精密高速冲床送料系统优化
2017-06-05 08:46:26刘磊杨里明林清利张长亮齐齐哈尔二机床集团有限公司设计院
锻造与冲压 2017年10期
文/刘磊,杨里明,林清利,张长亮·齐齐哈尔二机床集团有限公司设计院
精密高速冲床送料系统优化
文/刘磊,杨里明,林清利,张长亮·齐齐哈尔二机床集团有限公司设计院

刘磊,工程师,主要从事高速精密压力机、自动锻压机与机械压力机设计工作,主持完成的J75G-800高速精密压力机项目获得齐齐哈尔市科技成果三等奖,拥有专利7项,发表论文1篇。
技术背景
精密高速数控冲压机床作为工业基础装备的重要组成部分之一,进入二十一世纪以来,中国冲压机床行业经过技术引进、合作生产及合资等多种方式的运作,快速提升了我国冲压设备整体水平。但是国内产品与国外名牌产品的差距并无明显缩短。因此,我国冲压设备行业和企业需以战略思路分析技术差距并制定有效措施应对当前的机遇和挑战。
精密高速数控冲床的生产效率很高,但是国内还没有广泛采用,这其中主要有两个原因。其一,由于各种因素国内还没有完全掌握精密高速数控冲床设计与制造技术,仍依赖进口,价格昂贵;其二,随着我国微电机、家电、五金等行业的快速发展,国产冲压设备存在的不足日益凸显。表现在两个方面,一是需要增加新的高性能设备以提高冲压能力;二是上世纪八十年代的老旧设备需更新换代。高端的冲压设备技术与生产被国外所垄断,价格极其昂贵。我国电机、摩托车、家电、五金等制造业的发展需要高档次、价格适中的国产冲压设备。首先需要具有高速、稳定的送料系统来满足精密高速冲床高速稳定的生产特性,进而实现高速稳定的冲压生产。
近年来,随着我国汽车、微型电机、家电、五金、仪表、电子信息等制造业的迅猛发展,相应冲压件的产量逐年大幅攀升。对冲压件不仅在数量上而且在品质上都提出了更高要求,因此也对冲压设备技术提出了更高的要求,特别是在生产速度方面,这为冲压装备的发展提供了广阔的市场空间。现如今,国内企业生产的高速冲床最高速度只能达到500~600次/分,并且在送料机构上要达到此速度只能采用弗格森间歇机构和齿轮组配合的结构,也有采用伺服系统实现送料的机构,但由于伺服电机响应时间长的局限性,限制了冲床的生产速度每分钟只能为几百次,无法采用伺服系统来实现更高速的送料,这样的机构限制了我国高速精密冲床的发展。
优化设计
为了阐述优化后送料机构的结构优势,首先介绍一下弗格森间歇机构及伺服电机直连送料轮的老式机构的主要特点与不足:弗格森机械结构是通过冲床的曲轴端输出动力驱动杆系从而带动弗格森机构实现间歇送料的,在改变送料规格时需要更换相应的高精度齿轮组,从而改变齿轮组传动比,送料轮转动的弧长也随之改变(所需送料长度即为送料轮转动的弧长),进而满足不同送料长度的送进需求,同时弗格森机构及高精度的齿轮组均依靠进口,价格非常昂贵,除结构极其复杂并且使用寿命短外,操作极其繁琐。伺服送料机构是将伺服电机和送料轮直接相连,靠伺服电机快速的启动和停止来实现送料轮的转动和停止,依靠伺服电机主轴转动的角度来控制送料轮转动的弧长,实现间歇送料并满足送料长度变化的要求,但伺服电机的响应时间不可能无限缩短,具有局限性,无法满足冲床高速冲次的要求。
为了突破精密高速冲床间歇送料的技术瓶颈,解决现有冲压机床送料装置结构复杂、操作繁琐和使用寿命短等问题,经过刻苦钻研,研制出一种伺服电机和机械杆系传动相结合的机构,来满足冲床的高速度要求,并且此伺服送料装置具有结构简单、价格低和使用寿命长的优点。
这种伺服送料装置包括摆杆、弹簧、上送料轮、凸轮、送料伺服电机、上料伺服电机以及万向节等零部件。简单地说,就是将送料伺服电机的电机轴连接于凸轮,上料伺服电机通过万向节与上送料轮相连,上送料轮连接有摆杆,摆杆上置有弹簧,送料伺服电机和上料伺服电机与控制柜内控制系统电路相连,从而组成伺服送料系统,利用上料伺服电机实现控制送料动作持续的时间,实现间歇送料,进而简化结构,降低成本,延长使用寿命。
具体实施方式
首先,将原有的弗格森间歇送料机构繁琐的杆系传动机构、齿轮组、弗格森间歇机构等大量零部件取消掉,从而简化了送料机构,使之独立于冲床外,可以灵活拆卸与安装,用一套简单的摆杆及凸轮等机构配以两个伺服电动机既可以满足间歇、快速送料以及不同规格长度材料的送进要求。下面就介绍优化机构的动作特点。
精密高速数控冲床优化后的高速伺服送料系统如图1所示,该送料装置包括摆杆1、弹簧2、上送料轮3、凸轮4、送料伺服电机5、上料伺服电机6以及万向节7。送料伺服电机5的轴连接有凸轮4,上料伺服电机6通过万向节7与上送料轮3相连,上送料轮3上连接有摆杆1,摆杆1上置有弹簧2,送料伺服电机5和上料伺服电机6与控制柜内控制电路相连。该冲床高速伺服送料装置在现有冲床送料装置基础上进行改进,主要是由送料伺服电机5和上料伺服电机6取代复杂机械结构。
当机床主滑块作周期运动时,通过电器系统控制送料伺服电机5的转数与主机相同,连接在电机轴上的凸轮4的转动,可曲线控制摆叉在每周期摆动一次,使得上送料轮3与下送料轮及板材料每周期产生一次分离,这样就控制了送料持续的时间,而上送料轮3由万向节7与上料伺服电机6相连,上料伺服电机6一直以定数转动,这样就解决了机床高速下伺服电机直连送料轮机构时响应时间太长而无法满足高速送料的瓶颈问题,并由弹簧2产生送料所需的正压力,从而实现间歇送料并且上料伺服电机6由控制系统控制转数,这样可实现每一周期里送料长度的随意调节。由于此机构伺服电机是一直以稳定的速度转动,避开了伺服电机频繁快速启、停的响应时间问题,从而完全可以匹配冲床的高速度要求,可以说即使冲床冲次要求达到1000次/分,此种送料机构都可以轻松与之匹配。
这种送料机构在价格方面也具有非常大的优势,所有零部件均可采用国产零件,且零件的数量和重量都大大减少,加工难度也大幅降低,从而极大地降低了制造成本,提高了间歇送料速度,满足了精密高速冲床的高速度要求。
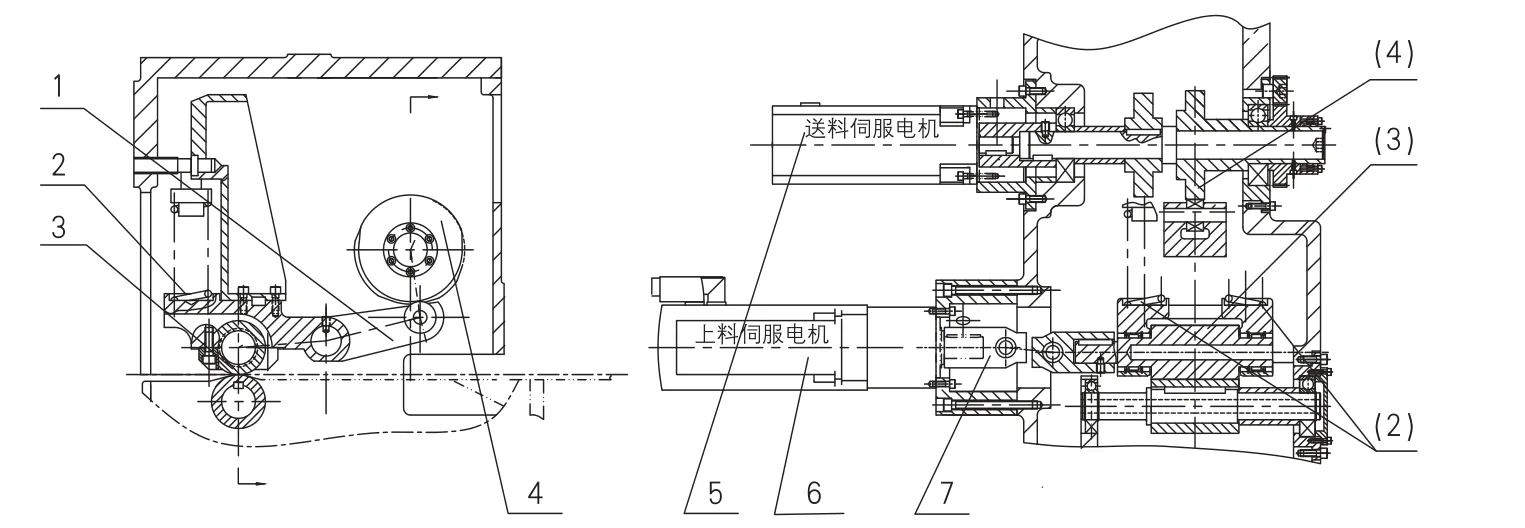
图1 精密高速数控冲床送料优化系统
结束语
综上所述,目前我国冲压机床的市场极具潜力,应用前景看好,通过此机构的成功研制为缩短与工业发达国家冲压机床技术生产水平的差距做好铺垫。
猜你喜欢
沈阳建筑大学学报(自然科学版)(2023年4期)2023-09-13 03:05:12
塑料包装(2019年6期)2020-01-15 07:55:48
设备管理与维修(2019年14期)2019-06-16 02:02:32
现代机械(2018年5期)2018-11-13 10:06:16
制造技术与机床(2017年9期)2017-11-27 02:14:21
制造技术与机床(2017年12期)2017-02-02 07:05:09
足球周刊(2016年11期)2016-10-09 11:58:19
海外星云(2015年17期)2015-03-17 01:30:43
环球时报(2015-03-13)2015-03-13 10:43:10
河南科技(2014年4期)2014-02-27 14:07:13