 图像增强滤波后是由照明分量和反射分量两者叠加组成的.
其具体流程如图 2 所示.

图 2 同态滤波增强流程图Fig.2 Homomorphic filter enhancement flowchart
其实验结果如图 3 和图 4 所示.
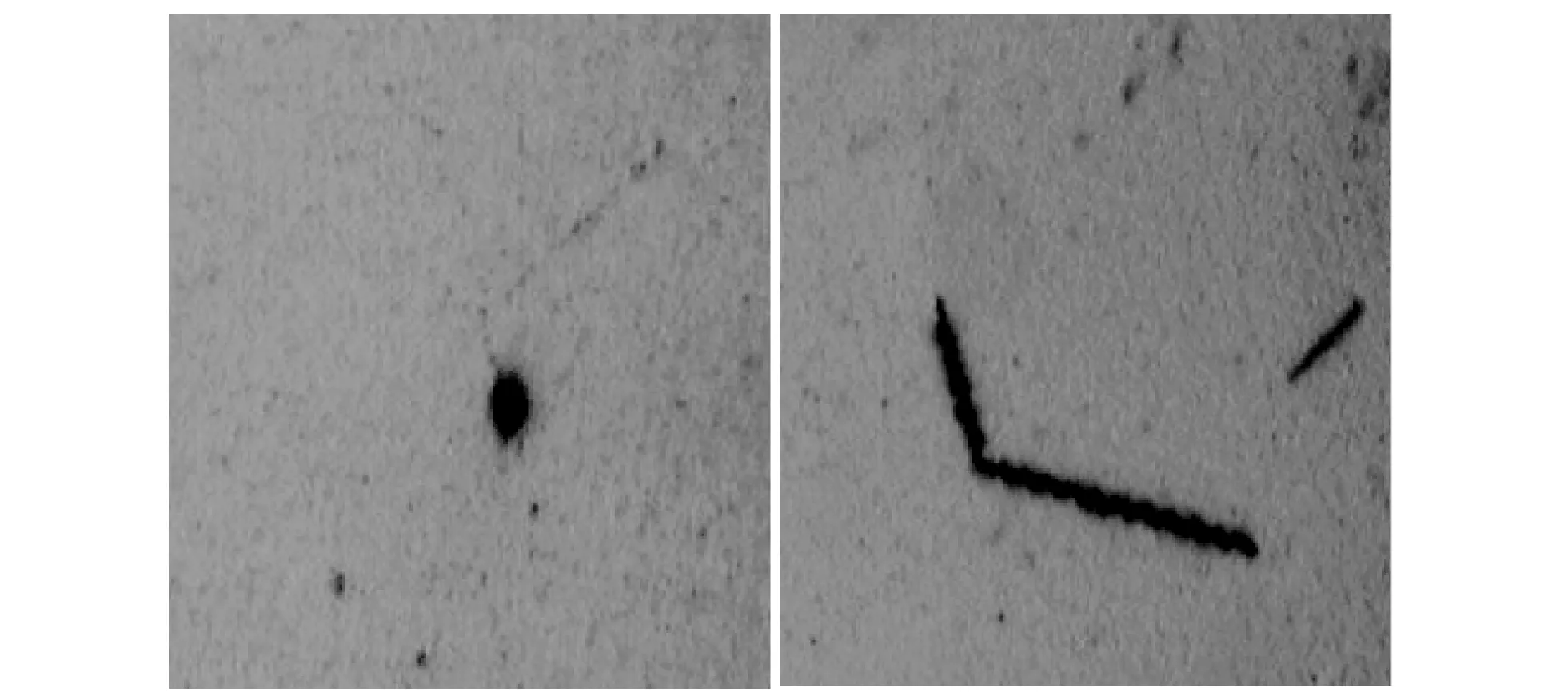
图 3 斑点和鸡丝原灰度图Fig.3 Spot and chicken filament gray scale
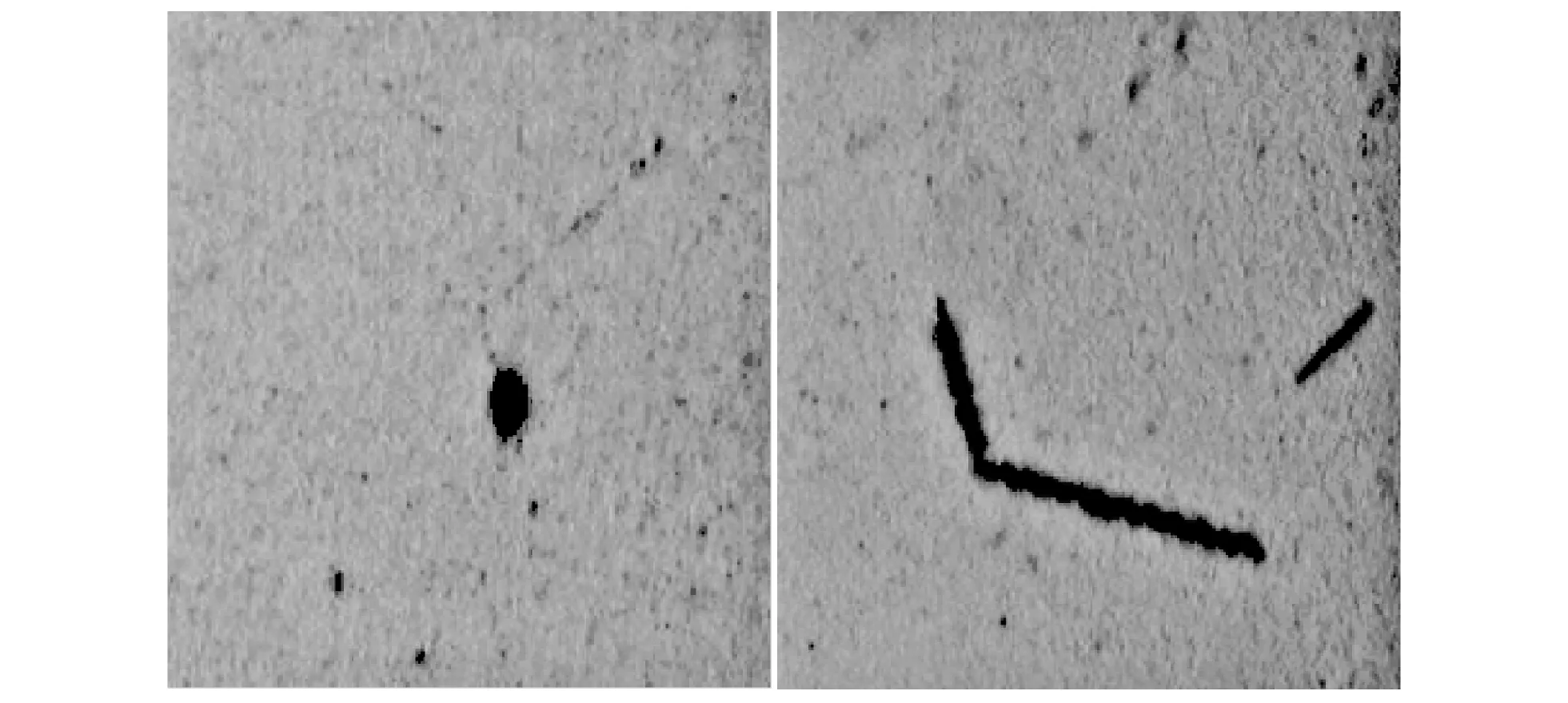
图 4 同态滤波处理后的图Fig.4 Homomorphic filtering of processed images
通过同态滤波处理之后, 图像会有一定的改善, 整张图较之前的图像更清楚, 并使图像较暗的地方变得更明亮清晰, 且对比度和细节信息增强, 视觉效果更好.
3 改进的FCM聚类算法
经过同态滤波预处理后的图像中仍然存在少量噪声和部分伪缺陷, 从图3中可以看出两幅图在右上部分存在一部分小的斑点, 这是由于图像获取装置和光纤传像元件的特性所产生的伪缺陷, 它们和缺陷一样都具有较小的灰度值.
因此, 直接对同态滤波处理后的图像采用全局阈值分割, 会导致伪缺陷无法被屏蔽掉, 最终会造成检测结果的误判. 基于以上特点本文提出了一种基于改进FCM的缺陷分割算法.
聚类分析是无监督模式识别中的一种重要方法, 而模糊C均值(FuzzyC-means,FCM) 算法[7-10]是基于目标函数的模糊聚类算法理论中最为完善、 应用最为广泛的一种算法.FCM是将一个带约束形式的非线性规划问题归结到聚类中去, 由优化求极值解获得原始数据集的模糊划分和聚类. 它的基本思想就是对聚类中心V和分类隶属度矩阵U不断修正来实现迭代聚类的动态化, 使得被划分好类别的对象之间相似度存在明显的差异, 具体表现为同簇相似度差异小, 不同簇间相似度差异大. 但这种传统算法有个明显的缺点, 就是收敛比较缓慢, 尤其是对数据量更大的数据. 为了加快它的收敛速度, 本文提出一种改进方法, 从神经网络里面的竞争学习这一角度入手对算法进行修改, 通过引入适当参数, 以达到把主要因素凸显释放出来使其最大化, 再充分抑制次要因素, 尽可能减小其干扰的目的. 具体步骤如下, 将FCM 中步骤改为:
步骤 1 修正隶属度矩阵U(k)
xi所对第p类的隶属度为upj. 则修正后的隶属度为
步骤 2 重新定义目标函数
本文采用FCM 聚类算法的目标函数重新定义为
具体迭代算法步骤为
在二维空间中分析,diX用来衡量聚类相似性大小, 那么piX就作为描述模式自身相似性的一种度量. 为了更明确关键问题, 把准则函数之中的λiX及piX两者做一个结合, 便得到新的准则函数为:wiX=λiX·piX, 该函数在FCM 聚类过程中主要起模糊约束的作用. 一般聚类有效性研究中在区间为[ 1.5,2.5]时得到最佳结果, 本实验中M=2.
4 实验结果
4.1 算法检测结果
图 5 和图 6 是经过全局阈值处理之后的斑点和鸡丝缺陷分割图像, 图 7 和图 8 是经过改进FCM处理之后斑点和鸡丝缺陷分割的图像, 可以看出, 经过以上的各种处理之后, 能够较好地检测出缺陷部位.
与图 5, 图 6 相比较, 图7及图8中能够看出使用FCM缺陷检测的效果要比图像分割算法中经常用到的阈值分割方法更好, 它很好地消除了一些噪点和伪缺陷, 缺陷分割得更为精准. 因此文中采用的 FCM 聚类算法可以有效地对灰度图像进行分割, 从分割后的缺陷图像中可获取更多的目标信息, 同时也把细节信息很好地保留下来, 为下一步图像分析与后续处理提供了良好的基础条件. 这是因为该算法的主要作用是对某类最大隶属度进行适当的“放大”, 给其他隶属度以适当的“抑制”, 样本针对各个所属类的隶属度顺序不会因此而改变. 文中采用的FCM聚类算法的隶属度信息相对于一般的聚类具有更好的分布特性, 而且对于缺陷边缘图像中提取出的形状特征具有轮廓清晰、 算法执行速度快等特点, 是一种有效的灰度图像分割算法.
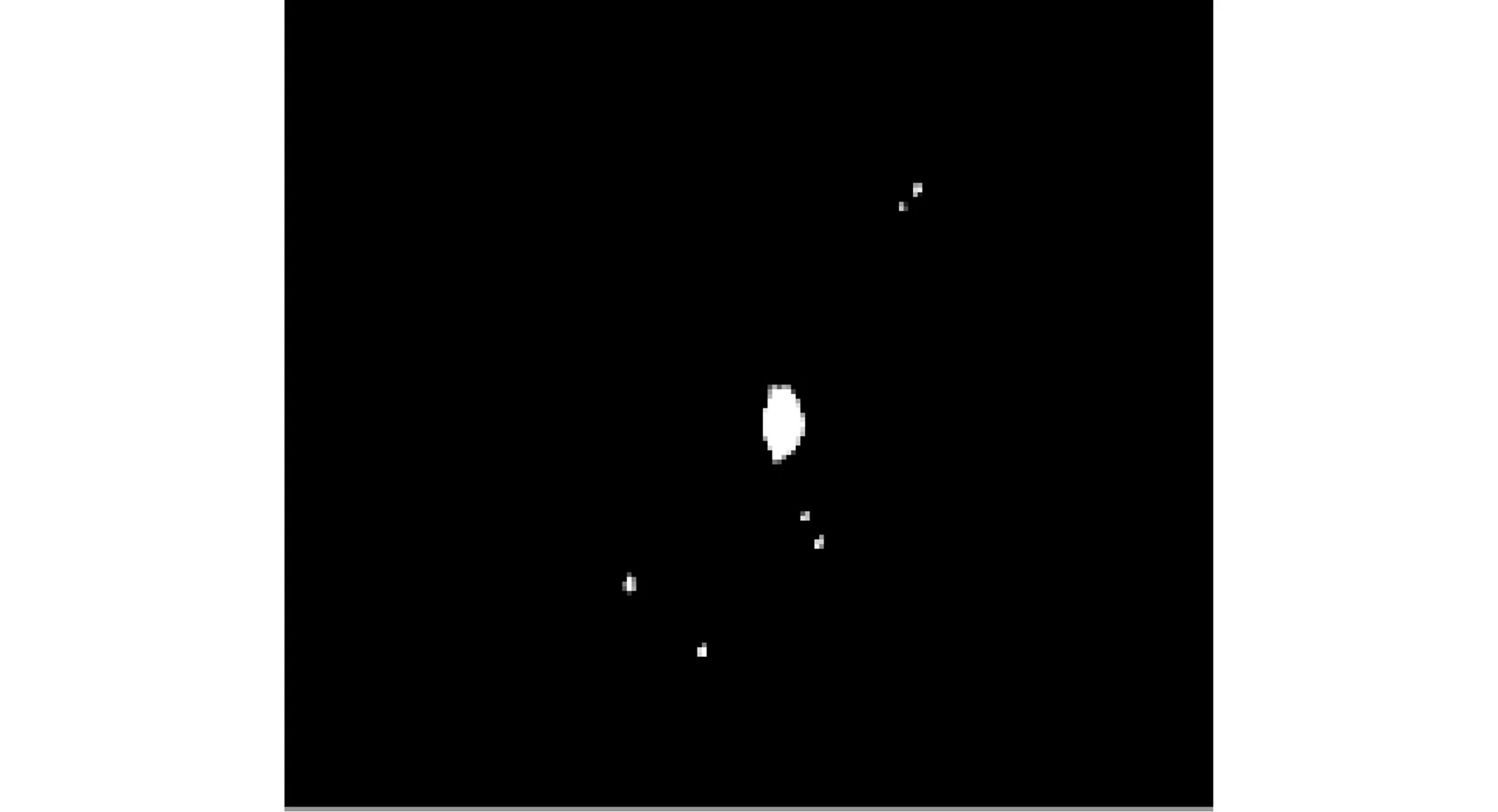
图 5 经过全局阈值处理后斑点图像 Fig.5 Spot image processed by the global threshold
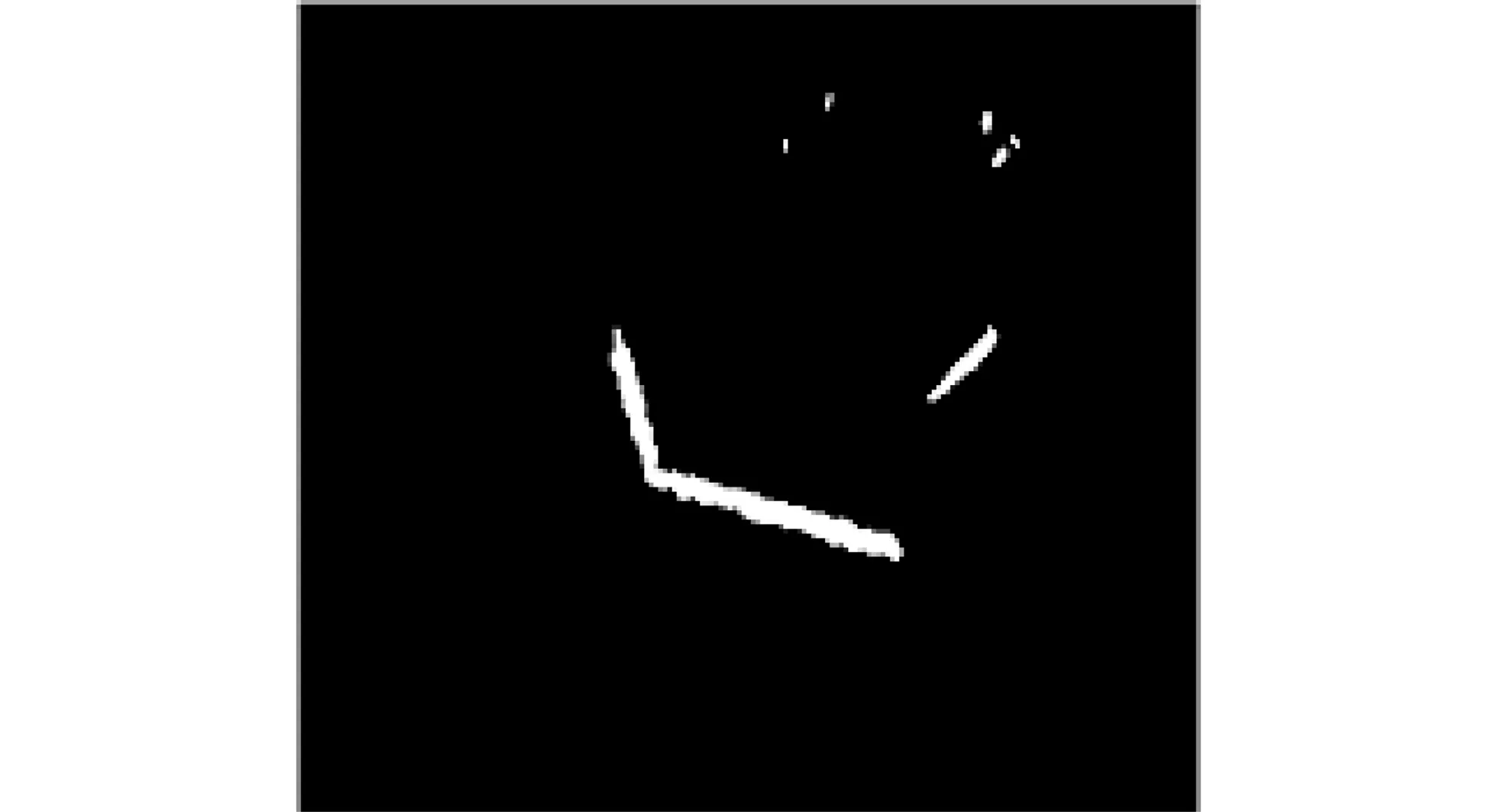
图 6 经过全局阈值处理后鸡丝图Fig.6 Chicken image processed by the global threshold

图 7 改进FCM算法处理后斑点图像Fig.7 Speckle images dealed with improved FCM algorithm

图 8 改进FCM算法处理后鸡丝图像Fig.8 Chicken images dealed with improved FCM algorithm
4.2 系统有效性检测
为了验证系统的有效性, 本文对1 000件光纤面板分别进行人工检测和本文提出的基于机器视觉的光纤传像元件缺陷检测系统进行检测, 分别记录了人工检测和机器检测的时间以及人工检测和机器检测在1 000件光纤面板产品中检测出的缺陷个数, 并对1 000件产品重复进行检测, 验证其检测精度. 其检测结果如表 1 和表 2 所示.

表 1 检测时间表
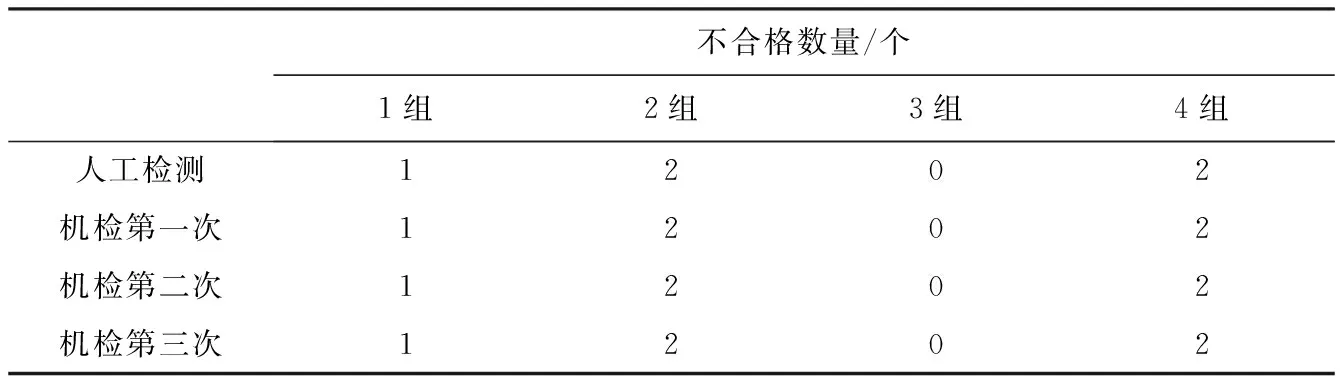
表 2 不合格数量
根据表 1 检测结果可知与人工检测相比系统的检测速度提高了两倍多, 可达2 s/个. 根据表2可知重复检测了3次每次的检测结果相同, 系统运行稳定可靠, 同时, 经过对大量元件进行检测得出误差小于5‰, 满足了市场需求.
5 结 论
本文通过对成像机理的研究设计了一套基于机器视觉的光纤传像元件缺陷检测系统, 充分利用机器视觉技术速度快、 稳定性强、 结果客观可靠等优点, 实现光纤传像元件缺陷检测的智能化. 针对图像采集系统获取到的图像通过缺陷检测算法判断器件是否合格, 有效克服了人工检测主观性强和效率低等问题, 笔者提出了一种适用于检测光纤传像元件表面缺陷的改进FCM聚类算法, 它和传统的图像阈值分割算法相比有更高的检测精度和更强的适应能力, 又比一般的FCM算法在运行速度上有了很大的改观, 有效地满足了产品缺陷检测需求, 并且降低了劳动力和企业成本, 也进一步为光纤传像元件生产质量的提高提供科学的理论依据, 同时也可以将这种图像聚类分割算法推广到光纤传像元件其他的表面缺陷检测或者其他工业产品的无损缺陷检测上.
[1] 潘京生. 改善光纤倒像器的对比度传递特性[J]. 应用光学, 2006, 27(1): 62-65. Pan Jingsheng. Improvement of image inverters contrast transfer performance[J].Journal of Applied Optics, 2006, 27(1): 62-65. (in Chinese)
[2] 林翰, 王亚杰, 蔡平, 等. 高分辨率光纤倒像器纤芯材料的制备及性能研究[J]. 长春光学精密机械学院学报, 2013, 25(3): 110-114. Lin Han, Wang Yajie, Cai Ping, et al. Fabrication and properties research on core material of high-resolution fiber-optic image inverter[J]. Journal of Changchun Institute of Optics and Fine Mechanics, 2013, 25(3): 110-114. (in Chinese)
[3] 任志文. 光纤倒像器的透过率[J]. 应用光学, 2000, 21(1): 22-27. Ren Zhiwen. The transmissivity of fiber-optic image inverter[J].Journal of Applied Optics, 2000, 21(1): 22-27. (in Chinese)
[4] 周江, 任锟, 帅英琦, 等. 基于机器视觉的磁钢片缺陷检测研究[J]. 机电工程, 2014, 12: 1541-1546. Zhou Jiang, Ren Kun, Shuai Yingqi, et al. Machine vision based defect detection on magnetic steel sheet[J]. Journal of Mechanical&Electrical Engineering, 2014, 12: 1541-1546. (in Chinese)
[5] 王明吉, 付冬华, 吴云. 光纤面板暗影缺陷自动检测系统的研制与开发 [J]. 光学仪器, 2012, 34(2): 90-94. Wang Mingji, Fu Donghua, Wu Yun. Research and development on optical fiber panel shadow defects automatic detection system[J]. Optical Instruments, 2012, 34(2): 90-94. (in Chinese)
[6] 冈萨雷斯. 数字图像处理: MATLAB版 [M]. 北京: 电子工业出版社, 2005.
[7] 吴星, 刘天琪, 李兴源, 等. 基于 WAMS/SCADA数据兼容和改进 FCM 聚类算法的 PMU 最优配置[J].电网技术, 2014, 38(3): 756-761. Wu Xing, Liu Tianqi, Li Xingyuan, et al. Optimal configuration of PMU based on data compatibility of WAMS/SCADA and improved FCM clustering algorithm[J]. Power System Technology, 2014, 38(3): 756-761. (in Chinese)
[8] 陈龙, 郭宝龙, 孙伟. 基于FCM与聚类的粒子滤波多目标跟踪算法[J]. 仪器仪表学报, 2011, 32(11): 2536-2541. Chen Long, Guo Baolong, Sun Wei. Multi-target tracking algorithm based on FCM and particle filter[J].Chinese Journal of Scientific Instrument, 2011, 32(11): 2536-2541. (in Chinese)
[9] 刘宜平, 沈毅, 刘志言. 一种FCM聚类算法的改进与优化[J].系统工程与电子技术, 2000, 22(4): 1-3. Liu Yiping, Shen Yi, Liu Zhiyan. Improvement and optimization of a fuzzy C-means clustering algorithm[J].Systems Engineering and Electronics, 2000, 22(4): 1-3. (in Chinese)
[10] 周新建, 涂宏斌, 胡国良. 一种用于轴承缺陷图像的改进FCM聚类检测算法[J]. 铸造技术, 2006, 27: 1395-1399. Zhou Xinjian, Xu Hongbin, Hu Guoliang. A modified algorithm of image segmentation for bearing scratch defects based on FCM[J]. Foundry Technology, 2006, 27: 1395-1399. (in Chinese)
Surface Defect Detection System for Optical Fiber Devices for Image Transmission Based on Machine Vision
ZHANG Kun, WANG Mingquan, ZHANG Junsheng
(North University of China, Taiyuan 030051, China)
Defect detection of optical fiber devices for image transmission was generally completed by manual work. It had low efficiency, big error and high cost etc. The article has designed and accomplished a set of defect detection system of optical fiber devices for image transmission based on machine vision. According to the understanding of relevant knowledge for optical fiber devices for image transmission, the system chooses the pair of telecentric industry lens with tens of millions of pixels of large target surface CCD industrial camera, to achieve a one-time imaging on optical fiber devices for image transmission surface defects and ensure sufficient resolution. In the detection algorithm of image segmentation, an algorithm which is based on the improved FCM is proposed. By means of the relevant experimental verification and comparing with the traditional image segmentation algorithm-global threshold segmentation, the algorithm can promote efficiency and accuracy rate of defect detection, and then can realize segmentation of defect accurately and effectively. The whole of system operates stably and reliably, and can meet the needs of detection.
machine vision; optical fiber devices for image transmission; CCD industrial camera; defect detection; global threshold segmentation; improved FCM algorithm
2017-01-06
国家自然基金资助项目(61171177); 国家重大科学仪器设备开发专项资助项目(2013YQ240830); 山西省科技攻关资助项目(20140321010-02)
张 堃(1991-), 男, 硕士生, 主要从事信号与信息处理、 数字图像处理等研究.
1671-7449(2017)04-0298-06
TP391
A
10.3969/j.issn.1671-7449.2017.04.004
猜你喜欢
家庭影院技术(2020年1期)2020-06-24 05:59:20
家庭影院技术(2019年4期)2019-04-17 05:12:56
家庭影院技术(2018年9期)2018-11-02 05:31:36
电子测试(2017年15期)2017-12-18 07:19:27
电子制作(2017年13期)2017-12-15 09:00:11
现代工业经济和信息化(2016年2期)2016-05-17 05:34:16
智能系统学报(2015年4期)2015-12-27 09:38:39
电子工业专用设备(2015年4期)2015-05-26 09:10:40
汽车维修与保养(2015年8期)2015-04-17 03:33:01
电子设计工程(2015年6期)2015-02-27 12:04:53
