关于磷复肥生产中部分设备选型及改造问题的探讨
2017-06-23 13:49孙先慧云南三环中化化肥有限公司650113
化工管理 2017年16期
孙先慧(云南三环中化化肥有限公司, 650113)
关于磷复肥生产中部分设备选型及改造问题的探讨
孙先慧(云南三环中化化肥有限公司, 650113)
对磷复肥生产过程中硫酸装置除氧器除氧后的蒸汽夹杂着部分气体对空排放、磷酸浓缩冷凝水闪蒸后的蒸汽直接对空排放问题进行分析研究,提出了回收利用方案,对换热设备选型计算并尝试性使用,并在大型磷复肥装置上实现了应用。
磷复肥生产;除氧器乏汽;浓缩冷凝水闪蒸汽;回收;换热器;应用
1 硫酸装置除氧器乏汽回收
1.1 背景技术
云南三环中化化肥有限公司的两套80万吨硫磺制酸装置,均配套设置了余热锅炉,其额定蒸发量为每台123t/h,2台余热锅炉共用一台除氧器。2014年,公司I期硫酸装置技改新增低温位热能回收装置(HRS装置),利用SO3吸收过程中释放出的热量副产1.0MPa蒸汽,供磷酸浓缩使用,其额定蒸发量为45t/h。2套硫酸装置及HRS装置共配套了两台除氧器,通过蒸汽热力除氧,使进入锅炉的给水中氧含量达到要求,除氧后的蒸汽夹杂着部分气体放空,造成热量损失和噪声,影响周边环境,同时减少了冷凝水回用量,据估计两台除氧器每小时放空蒸汽约3t左右,给公司造成一定经济损失。
1.2 改造方案
乏汽回收方式为除氧器的排汽进入相串联的两台蒸汽节能器中(新增下述2台设备),蒸汽余压克服节能器的换热阻力,将除氧器乏汽冷凝成水,循环水被加热,经节能器分离的氧气和不凝性气体通过排气口自动排出系统,冷凝水在液位控制器的作用下,经高位差排入脱盐水中间补给水箱。
1.3 设备选型
通过增加1台带翅片列管冷却器和1台列管冷凝器串联,来实现除氧器乏汽回收的目的。设备选型计算如下:
(1)除氧器排汽流量为5t/h
(2)冷凝水焓值(94℃)为397.5kJ/kg
(3)蒸汽焓值(0.05MPa)为2697kJ/kg
(4)蒸汽总放出热量为
5×(2697-397.5)×1000=11497500kJ/h
(5)蒸汽总放出热量为11497500/3600=3193.75kW
(6) 需要冷却水量(10℃温差)为
1149700/4.2/10/1000=273.75t
(7) 取传热系数K为1000W/(m2·℃)
(8)对数平均温差Δtm为(74-64)/LN(74/64)=68.9 其中蒸汽为94℃,冷气水为20℃,温差10℃
(9)换热面积为3193.75×1000/1000/68.9=46.4m2
设备相关性能参数见表1。
(1)列管式光管节能冷凝器
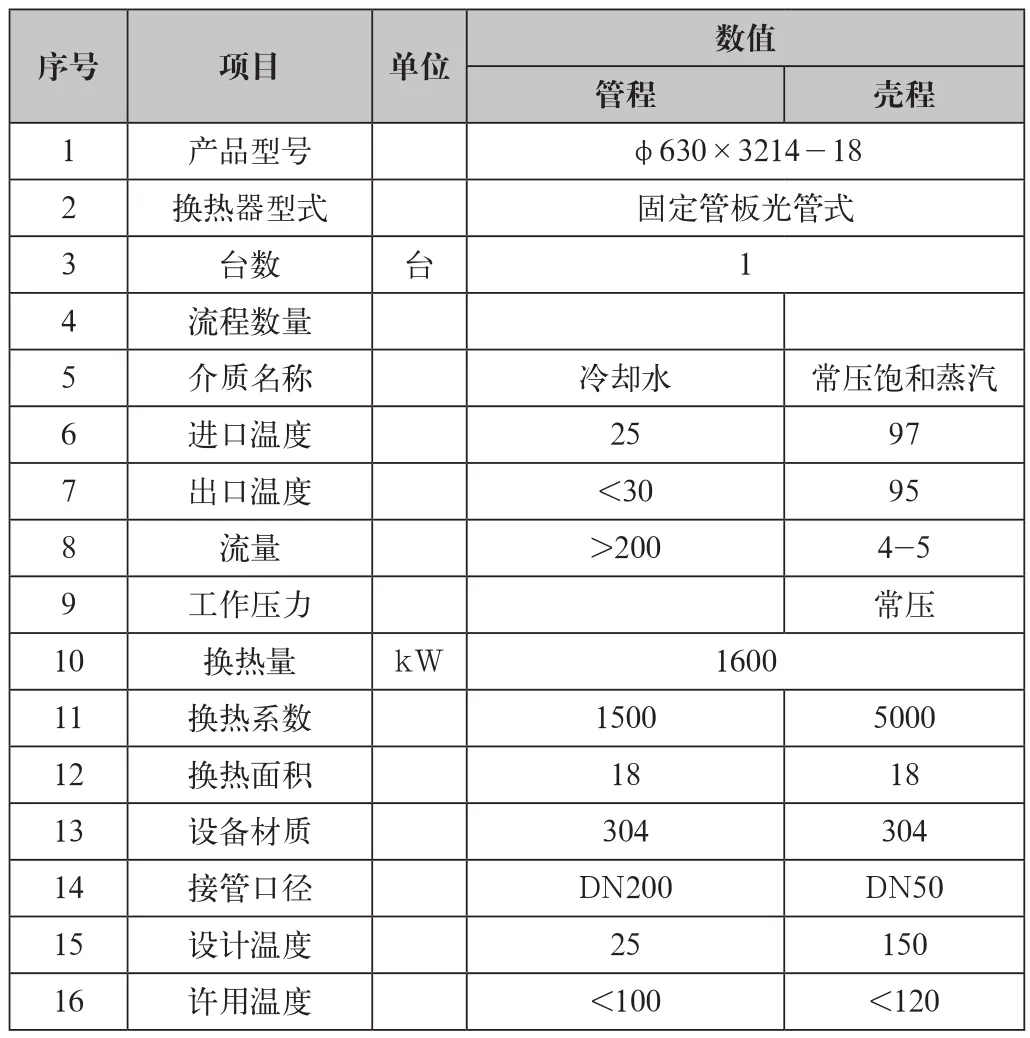
表1
(2)列管式带翅片节能冷却器

表2
1.4 改造效果
充分考虑不凝性气体对传热的影响,选用列管式光管蒸汽节能器与列管式带翅片蒸汽节能器串联设计(如图1),与相关乏汽回收装置比较,设备设计、选型合理,乏汽回收较完全,在回收乏汽的同时,有效地将排汽中的不凝性气体排出,减轻原有装置的负担,进一步提高回收率。可减少硫酸装置脱盐水站原水加热蒸汽消耗约3t/h,增加蒸汽凝水的回收率约3t/h,提高脱盐水站超滤装置及反渗透装置的生产回收率,通过乏汽回收方案的实施,可消除除氧器除氧后的乏汽排放对周边环境的噪声影响,同时起到了很好的节能效益。

图1
2 磷酸浓缩冷凝水闪蒸汽回收
2.1 磷酸装置浓缩系统冷凝水生产现状
云南三环中化化肥有限公司磷酸装置浓缩系统配置为4套,每套产能为15万吨P2O5/年,是目前国内最大的磷酸浓缩系统,其采用强制循环真空浓缩工艺,压力为2kg/cm2的饱和蒸汽进入石墨换热器换热形成冷凝水进入冷凝水收集槽闪蒸,闪蒸后的冷凝水用泵送锅炉回用,闪蒸出来的蒸汽直接放空,造成热量损失,影响周边环境,减少了冷凝水回用量,据估计每小时闪蒸损失的冷凝水总量在7t左右,给公司造成一定经济损失。
2.2 改造内容
云南三环中化化肥有限公司磷酸装置浓缩冷凝水回收在实施过程中对设备选型分别进行了不同摸索和尝试,即选用列管换热器和夹套管换热器都进行来了验证,以求最佳的设备选型和回收效果,下面就两种设备选型和回收方案进行论证。
2.2.1 单套磷酸浓缩系统各新增一台列管式换热器改造方案
(1)改造流程简述
四套磷酸浓缩系统各新增一台不锈钢列管式换热器,换热器分别加在凝水输送泵与冷凝水中转槽之间。清净冷凝水通过冷凝水输送泵送至新增的换热器,走壳程;稀磷酸(含24% P2O5)通过稀酸泵送至新增的换热器,走管程;冷凝水与稀磷酸在换热器中逆流传热,预热后的稀磷酸直接去闪蒸室闪急蒸发浓缩,冷却后的冷凝水自流至冷凝水中转槽。
每台换热器均设置旁路,稀磷酸进出换热器的管道上各安装一个隔膜压力表,当两个隔膜压力表的压差达到一定值时,关闭旁路阀,清理换热器,磷酸浓缩系统仍可正常生产。从稀硫酸清洗管上接一支管至换热器的稀磷酸进酸管道上,以便清洗换热器。
在换热器的冷凝水进口管和出口管上各安装一个温度计,可观察冷凝水进出口温度。
(2)换热器选型说明
①原始参数
稀磷酸流量:60~85m3/h,平均70m3/h,稀磷酸浓度为24%P2O5,密度为1300kg/m3;
稀磷酸温度:45~55℃,平均50℃;
冷凝水流量:40~60m3/h,平均45m3/h,密度为958kg/m3;
冷凝水温度:110~120℃,平均113℃;
单台稀酸泵扬程为78m,流量为164m3/h,变频泵;
单台冷凝水泵扬程为50m,流量为60m3/h。
②设计要求
冷凝水出口温度:≤90℃;
磷酸流速:≥1.5m/s(减少磷酸的结垢和结晶,延长清理周期);
换热器设计为立式;
换热器管程不超过4程;
换热器管程采用316L,壳程采用304。
③计算
根据实际情况,稀磷酸流量按60m3/h,冷凝水流量按60m3/h进行设计。
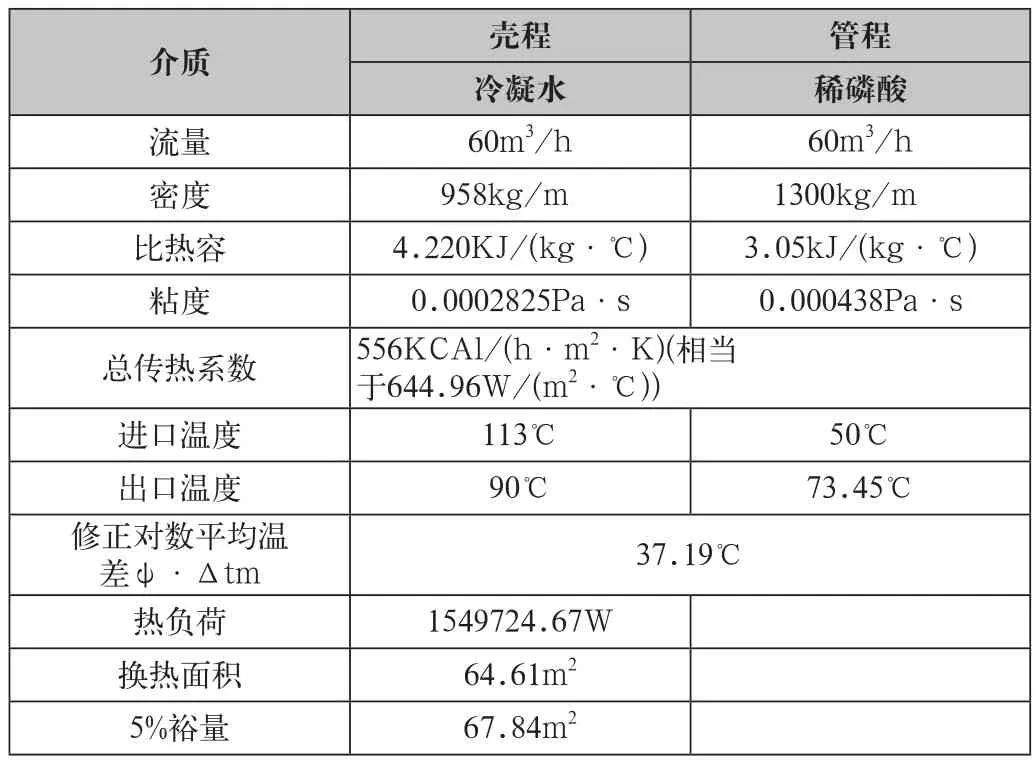
表3 设计参数及计算结果
根据表3计算结果,分别以DN32、DN25、DN20及DN15四种规格的换热管进行换热器计算,结果如表4所示。
由表4可知,采用规格为φ25×2、长为7m的换热管,当稀磷酸流量为60m3/h时,管内流速为1.55m/s;当稀磷酸流量为70m3/h时,管内流速为1.81m/s;当稀磷酸流量为85m3/h时,管内流速为2.20m/s,管内流速较高,能有效减缓结垢。因此选用该规格为φ25×2、长为7m的换热管。
在选型过程中分别对单套磷酸浓缩系统各新增一台列管式换热器改造方案(单系列)和两套磷酸浓缩系统新增一台列管式换热器改造方案(双系列)进行了优缺点的对比分析,综合比较两个改造方案的优缺点,单套磷酸浓缩系统各新增一台列管式换热器改造方案工艺更可靠、系统更稳定、更容易控制,最终采用该方案。
2.2.2 单套磷酸浓缩系统各新增一台夹套管式换热器改造方案
(1)改造流程简述

表4 换热器计算
在稀磷酸输送至浓缩系统的管道上增加不锈钢管夹套管式换热器,浓缩装置产生的冷凝液经收集泵输出后经过夹套管式换热器壳程,与来自稀磷酸澄清槽的稀磷酸在此进行间接逆流换热;加热后的稀磷酸进入到浓缩系统中进行浓缩。
(2)夹套管式换热器选型说明
①原始参数
稀磷酸流量: 单台70~90m3/h,平均80m3/h,双台:160 m3/h;稀磷酸浓度为24% P2O5,密度为1300kg/m3;
稀磷酸温度:60~67℃,取65℃;
冷凝水流量:单套40~60m3/h,平均50m3/h,双套100m 3/h;密度为958kg/m3;
冷凝水温度:100~120℃,平均110℃;
考虑在昆明大气压下水沸点93℃左右,冷凝水降温后温度取93℃。
②计算

表5
③管道选型
若选用Φ108mm管道,分四段安装(上下二层,两排串联),则,按20.6m2来计算,则需Φ108管道总长60.7m,若每段2根并排,则单根管道长大约7.6米;

稀酸的雷诺系数Re=d(管道内径×v(流速)×密度/流体黏度 ;若以结垢速率:0.044cm/天算,运行45天后没根管道还剩68mm通径,2根为136mm,稀酸可基本通过。
2.3 改造效果
上述两种不同类型的换热器在改造过程中都进行了尝试验证(如下图2),其结果差异性较大,单套磷酸浓缩系统各新增一台列管式换热器改造方案换热效果明显优于单套磷酸浓缩系统各新增一台夹套管式换热器改造方案,换热列管因结垢需要清理,在一个浓缩系统生产周期内需要清理2次以保证正常生产运行,夹套管式换热器改造方案管程随结垢的不断增加,传热效果急剧下降,明显不能起到完全回收热量的作用。因此选用列管式换热器改造方案。

图2
3 结论
云南三环中化化肥有限公司通过实施硫酸除氧器乏汽、磷酸浓缩冷凝水闪蒸汽回收改造,在生产装置中实现了应用,使对空排放的闪蒸汽得以回收利用,避免造成很大的热能损失,影响周边环境,结合当前经济、市场形势,煤炭价格上涨,能源紧张的形势,能源的充分利用显得更加重要,同时还能为公司带来较好的经济效益。
[1]高珊.夹套伴热管道在PDMS 中的设计.化工管理,2016年.
[2]刘敏,胡雄.热水夹套的配管设计与管件选用原则.管道技术与设备,2011年.
[3]靳博晗,胡祥节,应建康.结晶法生产工业磷酸一铵蒸汽冷凝水低位热能的利用.磷肥与复肥,2017年.
[4]吴松.磷酸浓缩石墨列管换热器结垢原因分析和除垢方法.磷肥与复肥,2013年.
猜你喜欢
一重技术(2021年5期)2022-01-18
建材发展导向(2021年15期)2021-11-05
建材发展导向(2020年1期)2020-11-26
昆钢科技(2020年4期)2020-10-23
天津冶金(2020年4期)2020-08-18
网络安全和信息化(2020年3期)2020-04-20
建材发展导向(2019年10期)2019-08-24
中国设备工程(2018年12期)2018-01-30
综合智慧能源(2016年10期)2016-12-28
中国核电(2016年2期)2016-10-20