基于霍夫变换的管子管板焊缝图像的缝隙检测算法
2017-07-04 06:55王雨
软件 2017年5期
王 雨
(北京邮电大学软件学院,北京 100876)
基于霍夫变换的管子管板焊缝图像的缝隙检测算法
王 雨
(北京邮电大学软件学院,北京 100876)
在管子管板焊缝图像检测中,探测器是由小成像板拼接而成,导致采集到的成像图像中存在缝隙。因此,利用成像图进行缺陷检测之前,需要将图像中的缝隙检测出来。为此,本文提出了一种基于霍夫变换的焊缝图像缝隙检测算法,研究了在直线缝隙检测前的预处理过程,包括利用中值滤波方法去除图像噪声,利用Canny边缘检测方法检测图像边缘。最后,着重研究了提取所需缝隙,剔除无效的成像板轮廓的算法。实验结果表明,该方法能正确的检测出直线缝隙区域,取得了比较理想的检测效果。
边缘检测;缝隙图像;中值滤波;Canny算子;霍夫变换
0 引言
管子管板焊接接头的质量直接影响换热器设备的安全性[1],焊接接头中气泡、夹渣和裂纹等微小缺陷将导致换热器在工业生产中存在巨大隐患[2]。目前,国内外主要通过X射线照射管子管板焊接接头区域采集焊缝图像[3],运用图像处理技术对焊缝区域进行检测[4],发现缺陷所在并对设备进行针对性地修补。
在利用X射线检测技术采集图像的过程中,由于探测器成像板的规格原因,使用单块板子不能完全覆盖采集到的图像,因此只能对多块成像板进行拼来采集图像。成像板的规格大小是固定的,整个探测器是由8块大小相同的板子拼接而成,导致成像图中产生缝隙。根据制造工艺,每块板子的大小为25.6 mm×12.8 mm,成像板之间垂直方向的缝隙宽度为0.4 mm,水平方向的缝隙宽度为0.2 mm,中间方孔的大小为10.8 mm×10.5 mm。每幅采集到的图像上面会出现8条缝隙,如果被检测物体缺陷部分恰好投射到成像板之间的缝隙区域内,那么研究者将无法在后续的图像处理过程中准确找到缺陷区域,从而给工业检测中带来隐患。
完成图像采集后,本文对缝隙图像进行滤除噪声和边缘检测操作。在滤除噪声阶段,本文采用了中值滤波的方式,处理后的图像缝隙清晰可见,不存在模糊锐化的效果;在边缘检测阶段,采用Canny算子进行边缘检测,该算子具有较好的边缘检测定位结果,检测出来的边缘具有连续性,可以较好的实现检测效果。上述步骤得到的图像中包含了缝隙和成像板轮廓,后者不是实验所需的。因此本文采用基于霍夫变换的直线缝隙检测方法,将预检测的缝隙与干扰缝隙相减得到所需要的缝隙图像。最终结果表明,利用该方法检测到的缝隙图像与原图中成像板拼接产生的缝隙区域一致。
后期对缝隙图像处理方法是利用本文算法检测到正确的缝隙图像后,再利用形态学中的膨胀运算和腐蚀运算处理缝隙边界,填补缝隙图像中的空洞并消除断点;然后将处理后的缝隙区域像素填补到旋转后的图像中相应位置的像素,能够完成所有缝隙的覆盖,从而实现缝隙图像融合。
1 图像预处理
1.1 中值滤波
中值滤波是一种空间域非线性滤波方法[5],它既可以用于二值图像的处理,也可以用于灰度图像的处理。由于在实际运算过程中不需要图像的统计特性,因此使用起来较为方便。在一定的条件下,中值滤波克服了线性滤波器所带来的图像细节模糊的缺点,而且对滤除脉冲干扰以及图像噪声效果十分明显,但是对于一些细节繁多的图像不建议使用这种方法。
中值滤波是采用一个含有奇数个点的滑动窗口[6],用各个像素点的灰度值的中值来代替中心像素点的灰度值。将所有的像素点排成的序列用21nf+表示,则中值的公式可表示为

上式中,ig表示排序后的中值。
中值滤波需要选定一个方阵作为模板,通常选定的是3×3矩阵。在获得模板区域内的像素点的灰度值之后,需要对像素点排序,再进行中值运算,最后重新赋值得到滤波图像。中值滤波流程图如图1所示。
第一步:获得选定的3×3区域内奇数像素点的灰度值;
第二步:对奇数像素点排序,并利用中值运算得出中间位置的灰度值;
第三步:利用步骤2中得到的灰度值代替这个区域中间位置像素点的灰度值;
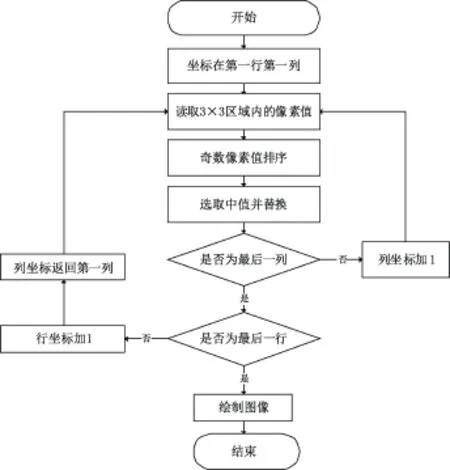
图1 中值滤波流程图Fig.1 Median Filter Flow Image
第四步:重复上述步骤,直到图像中所有的像素点被重新赋值,即可得到中值滤波图像。图2是经过中值滤波后得到的图像。
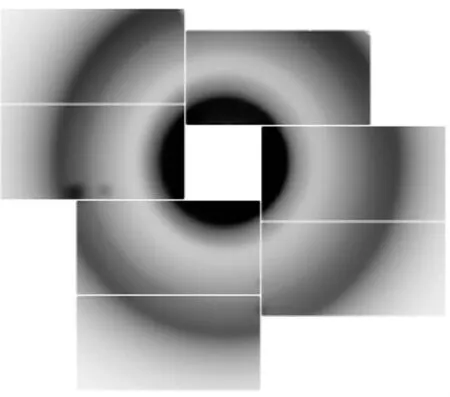
图2 中值滤波图Fig.2 Median Filter Image
从图2中可以看出,利用中值滤波对图像进行处理后,其缝隙清晰可见,不存在模糊锐化的效果。
1.2 Canny边缘检测
Canny边缘检测技术有三个指标衡量[7-8],分别是好的检测、好的定位和最小响应。其中好的检测指的是算法能够尽可能多地标识出图像中的实际边缘,因为有些边缘是不必要的;好的定位指的是标识出来的实际边缘要最大限度的与原图像中的实际边缘接近,保证定位精确才能使检测到的边缘更具有说服力;最小响应是指图像中的边缘只能标识一次,不能重复标识,并且可能存在于图像中的噪声应该被标识为边缘,这样可以消除伪边缘[9],有利于图像边缘的后续特征处理和分析,同时提高了边缘检测的效率和准确度。算法流程图如图3所示。

图3 Canny边缘检测流程图Fig.3 Canny Edge Detection Flow Image
Canny边缘检测的流程分以下四步:
第一步:平滑图像,即利用高斯滤波方法对待检测图像进行卷积处理,由于在检测过程中,边缘检测算子很容易将噪声点的像素误判为实验所需要的边缘像素,因此,使用构造的高斯函数G(x)对原图像f(x,y)卷积,目的是为了降低噪声。设所得的平滑图像公式为I(x,y),那么公式表示为:
I(x,y)=G(x)G(y)*f(x,y) (2)
第二步:计算图像的梯度值,主要计算图像梯度的水平方向和垂直方向的分量。选择一个2×2矩形模板计算步骤1中所得两个方向上的分量,然后是生成图像的梯度图。
第三步:非极大值抑制,非极大值抑制用到了步骤2中生成的梯度图,它要遍历梯度图中的每个像素点,再将该像素点梯度反方向上与之相近的两个像素点的梯度值进行比较,如果该像素点大的梯度值小于其相邻的两个方向上的梯度值,说明该点有可能是边缘点,否则可能是伪边缘点,通过非极大值抑制也会得到相应的图像。
第四步:双阈值检测和边缘连接,双阈值检测是对步骤3得到的非极大值抑制图像使用高阈值和低阈值来检测,再将边缘进行提取,将梯度值比阈值还要小的像素点的灰度值赋0。最后是对之前生成的边缘进行完善与优化,将各个分段边缘进行连接。
通过实验验证,Canny算法具有较好的边缘检测性能。如图4所示,采用Canny边缘检测能够提取出原图的边缘直线,更加清晰地描述了图像的边缘轮廓,并且使边缘细化,有助于更有效地进行边缘分割。
2 基于霍夫变换的直线缝隙检测算法
标准霍夫变换边缘检测[10]的方法可以在保证检测性能的前提下缩短计算量,减少计算时间。与标准霍夫变换不同,本文算法不是将累加器平面内的全部可能点累加作为检测到的直线,而是将预检测的缝隙与干扰缝隙相减得到所需要的缝隙信息。此外,对于不连续的直线,本文采用了将相同斜率的直线连起的方式来保证直线的连通性。累计概率霍夫变换流程图如图5所示。

图4 Canny边缘检测图Fig.4 Canny Edge Detection Image
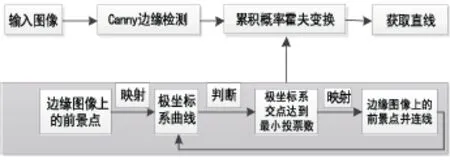
图5 累计概率霍夫变换流程图Fig.5 Hough Transform Image
基于累计概率霍夫变换缝隙检测算法可以归纳如下:
第一步:随机获取边缘图像上的前景点,映射到极坐标系画曲线;
第二步:当极坐标系里面有交点达到最小投票数,将该点对应坐标系的直线找出来;
第三步:搜索边缘图像上前景点,把直线上的点(当点与点之间距离小于阈值)连成线段;
第四步:全部删除这些点,记录该线段的参数(起始点和终止点),线段长度要满足最小长度。
3 实验结果与分析
经过以上算法的处理,得到图7中预检测出的缝隙图像,该图像的外围边缘是成像板投影的边缘,它不作为实验所需要提取的缝隙,因此要将其去除。处理方法是先对输入图像做中值滤波,再进行Canny边缘检测和霍夫直线检测,得出图8中干扰的缝隙图像。最后,将预检测的缝隙与干扰缝隙相减得到所需要的缝隙信息。

图6 原图像Fig.6 Original Image
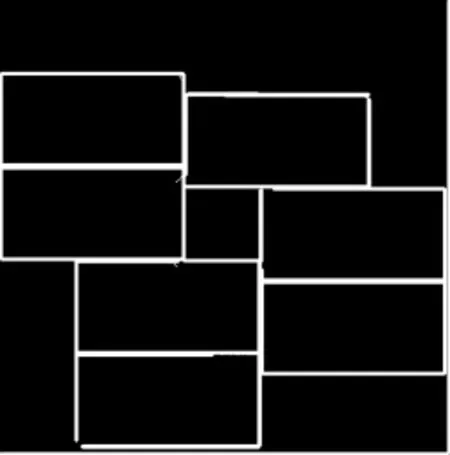
图7 检测出的缝隙图像Fig.7 Test Slit Image
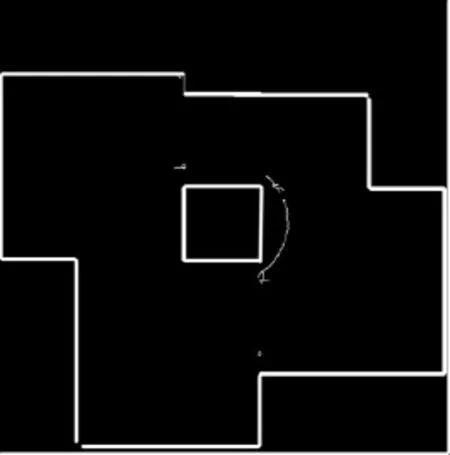
图8 干扰缝隙图像Fig.8 Disturb Slit Image

图9 缝隙检测图Fig.9 Slit Detection Image
通过实验效果图9与原图6对比分析,可以发现最终检测到的缝隙图像与原图中成像板拼接产生的缝隙区域一致,直线缝隙部分非常清晰,细节信息丰富,检测效果达到了预期。
4 结论
本文通过对管子管板焊缝检测图像的研究,提出了一种基于霍夫变换的缝隙图像检测算法。通过将边缘检测算法与霍夫直线检测算法结合起来,在一定程度上解决了因成像板拼接而产生的缝隙图像的问题。实验结果表明,该算法在检测缝隙中有良好的效果,为后期图像融合奠定了基础。
[1] 孙远霞, 郝恩喜. 管子-管板焊缝射线检测技术研究[J]. 一重技术, 2011(6): 47-50.
[2] 邵中华. X射线焊缝数字图像的缺陷提取技术研究[D]. 中北大学, 2011.
[3] 袁作彬. 无损检测技术在机械工业中的应用和发展[J]. 湖北民族学院学报(自科版), 2013, 31(2): 228-231.
[4] 叶峰, 刘顺, 陈衡, 等. 核电站蒸汽发生器管子-管板焊缝射线检测工艺[J]. 无损检测, 2015, 37(4): 56-59.
[5] 陈健, 郑绍华, 余轮,等. 基于方向的多阈值自适应中值滤波改进算法[J]. 电子测量与仪器学报, 2013, 27(2): 156-161.
[6] 郭利明. 图像处理及图像融合[D]. 西北工业大学, 2006.
[7] 许宏科, 秦严严, 陈会茹. 一种基于改进Canny的边缘检测算法[J]. 红外技术, 2014, 36(3): 210-214.
[8] Benayed S. Developing Kinect-like Motion Detection System using Canny Edge Detector[J]. IEEE Transactions on Pattern Analysis & Machine Intelligence, 2014, 8(6): 679-98.
[9] 曾俊. 图像边缘检测技术及其应用研究[D]. 华中科技大学, 2011.
[10] 李亚娣, 黄海波, 李相鹏,等. 基于Canny算子和Hough变换的夜间车道线检测[J]. 科学技术与工程, 2016, 16(31): 234-237.
Gap Detection Algorithm of Tube and Tube Sheet Weld Image Based on Hoff Transformation
WANG Yu
(School of Software Engineering, Beijing University of Posts and Telecommunications, Beijing 100876, China)
In the test of tube and tube sheet weld, the detector is made up of small image plates, which can cause a gap in the image. As a result, the gaps in the diagram need to be detected before using an imaging map for defect detection. For this reason, this paper proposes a weld image crack detection algorithm based on Hough Transform, studied in front of the straight line crack detection pretreatment process, including the use of median filtering method to remove the image noise, using Canny edge detection method to detect image edge. Finally, the algorithm for extracting the desired gap and eliminating invalid image plate contour is studied. The experimental results show that the method can detect the area of the straight gap and obtain the desired results.
Edge detection; Slit image; Eymedian filter; Canny operator; Hough Transform
TP391
A
10.3969/j.issn.1003-6970.2017.05.032
王雨(1989-),男,硕士研究生,主要研究领域为图像处理。
本文著录格式:王雨. 基于霍夫变换的管子管板焊缝图像的缝隙检测算法[J]. 软件,2017,38(5):150-153
猜你喜欢
中老年保健(2021年4期)2021-08-22
边疆文学(2020年5期)2020-11-12
上海大学学报(自然科学版)(2018年5期)2018-11-02
自动化学报(2017年11期)2017-04-04
制导与引信(2016年3期)2016-03-20
电测与仪表(2015年8期)2015-04-09
语文教学与研究(2014年10期)2014-02-28
河南科技(2014年12期)2014-02-27
中共党史研究(2013年11期)2013-04-27