
多热源复合焊接技术的发展现状
2017-06-09 08:54郭晋昌寇元哲
陇东学院学报 2017年3期
郭晋昌,弥 宁,寇元哲,崔 凯
(1.陇东学院机械工程学院,甘肃庆阳745000;2.陇东学院化学化工学院,甘肃庆阳745000)
多热源复合焊接技术的发展现状
郭晋昌1,弥 宁1,寇元哲1,崔 凯2
(1.陇东学院机械工程学院,甘肃庆阳745000;2.陇东学院化学化工学院,甘肃庆阳745000)
介绍了五种多热源复合焊接方法,阐述了复合焊与单一焊接热源焊接相比的优势,总结了复合热源焊接研究的新进展。介绍激光TIG复合焊的特点及其机理研究的新发展;激光MIG复合焊的优势及其重点应用领域;MIG-TIG复合焊和等离子MIG复合焊的原理和发展现状;激光等离子复合焊的特点及其初步研究成果。多热源复合焊接技术是近年新型焊接方法的重点研究领域,激光热源能量密度集中,等离子电弧能量密度低于激光热源,但是成本大幅降低,MIG电弧焊接效率高,TIG电弧焊接稳定性好,不同焊接热源相互配合取长补短,可减少咬边、飞溅和驼峰焊道等焊接缺陷,提高焊接质量和效率,实现自动化焊接。
多热源;激光;等离子弧;MIG电弧;TIG电弧
近年来,焊接成型工艺在工业部门已得到越来越广泛的应用。常规焊接方法熔敷率不大于15 kg/h,焊接速度不大于18 m/min,低焊接效率和焊接速度阻碍了工业的进一步发展,工业部门迫切希望提高焊接效率和速度[1]。我国发展多种新型焊接方法和焊接技术来提高焊接效率和速度,多热源复合焊接方法是其中一个研究方向[2]。另外,随着科技的发展,许多焊接结构向着精密化方向发展,并且涌现出一大批新材料,这些都要求发展新型焊接方法,以适应工业部门的新要求[3]。
多热源复合焊接技术是指将不同种类热源结合进行焊接的方法,常见的热源包括普通TIG电弧、普通MIG电弧、等离子电弧和激光等。激光热源和等离子电弧的能量密度都比较大,TIG电弧和MIG电弧对工件装配要求低,不同种类的热源复合焊接,热源之间可以优势互补,稳定焊接过程,提高焊接效率和速度,保证焊接质量[4]。另外,不同热源复合时,热源之间常可发生相互作用,有利于焊接过程的进行。
1 激光TIG复合焊
激光TIG复合热源焊接是将激光与TIG电弧复合在一起的焊接方法,图1为激光TIG复合焊示意图。TIG焊接过程电弧长度不变,具有焊接过程稳定和焊缝成型美观等优点,但是也存在缺点,TIG焊接最大的缺点是熔深浅,焊接效率低;激光热源可弥补TIG电弧的缺点,提高TIG焊熔深,提高焊接效率和速度。激光TIG复合焊的能量密度增大,焊接效率明显提高,另外,焊接工艺性和焊接适应性都比激光焊更优越。
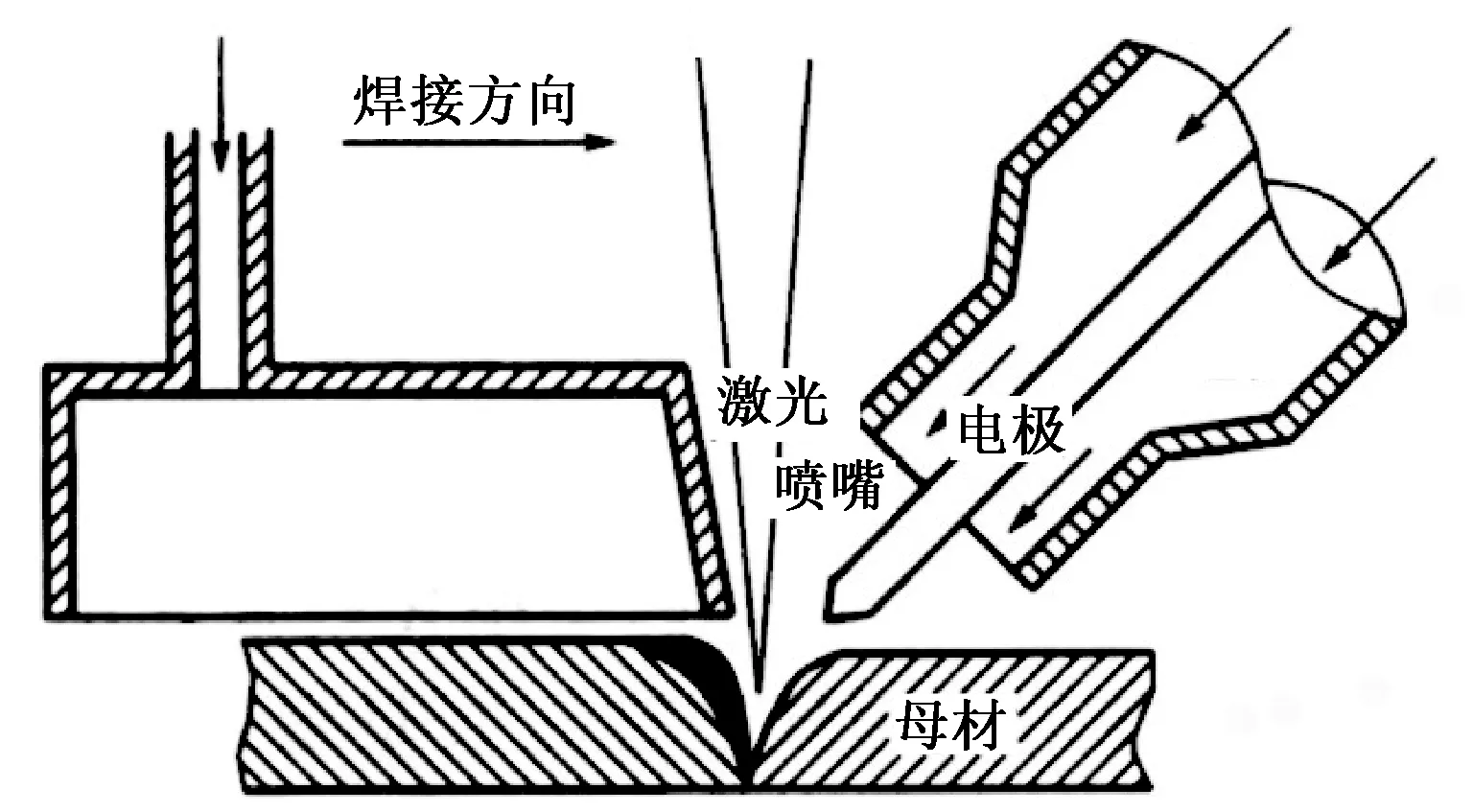
图1 激光TIG复合焊
激光TIG复合焊是最早开始研究的一种复合热源焊接方法,现阶段工艺方面已经趋于成熟,可以保证高焊接质量,应用比较广泛。现阶段焊接工作者投入较多精力研究激光TIG复合焊的机理。采用光谱分析法研究等离子体密度与焊接熔深的关系,最终发现光致等离子体密度在一定程度上决定焊接熔深,随着光致等离子体密度的增大,焊接熔深先增大后减小,原因是起初阶段光致等离子体密度增大,总能量增大,导致焊接熔深增大,光致等离子体密度增大到一定程度后,能屏蔽入射激光能量,导致焊接熔深降低[5]。
研究发现,激光对TIG电弧的压缩使得电弧电流密度大大提高,能量更加集中。两种热源复合后的效果大于二者简单叠加的效果。试验还实时采集了激光TIG复合热源的电流和电压信号,运用CCD实时监测复合热源的动态行为,最终发现激光维持燃烧波的作用是激光TIG复合焊接热源产生电弧畸变的重要原因之一[6]。
未来一段时间,激光与TIG电弧的作用机理依然是研究热点,基础理论的发展将进一步促进工艺的发展,促进激光TIG复合焊广泛的应用。
2 激光MIG复合焊
激光MIG复合焊是将激光和MIG电弧同时施加于焊接区域,将焊丝与母材熔化形成永久性连接的焊接方法,图2为激光MIG复合焊示意图。与单一热源相比,激光MIG复合焊具有明显的优势,主要表现在以下几点:(1)熔深大。激光MIG复合焊熔深大于MIG电弧焊,电弧电流、焊接速度、激光功率以及电弧与激光中心之间的距离都可以影响焊接熔深,其中心距间距对熔深影响最大,中心距越大熔深越小,中心距越小熔深越大;(2)焊接效率高。两种热源同时作用于焊接区域,焊接速度和熔敷率高于两种热源分别焊接的效率之和;(3)工艺性好。MIG焊熔宽较宽,对装配间隙等要求较低,弥补了激光焊对装配精度的要求,使系统工艺性更好;(4)焊件力学性能更优。由于MIG焊加热区域比较宽,焊接速度慢,焊接线能量大,焊缝冷却速度慢,焊接区域金属容易晶粒长大,焊件力学性能不是最好的,激光MIG复合焊可提高焊接速度,降低焊接线能量,避免焊件组织晶粒长大,使焊件力学性能更优良[7];(5)电弧稳定。激光增加焊接区内等离子体数量,使电弧更加稳定,减少了焊接飞溅,提高了焊接质量。

图2 激光MIG复合焊
研究表明,激光MIG复合焊的熔深大,焊接中厚板时,不用开焊接坡口,焊接薄板时可大幅度提高焊接的速度。应用方面,激光MIG复合焊主要集中在石油天然气管道焊接、航空航天、造船业以及汽车制造业中[8]。
3 MIG-TIG复合焊
MIG-TIG复合热源焊接如图3所示,两种热源均发挥各自的优势,同时弥补了对方不足,MIG-TIG复合焊是对传统电弧焊接方法的改良。普通MIG焊熔敷效率高焊接速度较大,但是由于电弧阴极斑点不够稳定,焊接过程不稳定,容易形成焊接缺陷,增大电流高速焊接时,可能出现驼峰焊道等缺陷。传统TIG焊电弧稳定,焊接质量优良,但是熔深浅,焊接效率低。两种热源复合后,同时解决MIG电弧阴极斑点不稳和TIG电弧焊接效率低的问题,另外两个电弧可增加焊接区域温度,使焊接区域空气电离更加容易,大电流焊接时保证焊接过程稳定,实现焊接的高效化。MIG-TIG复合焊与激光TIG复合焊、激光MIG复合焊相比,成本大幅度降低,更易于推广普及。
MIG-TIG复合焊具有以下优势:(1)焊接效率更高,TIG电弧对焊丝和工件都有加热作用,增大焊丝熔化速度,提高了焊接速度和熔敷率;(2)焊接过程更稳定,TIG电弧力有助于MIG电弧熔滴过渡,降低临界过渡电流,使熔滴过渡稳定,焊接过程稳定;(3)焊件力学性能好,复合热源作用于工件,提高工件的热输入量,焊接区域能量密度更大,熔池冷却速度降低,避免形成马氏体等淬火组织,提高了焊接质量;(4)焊缝成形更好,TIG电弧的加入,有利于MIG射流过渡,熔滴过渡频率更高,则焊缝更加细密,成形更优良。
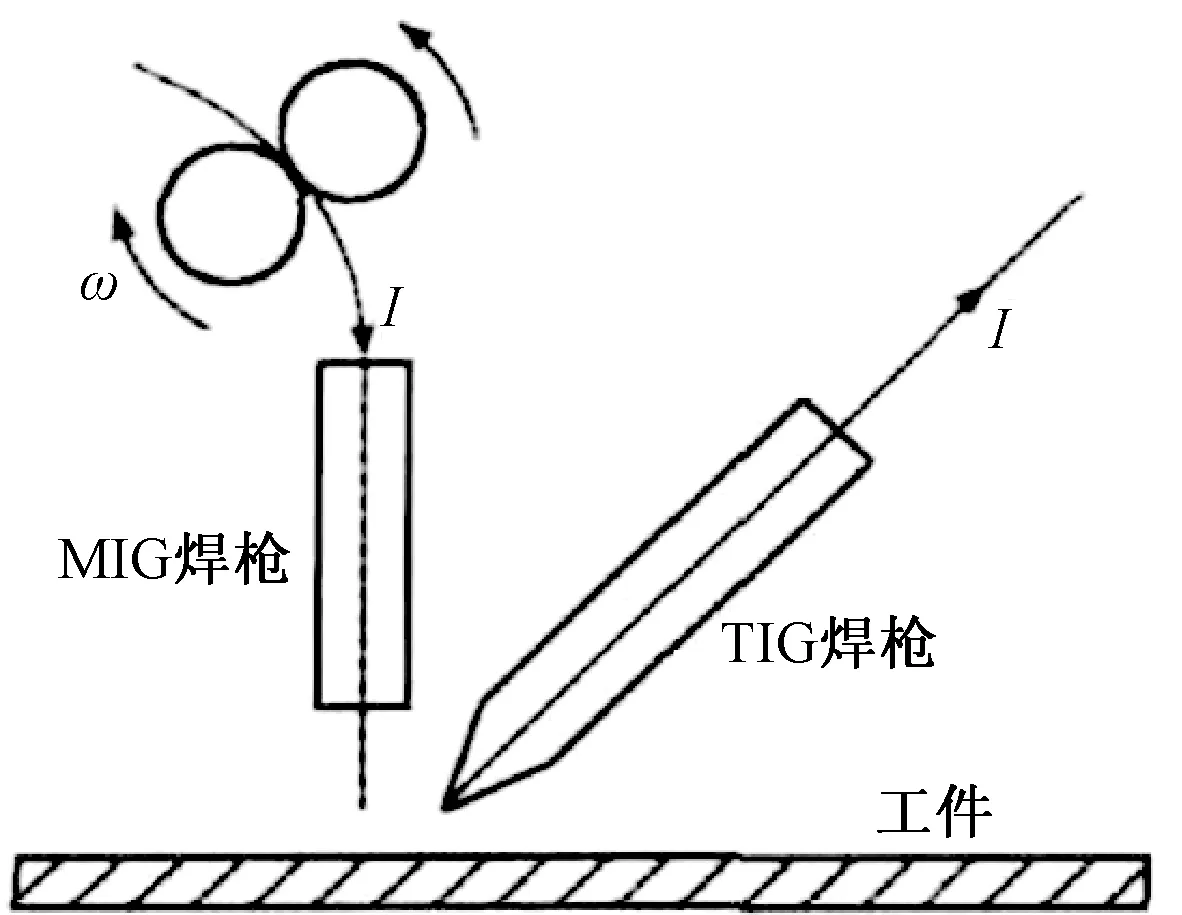
图3 MIG-TIG复合焊示意图
通过研究发现:TIG电弧对熔滴有加热作用,使得焊接系统阴极雾化作用更明显,从而TIG电弧对MIG电弧有非常好的维护作用。另外,MIG-TIG电弧复合能够有效降低咬边和驼峰焊道等缺陷,实现高效率高质量化焊接[9]。
4 等离子MIG复合焊
图4为等离子MIG复合焊示意图,依据两种热源位置的关系,可将等离子MIG复合焊分类为偏置式和同轴式。等离子电弧的最大优势是电弧挺度大,MIG电弧的最大优势是熔敷率高,焊接速度快。在等离子MIG焊接过程中,高温等离子弧包围MIG电弧的焊丝,等离子电弧可增加焊丝熔化速度,并且使得熔滴过渡更加顺畅,减少了焊接飞溅。等离子MIG焊接过程中,当等离子弧电流增大时,会使得MIG电弧发生两方面变化,第一是焊丝干伸长表小,第二是熔滴过渡形式由原来的一脉一滴逐渐过渡到一脉多滴,分析原因是由于等离子电弧为焊接系统提供了较多热量所致。MIG电弧对等离子电弧的参数有影响,使得等离子电弧的电压明显升高,但是等离子电弧对MIG电弧的焊接参数几乎没有影响。
等离子MIG焊具有以下优势:(1)焊接效率高,等离子电弧对MIG焊丝具有预热作用,使其温度升高,电阻增大,导致焊丝的电阻热明显增大,二者共同作用,焊丝温度明显升高,焊丝熔化效率增大;(2)焊接过程稳定,等离子电弧对焊接区域内气体加热,气体电离更加容易,焊接过程稳定,则焊接飞溅更小,焊缝成型更美观;(3)焊接质量更优,与单一等离子焊接相比,等离子MIG焊施加更多热量,熔池冷却速度慢,有利于杂质排除,提高焊接质量;(4)焊接成本不高,对于中厚板材的焊接,为保证焊透,需要在工件上开坡口,坡口加工耗费成本,同时需要填充更多焊接金属,等离子MIG焊电弧穿透力更强,无需开坡口,可实现单面焊双面成型,降低了焊接成本。

图4 等离子MIG复合焊示意图
研究发现,等离子电弧可在工件上“挖掘”形成一定深度的“匙孔”,“匙孔”对熔池有搅拌作用,提高材料焊接工艺性,并且有利于焊缝成型,尤其是热导率高的金属[10]。等离子MIG复合焊是一种高效焊接方法,成本不高,容易实现自动化焊接,近年在不同场合已得到广泛推广应用。
5 激光等离子复合焊
激光和等离子电弧都是能量密度非常高的热源,将这两种热源复合进行焊接,使焊接系统的能量密度更大,焊接效率进一步提高。与激光焊相比,激光等离子复合焊对工件装配精度的要求较低,焊件出现热裂纹的概率更低,尤其适用于薄板的焊接。但是激光等离子复合焊也是存在缺点的,激光等离子焊接对设备要求比较高,而且激光与等离子电弧之间有明显的“协同效应”,焊接系统与热源之间的相互影响机理都比较复杂,焊接参数较多,国内对其研究才刚起步,现阶段主要研究激光等离子电弧焊在一些特殊材料上的应用,另外采用数值计算的方法对激光等离子电弧焊进行研究。
北京航空制造工程研究所研究了激光等离子复合焊焊接参数对焊缝成形的影响,研究发现,焊接速度减小或者激光功率增大,都会导致钉形焊缝形貌转变成X形,而且激光等离子复合焊的焊缝咬边缺陷比激光焊更为严重。采用小功率低速度进行焊接时,焊缝的熔宽更大,采用大功率高速度进行焊接时,焊缝熔宽增加不明显[11]。
采用数值计算的方法研究激光等离子复合焊,研究发现熔池流动情况直接决定焊缝表面成型,当等离子电弧在后,熔池表面向焊接前方流动时,焊缝成型更优[12]。
6 结论
多热源复合焊接方法,不同热源之间相互弥补不足,发挥两种热源的优势,有利于提高焊接效率和质量,稳定焊接过程等。
激光ITG复合焊发展比较成熟,未来一段时间对其研究将集中在机理方面。激光MIG复合焊在大厚板上应用较多。MIG-TIG和等离子MIG复合焊成本低廉,焊接质量好,未来会有更好的应用;激光等离子复合焊的研究工作才刚刚起步,国内应较多研究其焊接特殊金属的应用,或者采用数值计算的方法研究其基础理论。
[1]石玗,李妍,黄健康,等.高效MIG/MAG焊的研究与发展[J].电焊机,2008,38(12):6-10.
[2]李星林,黄石生,吴开源,等.高速双丝脉冲MIG焊的研究[J]电力电子技术,2008,42(3):39-41.
[3]娄小飞,陈茂爱,武传松,等.高效TIG-MIG复合焊焊缝驼峰及咬边消除机理[J]焊接学报,2014,35(8):87-90.
[4]栾国红,关桥.高效、固相焊接新技术-搅拌摩擦焊[J]电焊机,2015,35(9):8-11.
[5]夏源,宋永伦,胡坤晋,等.激光-TIG复合焊接热源机理研究现状与进展[J].焊接专题,2008,9(12):21-24.
[6]李飞,邹江林,孔晓芳,等.高功率光纤激光-TIG复合焊接实验研究[J]中国激光,2014,41(5):41-45.
[7]雷振,秦国梁,林尚武.激光与MIG/MAG复合热源焊接工艺发展概况[J]焊接2015,7(7):9-13.
[8]樊丁,中田一博,牛尾诚夫.YAG激光与脉冲MIG复合焊接[J].焊接学报,2012,23(5):81-84.
[9]杨涛,张生虎,高洪明,等.TIG-MIG复合焊电弧特性机理分析[J].焊接学报,2012,33(7):25-29.
[10]阙福恒,王振民,杨运强.等离子-MIG焊的研究进展[J].电焊机,2013,43(3):28-31.
[11]姚伟,巩水利,陈俐.激光/等离子电弧复合热源能量参数对钛合金焊缝成形的影响[J].焊接学报,2006,27(9):81-84.
[12]常保华,李志宁,周晶,等.铝锂合金激光-等离子弧复合焊焊缝表面成形[J].清华大学学报,2010,50(8):1179-1185.
【责任编辑 答会明】
Development status of multi heat source composite welding technique
GUO Jin-chang1,MI Ning1,KOU Yuan-zhe1,CUI Kai2
(1.CollegeofMechanicalEngineering,LongdongUniversity; 2.CollegeofChemistryandChemicalEngineering,LongdongUniversity,Qingyang745000,Gansu)
We introduce five kinds of welding methods of multi heat sources,and describe the advantages of the composite welding compared with the single welding heat source. We introduced the characteristics and mechanism of laser TIG multi heat source composite welding and the advantages and the application fields of laser MIG multi heat source composite welding. The principle and development status of MIG-TIG multi heat source composite welding and plasma MIG multi heat source composite welding,characteristics and preliminary research results of laser plasma hybrid welding are discussed in this paper. Multi heat source composite welding technology is the key research area in recent years and the new welding method,laser heat source energy is density,plasma arc energy density is lower than the laser heat source,but the cost is greatly reduced,MIG arc welding with high efficiency,TIG arc welding is stable,different welding heat source cooperate with each other and learn from each other which can reduce the bite edge,splash and humping bead and welding defects,improve the welding quality and efficiency and realize automated welding.
Multi heat source;laser;plasma arc;MIG arc;TIG arc
1674-1730(2017)03-0028-04
2016-10-06
陇东学院青年科技创新项目《多旋翼智能导航快递投送飞行器》(XYZK1609);陇东学院青年科技创新项目《高粘土环境下煤仓疏通设备的研究》(XYBY140204)
郭晋昌(1986—),男,甘肃庆阳人,硕士,主要从事材料成型机设备研究。
TG409
A
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
电焊机(2022年5期)2022-06-01
智能建筑电气技术(2022年2期)2022-02-06
焊接(2020年9期)2020-12-28
金属加工(热加工)(2020年9期)2020-11-04
制造技术与机床(2019年9期)2019-09-10
电子制作(2019年10期)2019-06-17
金属加工(热加工)(2018年2期)2018-03-22
电子制作(2017年22期)2017-02-02
汽车零部件(2014年5期)2014-11-11
