
煤化工中氧气控制阀选用的安全措施
2017-06-23 13:04:34宋燕
石油化工自动化 2017年2期
宋燕
(中石化宁波工程有限公司,浙江 宁波 315103)
煤化工中氧气控制阀选用的安全措施
宋燕
(中石化宁波工程有限公司,浙江 宁波 315103)
针对《空分装置安全运行规定》中的条款,应重视氧气阀门的安全操作,采取安全防范措施,避免因流速过快等原因发生爆炸。介绍了煤化工项目工程设计阶段对氧气控制阀材料的选择上的重要性。通过对氧气介质的流速分析,给出了氧气用控制阀阀体和阀芯材质选用的安全措施,在源头上解决流速过快可能引发的爆炸问题;对氧气控制阀出厂检验提出要求,同时给出阀体材质和阀芯材质的匹配的建议,强调了氧气阀门在操作时的注意事项。
氧气 流速 控制阀 铜基合金 镍基合金
1 氧气阀门及管道内介质流速过快的原因分析
氧气阀门及管道内氧气介质流速过快是导致装置发生爆炸的原因之一,而流速过快有以下几方面原因。
1.1 氧气的特性
氧气本身不能燃烧,但它是一种化学性质极为活跃的助燃气体,属于强氧化剂。氧与其他物质化合生成氧化物的氧化反应无时不在进行,与氢、乙炔、甲烷、煤气、天然气等可燃气体,按一定比例混合后容易发生爆炸。其化学反应的能力随着氧气压力的增大和温度的升高而显著增强,氧气的纯度越高,压力越高,危险性越大。各种油脂与高压氧气接触,就会发生激烈的氧化反应而迅速燃烧甚至爆炸。由此可见,氧气既是助燃气体,又可以促使某些易燃物质自燃。
1.2 氧气的爆炸和燃爆
1) 物理爆炸。无化学反应,也没有大幅升温现象。一般是在常温或比常温稍高的温度下,由于气压超过了受压容器或管道的屈服极限乃至强度极限,造成压力容器或管道爆裂,如氧气钢瓶使用年限过久,腐蚀严重,瓶壁变薄,又没有检查,以致在充气时或充气后发生物理性超压爆炸。
2) 化学爆炸。有化学反应,并产生高温、高压,瞬时发生爆炸,如氢、氧混合装瓶,见火即爆。
3) 氧气的燃爆。发生燃爆需要可燃物、氧化剂和激发能源三要素同时存在。氧气和液氧都是很强的氧化剂,当可燃物与氧混合并存在激发能源时,可能发生燃烧,但不一定爆炸。只有当氧与可燃气体均匀混合,体积分数在爆炸极限范围内时,遇到激发能源,才能引发爆炸。这也是燃烧条件和爆炸条件的唯一差别。
1.3 氧气管道发生爆炸的原因
氧气管道曾经发生过多起管道燃烧、爆炸的事故,并且多数是在阀门开启时。氧气管道材质为钢管,铁素体在有氧状态中一旦着火,其燃烧热非常大,温度急剧上升,呈白热状态,钢管会被烧熔化。分析其原因,必定要有突发性的激发能源,加之阀门内有油脂等可燃物质才能引起。激发能源包括机械能,如: 撞击、摩擦、绝热压缩等;热能如高温气体、火焰等;电能如电火花、静电等。
氧气管道内的铁锈、粉尘、焊渣与管道内壁或阀门入口摩擦产生高温发生燃烧,和这些杂质的种类、粒度及气体流速有关,铁粉易与氧气发生燃烧,且粒度越细,燃点越低,氧气流速越快,越易发生燃烧。
1.4 氧气阀门着火原因
氧气阀门发生燃烧事故的必要条件是着火源,如果没有着火源,氧气阀门是不会燃烧的。着火源中的明火,是导致氧气管道着火、爆炸的直接原因。引起明火的原因很多,如: 颗粒撞击、绝热压缩、摩擦、静电等。管道安装时,如果没有良好的接地,气流与管壁摩擦产生静电,当电位积聚到一定数值时,就可能产生电火花,引起管道内氧气燃烧。
1.5 氧气阀门操作存在的潜在危险性
当氧气管道中存在低着火点300~400℃的可燃物质时,低着火点的物质在氧气中快速燃烧放出热量产生的温度可达800~900℃,而导致氧气阀门燃烧。氧气管道中的低着火点可燃物质一般主要是铁(Fe)和氧化铁(FeO)固体颗粒或粉末,通常为铁锈、焊渣等物质。当阀门开、关操作较快时,管道内氧气流速带动固体颗粒与阀门入口或管壁产生撞击和摩擦,开、关阀门时间越短,即氧气流速愈大,摩擦产生的热量就会越高。此时氧气产生绝热压缩温升,理论计算可达到300~500℃的温升,管道内的铁锈、焊渣等低着火点物质就会燃烧。因阀门快速打开,在阀门出口处氧气流速可能达到音速,形成6~7kV的静电,电位差达到2kV以上就会产生火花放电。
综上所述,煤化工空分装置生产的氧气纯度为99.6%左右,管道内氧气输送压力高,阀门开、关时间短等是产生氧气流速过快的主要因素。
2 氧气流速对阀门材质选择的影响
氧气管道中控制最高允许流速是至关重要的安全问题。下面以某水煤浆气化技术氧碳比控制阀的工艺参数为例,说明在设计条件下的高压氧气管道和氧气控制阀的材质选择方案。
工艺参数条件: 氧气管道外径为219 mm,内径为202 mm,正常运行工况下,操作温度为33℃,设计温度为65℃,阀前压力为表压8.48MPa,设计压力为表压9.90MPa,标准密度为1.43 kg/m3,操作密度为119 kg/m3,标准正常流量约为4.16× 104m3/h,标准最大流量约为4.64×104m3/h。在该工艺操作条件下,经过计算,管道内氧气的正常流速和最大流速分别为4.33 m/s和4.84 m/s。通过下面分析给出管道和控制阀的材质的选择方案。
2.1 国家标准对管道内氧气介质流速的规定
在GB 50030—2013《氧气站设计规范》〔1〕中规定的氧气管道内的最高流速要求见表1所列。
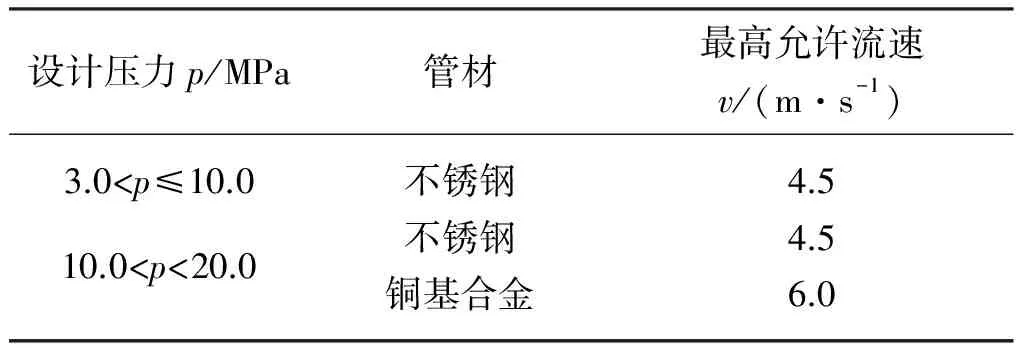
表1 GB 50030—2013氧气管道内的最高允许流速
在GB 16912—2008《深度冷冻法生产氧气及相关气体安全技术规程》〔2〕中对氧气管道采用不同材质时对应的流速也给出了定义,见表2所列。

表2 GB 16912—2008氧气管道中流速定义
注: ① 不锈钢材质在非撞击场合,p>10 MPa时,流速限制为8.0 m/s; ② 最高允许流速是指管系最低工作压力、最高工作温度时的实际流速; ③ 铜及铜合金(含铝铜合金除外)、镍及镍基合金,在不大于21.0 MPa条件下,流速在压力降允许时没有限制; 1) 使流体流动方向突然改变或产生旋涡的位置,从而引起流体中颗粒对管壁的撞击,这样的位置称做撞击场合,否则称为非撞击场合。
文献[1]和[2]对于流速的定义,均参考了欧洲工业气体协会(EIGA)OxygenPipelineSystems规范中的流速定义。从表1,表2可以看出,氧气管道压力p为10 MPa左右,流速超过4.5 m/s时,管道材质应优先选用镍基合金Inconel或铜基合金Monel材质。
2.2 国际标准对氧气场合材质和流速的规定
在氧气介质选择管道材质时,根据不同金属的可燃性,对氧气的流速会有一定的限制要求。合金材质在管道的设计压力下能够阻燃,则此时不需要考虑流速限制。EIGA在OxygenPipelineSystems规范中提出了豁免压力,即在氧气场合为金属可免除考虑流速限制的最小压力。从2002—2012年10a期间该规范就铜基合金Monel材质和镍基合金Inconel材质的豁免压力和金属管壁厚度有了较大修订。
2002年IGC Doc 13/02/EOxygenPipelineSystems〔3〕中,对不同材质的金属豁免压力和最小厚度给出了规定,见表3所列。而在2012年IGC Doc 13/12/EOxygenPipelineandPipingSystems〔4〕升版规范中, Inconel 600和Inconel 625的豁免压力正好相反,同时对金属管壁厚度也做了补充规定,见表4所列。

表3 IGC Doc 13/02/E 金属豁免压力和最小厚度要求

表4 IGC Doc 13/12/E金属豁免压力和最小厚度要求
从表3,表4中可以看出,Monel 400和Monel 500的豁免压力在不大于20.68 MPa时,氧气流速在压力降允许时没有限制;而Inconel 600的豁免压力在不大于8.61 MPa和Inconel 625的豁免压力在不大于6.90 MPa时,氧气流速在压力降允许时没有限制。
2.3 氧气控制阀材质选用的规定
氧气控制阀在打开和关闭时,氧气流动方向突然发生了改变,并会产生旋涡,从而导致氧气中夹带的颗粒对阀芯产生撞击,因而必须考虑阀芯材质的撞击流速。在GB 16912—2008中给出了在不同工作压力下氧气阀门材料选用规定,见表5所列。
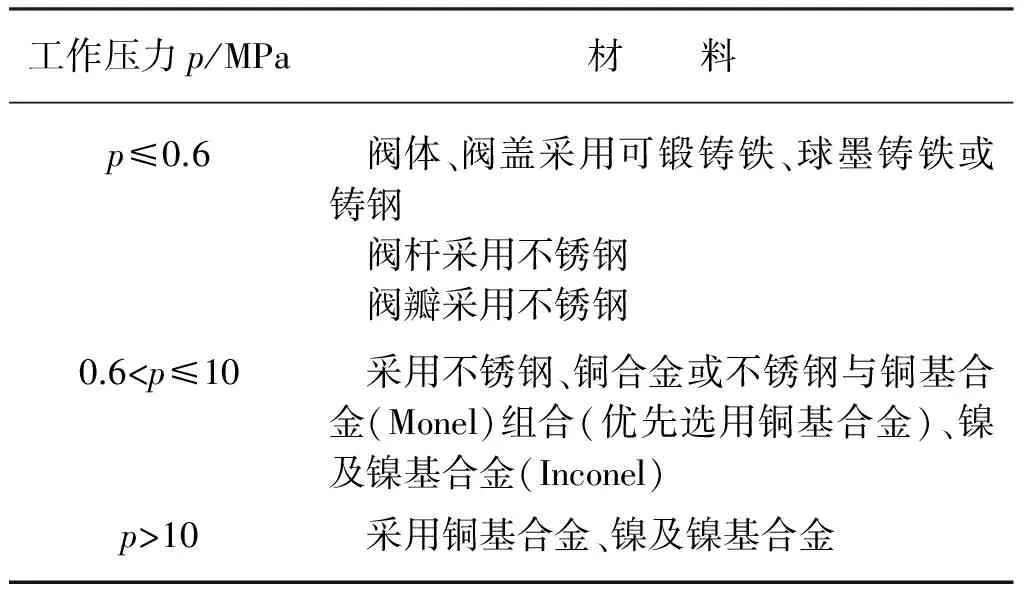
表5 GB 16912—2008氧气阀门材料选用规定
注: ① 工作压力为0.1 MPa以上的压力或流量调节阀的材料,应采用不锈钢或铜基合金或以上两种组合; ② 阀门的密封填料,应采用聚四氟乙烯或柔性石墨材料。
综上所述,在水煤浆气化技术工程设计中,依据设计条件,如果氧气介质设计温度较低,设计压力较高,流速较快等,结合表1,表2,表4,氧气管道材质可选用镍基合金或铜基合金;结合表5,氧气控制阀阀体材质可选用镍基合金或铜基合金,阀芯材质可选用镍基合金Inconel 625或铜基合金Monel 500,即阀体材质和阀芯材质均为阻燃合金,此时氧气介质与阀芯在撞击时是没有流速限制的,即使氧气中有夹带颗粒也不会产生火花,从而避免了氧气管道介质压力高流速而产生的安全隐患。
3 氧气控制阀锻造阀体和铸造阀体的选择及制造检验要求
3.1 氧气控制阀锻造阀体和铸造阀体的选择
在ASME B16.34—2013Valves-flanged,Threaded,andWeldingEnd〔5〕中,给出了阀体选用铜基合金和镍基合金的材料组别:
1) 铜基合金材料组别Material Group 3.4,锻造Forgings Spec.No.B564,等级Grade N04400,即Monel 400,没有铸造定义。
2) 镍基合金材料组别Material Group 3.8,锻造Forgings Spec.No.B564,等级Grade N06625,即Inconel 625,没有铸造定义。
3) 对于N05500铜基合金Monel 500,在Group 3 Materials 中无论锻造或铸造均未定义。
4) 在GB 16912—2008规范8.5.1条款中,给出了氧气阀门材质在p>10 MPa时,允许采用铜基合金、镍基合金,没有具体给出铜基合金和镍基合金的具体材料组别。
根据ASME B16.34—2013锻造阀体和铸造阀体材料规定可以看出,针对铜基合金和镍基合金材料,对锻造的材料等级有规定,而对铸造材料等级几乎没有定义,德国DIN标准对特种合金材料锻造和铸造都有规定。因此,当需要铜基合金或镍基合金材料做为阀体材质时,优先推荐采用锻造阀体。
3.2 对氧气阀门的制造检验要求的建议
鉴于氧气控制阀(特别是高压操作条件)的重要性,根据ASME B16.34—2013和以往工程经验,在氧气控制阀采购时,对阀门的制造检验要求提出如下建议:
1) 采用锻件加工阀体时。法兰和阀体整体锻造,严禁法兰与阀体焊接,同时锻件阀体必须逐台进行100%超声波(UT)检验和100%液态渗透(PT)检验,检验和验收按照ASME B16.34—2013标准进行,并逐台提供检验报告。
2) 采用铸造加工阀体时。法兰和阀体整体铸造,铸造阀体应逐台100%进行射线检查,检查方法和质量评定按照ASME B16.34—2013标准进行。检查结果应符合: 气孔(A)不小于2级,夹砂(B)不小于2级,缩孔(CA,CB,CC,CD)不小于2级,热裂纹和冷裂纹(D,E)无,夹杂、麻孔(F,G)无,同时逐台提供检验报告。
4 氧气控制阀阀体和阀芯材质匹配的推荐
通常,煤化工中的空分装置输送到煤气化装置的气态氧气温度接近常温,而在靠近气化炉炉头安装的控制阀,在故障情况下气化炉回火会导致气化炉炉头氧气管道局部高温的现象,设计温度约455℃。在该部位,对于氧气控制阀阀体和阀芯材质匹配,必须考虑在该温度下所能承受的压力以及所选材质在高温下可能产生的线膨胀系数的影响。铜基合金和镍基合金材质在不同温度下的平均线膨胀系数见表6所列[6]。

表6 铜基合金和镍基合金材质平均线膨胀系数 1/℃
当阀体和阀芯选用不同组别的合金材质时,尤其是在出现高温场合,应特别注意材质的线膨胀系数的匹配。根据表6中的铜基合金和镍基合金材质线膨胀系数对比,100℃与500℃金属的线膨胀系数变化还是比较大的,因而在气化炉炉头部位的控制阀,建议选用的阀芯材质的线膨胀系数比阀体的线膨胀系数小,以免发生在高温情况下阀芯与阀体抱死的情况。
根据以上资料及以往工程项目应用经验的积累,对氧气阀门材料的选用,首先应考虑安全性,其次是强度、经济性。合金材质做为阀体和阀芯时,在氧气场合不同工况下,优先推荐以下控制阀阀体和阀芯的材质组合,阀体材质建议与管道材质一致。
1) 根据表2和表5,p<10 MPa或流速小于4.5m/s时,采用316SS阀体加Inconel 625阀芯。
2) 根据表4~6,p<6.90 MPa时,采用Inconel 600阀体加Inconel 625阀芯;或采用Monel 400阀体加Inconel 625阀芯;p<8.61 MPa时,采用Monel 400阀体加Inconel 600阀芯;p<20.68 MPa时,采用Monel 400阀体加Monel 500阀芯。
不锈钢不会生锈,铜基合金、镍基合金在氧气摩擦冲击时不起火,阻燃性好,安全性高。
5 氧气阀门在工程设计及应用中注意事项
氧气控制阀在设计中需注意以下几个方面:
1) 设计中氧气场合严禁采用闸阀。
2) 氧气控制阀应采用金属硬密封型式,阀门泄漏等级要求ANSI V级以上。
3) 阀门、阀杆材质,填料材质等可根据文献[2]中规定执行。
4) 氧气调节阀组应设置独立阀室或防火墙,手动阀杆宜伸出防火墙外操作。若不单独设置阀室防火墙时,氧气调节阀前后8倍调节阀管道公称直径范围内,应采用铜基合金Monel或镍基合金Inconel材质的管道。
5) 氧气压力p>1.0 MPa且公称直径D≥150 mm口径的阀门,宜采用气动控制阀,进行远距离操作,避免事故伤人。
氧气控制阀在施工、运行及维护时,还需注意以下几方面[7]:
1) 施工、维修后的氧气管道,在输送氧气前,应确认氧气过滤器内清洁无杂物,氧气过滤器应定期清洗。
2) 氧气管道在安装、检修后或长期停用后再投入使用前,应将管内残留的水分、铁屑、杂物等用无油干燥空气或氮气吹扫干净,直至无铁屑、尘埃及其他杂物为止,吹扫速度应不小于20 m/s,且不低于氧气管道设计流速,严禁用氧气吹扫管道。
3) 定期检查氧气阀门法兰连接处是否有漏气。
4) 氧气管道及阀门需进行脱油脱脂处理。
5) 生产操作人员需要定期安全培训。
[1] 舒世安,陈霖新. GB 50030—2013氧气站设计规范[S].北京: 中国计划出版社,2013.
[2] 曾慕成,马大方,刘凌燕.GB 16912—2008深度冷冻法生产氧气及相关气体安全技术规程[S]. 武汉: 中国标准出版社,2008.
[3] European Industrial Gases Association. IGC Doc 13/02/E Oxygen Pipeline Systems[S]. European Industrial Gases Association, 2002.
[4] European Industrial Gases Association. IGC Doc 13/12/E Oxygen Pipeline and Piping Systems[S]. European Industrial Gases Association,2012.
[5] The American Society of Mechanical Engineers. ASME B16.34—2013 Valves — Flanged, Threaded, and Welding End [S]. New York: The American Society of Mechanical Engineers,2013.
[6] 技能士の友编辑部.金属材料知识[M]. 李用哲,译.北京: 机械工业出版社,2009.
[7] 马大方. 氧气管道安全措施[M]. 深冷技术, 2009(06): 57-58.
Safety Measures for Oxygen Control Valves Selection in Coal Chemical Industry
Song Yan
(Sinopec Ningbo Engineering Co.Ltd., Ningbo, 315103, China)
s: According to iterms inProvisionsonSafeOperationofAirSeparationUnit, safe operation of oxygen valves should be stressed. Feasible safety measures should be taken to avoid explosion caused by excessive oxygen flow rate, etc. Importance of selection of oxygen control valve material in design stage for coal chemical project is introduced. Based on analysis of oxygen flow rate, safety measures for material selection of body and trim for control valve are proposed. Possible explosion caused by excessive oxygen flow rate is solved from the beginning. Control of factory inspection requirements of oxygen valve is raised. Recommendations on material matching for valve body and trim are given. Precautions in operation of oxygen valve is stressed.
oxygen; oxygen flow rate; control valves; copper base alloy; nickel base alloy
宋燕, 1986年毕业于大连工学院化工自动化及仪表专业,现就职于中石化宁波工程有限公司,长期从事自动控制及仪表设计工作,任专业副总。
TH138.52
B
1007-7324(2017)02-0013-04
稿件收到日期: 2017-01-10。
猜你喜欢
化肥设计(2019年3期)2019-07-02 07:59:54
汽车与驾驶维修(维修版)(2018年9期)2018-11-15 06:20:54
石油化工自动化(2018年5期)2018-11-14 02:34:30
汽车与驾驶维修(维修版)(2017年12期)2018-01-15 01:43:39
汽车与驾驶维修(维修版)(2017年6期)2017-09-03 08:50:58
上海金属(2016年3期)2016-11-23 05:19:43
工业设计(2016年7期)2016-05-04 04:02:06
设备管理与维修(2016年5期)2016-03-16 02:20:47
焊接(2016年2期)2016-02-27 13:01:16
工程建设与设计(2016年4期)2016-02-27 10:51:16
