
超高压锅炉高温过热器出口集箱管座角焊缝泄漏原因分析
2017-07-10 03:11王洪选许洪莉
科技风 2017年7期
王洪选 许洪莉


摘 要:本文针对超高压锅炉高温过热器出口集箱裂纹问题,开展了现场无损检测和开裂试样试验研究,确定开裂原因为受热面管路设计不合理,并进行了结构优化措施。实施结果表明,优化效果明显,该措施能有降低再次开裂的风险,保证了机组的安全可靠运行。
关键词:超高压锅炉;管座角焊缝;泄漏;原因分析;结构优化
某热电公司锅炉为WGZ670/13.7-13型超高压锅炉,2015年12月发现高温过热器出口集箱多个管座角焊缝管材侧热影响存在裂纹缺陷,机组从2005年7月25日投产,至本次停机累计运行80575小时,共启动80次(停运79次),经历4次大修和13次小修。高温过热器出口集箱规格Φ325mm×50mm,管座规格Φ42.5mm×5.5mm,材质均为12Cr1MoVG。本文分析了集箱管接头裂纹产生原因,为制定科学合理的返修工艺提供依据,确保锅炉集箱安全、可靠地运行奠定了基础。
1 检查情况
1.1 现场检查情况
现场磁粉探伤共发现有35个角焊缝管材侧热影响区存在裂纹缺陷(其中有30个裂纹为炉后数第4根角焊缝部位),开裂部位有明显方向特征,即炉左侧管排裂纹位于焊缝的炉左侧、炉右侧管排裂纹位于焊缝的炉右侧(见图1)。
裂纹均位于角焊缝管座一侧焊缝热影响区,整体来看裂纹较为平直,宏观无分叉,沿管材侧热影响区周向扩展,长短不一(约10mm~50mm)。
1.2 试验室宏观检查情况
试验室对含有裂纹典型试样(炉右数第4屏炉后数第4根)进行宏观检查,发现裂纹已经穿透管壁,管子外壁裂纹长度明显大于内壁,表明裂纹是从管子外壁起裂,见图2。
1.3 材质复核
采用合金分析仪对开裂试样进行合金成份检测,所检测元素成分符合标准要求,见表1。
1.4 金相检测
试样主裂纹开口较大,头部无分叉,裂纹内部有氧化腐蚀产物,见图3a。侵蚀后,主裂纹沿细晶区和不完全结晶区的过渡区穿晶扩展,见图3b。在裂纹扩展区,主裂纹两侧存在大量的蠕变孔洞和蠕变裂纹。其中,蠕变孔洞呈椭圆形均位于三叉晶界,断续链状分布;蠕变裂纹均为沿晶扩展,且蠕变裂纹大致与主裂纹平行,见图4。试样母材金相组织为铁素体+贝氏体,按DL/T773-2001《火电厂用12Cr1MoV钢球化评级标准》球化2.5级,见图5。
2 开裂原因分析
从高温过集箱的结构来看,集箱角焊缝向下约2.5米为炉顶密封焊接处,属结构上的相对死点。按设计,高温过热器出口集箱从锅炉中心向左、右两侧膨胀,因高温过热器出口集箱温度(540℃)明显高于顶棚过热器,故高温过热器出口集箱向锅炉两侧的膨胀量明显大于顶棚过热器。
顶棚至高过出口集箱之间高过管除炉后数第4根,都至少设计有2个弯头,而第4根仅有1个弯头,其刚度明显较强。所以,从结构角度来看,炉后数第4根管存在较大热膨胀应力,集箱管座角焊缝部位由于结构上特点成为明显的应力集中区,故集箱管座角焊缝处应力水平明显较高。
现场磁粉探伤检测发现,30个炉后数第4根管座角焊缝处存在裂纹缺陷,裂纹长度10mm~50mm不等。整体来看,炉右侧开裂情况比炉左侧严重。从裂纹在管子上的分布情况来看,炉左侧管排裂纹位于焊缝炉左侧、炉右侧管排裂纹位于焊缝炉右侧,开裂部位均位于管段拉应力最大的区域,与管段应力分布相吻合。
开裂试样焊缝和母材主要金属元素符合标准要求,金相组织正常。裂纹位于热影响区细晶区和不完全结晶区过渡区域,裂纹穿晶扩展,无分叉,裂纹内部及尖端存在氧化腐蚀产物。一般来说对于焊缝热影响区,细晶区的抗蠕变性相对较差,与主裂纹附近发现的大量蠕变孔洞和蠕变裂纹相吻合。
综合以上分析,造成高温过热器出口集箱管座角焊缝发生开裂的原因是:在结构应力、内压应力及温度长期作用下,从拉应力水平较高的部位逐渐产生蠕变孔洞,并发展为蠕变裂纹,蠕变裂纹逐步扩展,最终管壁裂透而发生泄漏。
3 处理方案
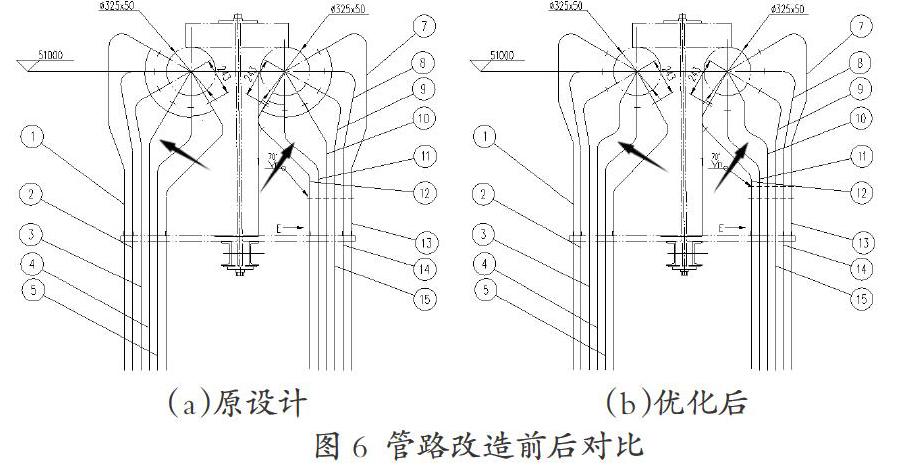
根据开裂原因,对高温过热器进口集箱同结构管座角焊缝进行了磁粉探伤检测,未发现裂纹类缺陷,与高温过热器进口集箱温度相对较低,热膨胀量小有关。同时,结合锅炉设计单位对高温过热器进、出口集箱外数第4根管进行了管路优化,从而达到增大管子柔性,降低角焊缝区域应力水平的目的,修改前、后的管路結构见图6中箭头所示。
4 结论
本文综合高温过热器出口集箱管座焊接接头裂纹现场检测和开裂试样试验研究,结果表明,出现裂纹的位置均处于集箱的应力区,主裂纹均产生在熔合线附近的细晶区,裂纹尖端圆钝,穿晶扩展,具有应力开裂特征,同时主裂纹附近也发现蠕变空洞及蠕变裂纹,但综合来看,管路设计不合理是导致本次开裂的主要原因。通过对管路进行优化,对防止集箱管接头裂纹的产生,确保电厂设备的安全可靠运行提供了有力保证。
参考文献:
[1] 赵建仓,姚建华,等.超超临界锅炉12Cr1MoVG集箱角接头再热裂纹原因分析及焊接工艺优化[J].发电设备,2011(7).
[2] 马东森.2209t/h锅炉屏式过热器出口联箱管接头裂缝分析及处理[J].热力发电,2008(10).
作者简介:王洪选(1966-),男,汉族,河南登封人,大专,高级技师、助理工程师,研究方向:火力发电厂金属监督和焊接技术管理。
猜你喜欢
科技视界(2016年18期)2016-11-03
中国市场(2016年33期)2016-10-18
中国市场(2016年33期)2016-10-18
科技视界(2016年21期)2016-10-17
商业经济研究(2016年14期)2016-09-14
科技视界(2016年9期)2016-04-26
