
电脑测色配色在印染中的应用及发展趋势
2017-06-28 11:30朱元昭赵亚楠王怀芳
纺织科学与工程学报 2017年2期
朱元昭,赵亚楠,王怀芳,汪 青
(中原工学院,河南郑州 450007)
电脑测色配色在印染中的应用及发展趋势
朱元昭,赵亚楠,王怀芳,汪 青
(中原工学院,河南郑州 450007)
电脑测色配色系统的应用将颜色信息数字化,克服了外界测量因素及人为的影响,建立了国际统一标准的颜色质量评价体系,提高了生产效率。介绍了计算机测色配色系统的原理及其在印染打小样系统中的应用,并对未来进行了展望。
测色配色 修色 打小样 生产 应用
从古至今,纺织品染色主要是以人工配色的方法,耗时耗力,配色人员的经验水平对实验结果的影响很大。现如今个性化小批量的产品日益增多,且对产品的质量要求越来越高,单纯依靠人力已不能满足大生产的需要。电脑测色配色技术的应用将颜色信息数字化,并建立了国际统一标准的颜色质量评价体系,电脑测色配色技术顺应时代的潮流,在纺织行业的应用越加广泛,其克服了外界测量因素及人为的影响,能够对实验结果做出快速的反应及分析,提高了数据的准确性,并能够长期保存实验结果,方便后续调用,大大的提高了生产的高效性及实用性,增强了产品研发能力[1-3]。
1 计算机测色配色技术的原理
计算机测色配色系统以库贝尔卡—芒克(Kubelka-Munk)理论为光学理论依据,其包括软件和硬件两部分,软件系统如Datcolor SF600X测色系统、Xrite I Match Standard测配色软件,可以在不同的光源条件下测定织物的白度、黄度、Lab值、K/S值、吸收率及反射率等;硬件系统主要是由光源、分离单色光器和光电检测器组成的分光光度测色仪。测色配色工作原理是通过光源发射的光线照射在样品上,而反射光被三棱镜或光栅分离后计算成不同波长的反射光,电脑配色测色系统以此反射光来进行计算。具体来讲,测色配色系统以织物单位厚度的吸光率K 和单位厚度的漫反射率S 为中介将测得的反射比值与色料浓度联系起来,并假设在色料混合物中以K 和S 的加和性来表征各色料在混合时的光学行为[4-5]。
K/S=(1-Rλ)2/2Rλ
(1)
其中:K为织物对光的吸收率,S为织物对光的漫反射率,R为反射率(%),λ为波长(nm)。
假定每个染料分子对光的吸收和散射是相同的,则K/S值应与染料浓度成正比。对染色织物而言,染料相对织物的数量很少,故可认为散射作用全由纺织材料所致,而与染料无关[5]:
K/S=Kλ×C
(2)
其中Kλ为比例系数,C为染料浓度(%)
一块用n只染料染色的织物,拼色样品吸收光线的性能是各只拼混染料(1-n)的吸收光线性能之总和[6-7]。即
(3)
其中m代表混合物,w为坯布,i=1,2,… n代表各种染料
将(2)和(3)联立得
(4)
对于每种染料,当染料用量在一定范围时,K/S值与染料浓度C成线性关系,K/S值与C的曲线如下页图1。
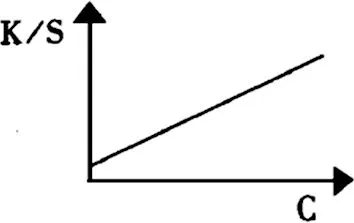
图1 理论K/S值与C的曲线
但实际上,各种染料在混合时必定会相互作用,导致结果并不完全符合线性关系。所以,需要在此配色数学模型的基础上对配方进行修正。将大量生产实践中积累的相似配方按某种算法形成修正系数进行修正。可供参考的配方越多,修正效果越好。
2 计算机测色配色技术的应用
2.1 计算机测色配色技术在印染打小样系统中的应用
在实际的打小样系统中,预先通过计算机测色配色系统建立染料基础信息数据库,当接到客户来样后,首先对来样进行测色,然后系统自动给出预测配色,通过系统自动检验功能与配色实验结果对比,根据偏差对色样进行合理修正,一般数据库需修正两次以上,有经验的师傅根据测色配色系统可以很轻松的打出符合要求的小样,完成配色。

图2 电脑测配色流程
2.1.1 基础数据库的建立
基础数据库包括染料数据库及配方数据库。染料数据库的建立应根据染料和织物的特性,选择合适的染色工艺进行染色,染料用量应从浅色系到深色系,每个色系分配6-16个浓度梯度,染料浓度范围略大于实际生产的最大值,且应以相同的染色条件制备空白染色织物。
系统会根据采集的数据对染料基础数据库进行自动检测,还需根据反射率R与波长λ的曲线图、K/S与浓度C的线性关系及配色实验的成功率评价数据库的准确性。如果存在偏差,需要对异常色样进行修正,直到符合要求。
但以染料基础数据库为依据计算配方,难免存在偏差,准确率不高,因此单独建立配方数据库十分必要。企业只需要把实际小样的详细信息录入系统并储存起来,即可方便快速找到与来样相近的配方,避免过分依赖师傅,极大的提高了配色的效率和准确性。
2.1.2 测色
在实际生产中往往需要对颜色品质进行评定,而人眼观察往往受到观察者等的限制,计算机测色配色技术很好的解决了人为因素及外界光源的影响。利用计算机测色往往需要选择标准光源(如D65、UV、CWF、TL84)、合适的测色孔大小及色差DE评价标准(CIELab或CMC(2:1)),每次测色前需对测色配色仪进行校准,测量时需将样品折叠4-8层,并保证色样平整以使其能完全将测量孔覆盖,一般需测量三次取平均值。通过计算机测色,可以准确反映样品的吸收率、反射率、三刺激值及得色量等信息,通过对标准样和批次样的测量,能够准确反映两个样品间的色差,测得的数据可以存储入配方库,方便后续的配色修色工作顺利进行。
2.2 绘制仿真宝塔图
为了便于配色工作的顺利完成,在实际的化验室打样过程中,往往还需要绘制三种颜色拼色宝塔图,以确定三种颜色的可拼色范围,再结合测色配色系统给出的配方,便很容易找出所需颜色的配方。但实际绘制宝塔图过程费时费力,需要做大量的实验,染制几十种不同浓度拼色样品并裁剪粘贴(如图3),利用计算机测色配色系统基础数据库及计算机的高速计算配色功能,只需输入三种染料及其用量等信息,就可以轻松的绘制出仿真宝塔图,代替费时费力的人工制作,对配色工作的顺利完成极具参考作用[8-9]。
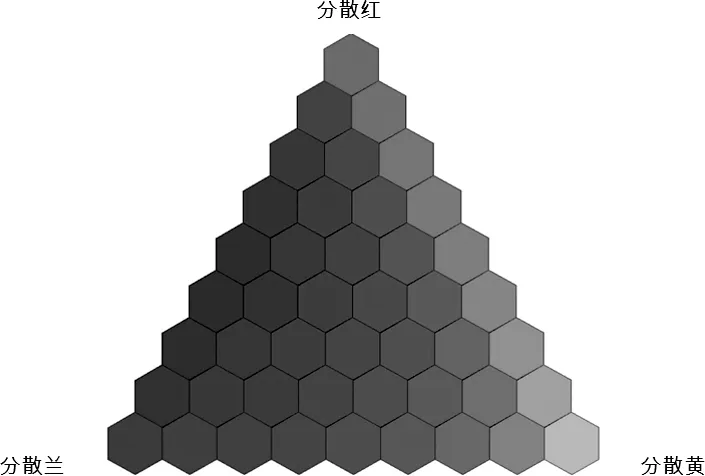
图3 染料0.8%的拼色宝塔图
计算机测色配色系统的应用范围相当广泛,除了上述在印染打小样系统中的应用及绘制仿真拼色宝塔图外,还有诸如活性染料吸色固色率曲线、滴液系统的应用及荧光度的测量等,随着计算机测色配色系统功能的不断完善,其在行业内的认可度也越来越高,提高了打样效率和准确性,极大的带动了印染行业的发展。
3 计算机测色配色技术的未来展望
随着人民生活水平的提高,人们对于产品质量的要求越来越高,而颜色差异会直接影响到产品的质量等级。在生产中确保同一批次的产品颜色一致至关重要,而计算机测色配色系统克服了外界因素及人眼观察的影响,提高了产品质量,但是现在国内使用的测色配色系统多为离线式,配方预测准确度有待提高,容易受测试环境等的影响,无法及时获得生产线上产品的颜色信息,仅靠有经验的师傅肉眼观察很容易出现偏差,既浪费了人力又容易造成浪费。
在线式测色配色系统可以有效的解决这些问题,在线式测色配色系统是指将测色配色仪安装在生产线上,产品不用离开生产线,生产也不用因此停止,可以远程实时监控产品的颜色信息,及时反馈颜色异常信息,便于及时调整染液参数,极大的提高了生产效率及产品质量,减少了产品的浪费[10]。在线式测色配色系统在国外已广泛应用,而在国内却因价格等问题鲜有应用,随着国内研究的不断深入,在线式测色配色系统的应用会越来越普及,同时,如何减小测试环境等的影响,提高配方预测的准确性也有待进一步研究。
[1] 关颖,王建明,等. 电脑测色配色系统在纺织品染色中的应用[J].染整技术,2010(6):30-34.
[2] 于翠坡,葛顺顺. 计算机自动测色配色及滴液系统的应用[J].山东纺织科技,2015(2):5-7.
[3] 忻裕静. 利用计算机测配色提高印染打样效率[J]. 纺织装饰科技,2015(3):1-12.
[4] 郑志成,汪斌荣,等. 计算机测配色在印染小样系统中的应用[J]. 染整技术,2015,37(3).
[5] 曹万里,李国维. 电脑测色配色仪在纺织工业中的应用[J]. 广西纺织科技,2001,30(1).
[6] Ravichandran. Colour Matching-The Computer Solutions. Colourage,1998.45(7).
[7] Intergration offers the prospect of complete coloration control.Int.Dyer(GBR),1996,181(1):19-20.
[8] 胡罡,张玮峰,赵军. 电脑测色配色软件中的配色新功能及其应用[J].染料与染色,2013 (6).
[9] 李勤. 计算机测色配色软件的新进展[J]. 染料与染色,2010,47(5):59-62.
[10]刘怡轩. 在线式分光测色仪研究[D]. 长春:中国科学院长春光学精密机械与物理研究所,2015.
2016-08-30
朱元昭(1993-),男,硕士研究生,研究方向:纺织印染功能整理与染色。
汪青(1960-),女,教授,硕士生导师。
TS193
A
1008-5580(2017)02-0220-03
猜你喜欢
大理大学学报(2023年1期)2023-02-02
汽车工程师(2021年12期)2022-01-18
古今农业(2021年2期)2021-08-14
哈哈画报(2021年11期)2021-02-28
南方周末(2020-03-05)2020-03-05
Coco薇(2017年7期)2017-07-21
小溪流(画刊)(2017年3期)2017-03-23
初中生(2016年1期)2016-03-17
合成化学(2015年10期)2016-01-17
文理导航·科普童话(2015年6期)2015-07-29
