
LE5128的色标捕捉及动态纠偏应用
2017-06-05 15:02魏伟龙北京和利时智能技术有限公司北京100176
自动化博览 2017年1期
★魏伟龙(北京和利时智能技术有限公司,北京 100176)
LE5128的色标捕捉及动态纠偏应用
★魏伟龙(北京和利时智能技术有限公司,北京 100176)
高速色标捕捉功能广泛地应用在制袋机、不干胶贴标机、食品加工机械等定长裁断场合。作为其核心产品——LE系列PLC(可编程控制器)则对整个裁切过程的可靠、安全及节能起着至关重要的作用。
色标捕捉;高速位置锁存;动态纠偏;LE5128;
1 场景描述
LE5128在不干胶贴标机、小袋包装机、印刷品后段定长裁断等行业有着成熟的应用。这些机型有一个共同的要求,首先需要主轴带动材料进行定长位移,在移动的过程中,外部色标传感器检测材料上的特定位置,控制器根据检测的位置结果与理论位置进行对比分析计算后,得出当前移动的动态偏差,然后在主轴运动的过程中动态调整材料实际的到位位置,从而在保证高速运行效率的前提下,还能高标准保证每次的定长裁切的精度。
以不干胶贴标机为例,由于印刷完毕的不干胶标签是整卷出厂的,因此需要裁成等长度的标签以后才能供后续工段使用。LE5128工作处理过程如下:首先LE5128的高速脉冲输出轴控制实际主轴电机开始做理想状况下的梯形加减速运动,同时在LE5128内通过LATCH功能块启动色标捕捉功能;然后,在运动的过程中,当色标传感器捕捉到特定区域的颜色变化后,LE5128内核FPGA能够在纳秒级别的运算速度下,高精度地捕捉到当前信号触发时刻的脉冲输出轴的脉冲输出数值或当前实际测量用的编码器信号,紧接着通过LATCH功能块将锁存的位置数据反馈给用户程序,用户程序根据锁存值与理论位置进行对比分析计算后得出当前移动的动态偏差,最后实时修正MOVEABSOLUTE_M相对位移功能块的脉冲数,使得传动轴最终停在等距的位置;紧接着裁刀下落,完成整个定长裁断的过程;然后传送主轴继续循环工作,进行下一次的裁断。
2 产品优势
目前市面上的小型PLC大部分都无法保证色标捕捉的精度,原因主要有两点:一是色标捕捉的工作机制采用的是CPU中断模式,受限于CPU的运算速度,其采集精度一般为毫秒级别,采集到的色标传感器信号在主轴速度较低时能够保证采集精度,但当速度提高后就会有较为明显的偏差;二是很少有主流的小型PLC能实现位移指令的动态调整,无法对已经开始的运动在线修改其最终的到位位置,因而不能保证裁切料的精度。
LE5128定位于中高端运动控制领域,有着其他品牌小型PLC无法比拟的优势:
(1)它的色标捕捉功能采用内置FPGA的高级功能算法,独立于CPU的运行模式,采用硬件采集的方式能够实现纳秒级的色标捕捉,从而可以在保证精度的条件下大幅提高设备的加工效率。
(2)窗口过滤功能可以设定捕捉特定区域内的色标点,窗口外的信号不予捕捉,过滤掉在高速传送过程中无效点的干扰。
(3)LE5128的定位功能块可以动态修改目标轴的停止位置,进而提高裁断工艺的精度。
(4)CPU本体集成了2路AI,2路AO信号,结构紧凑,如在贴标机生产线,需要用模拟量控制加热棒的时候,无需额外扩展I/O模块,为客户节省了成本。
定长裁断的控制过程是一个先色标捕捉、后裁断定长的控制过程。以LE5128为核心控制器所开发的一套具有高精度裁断、能够适应高速度的裁断装置,不管从提高产量、减少废品率还是从提高原料的利用率来说都显得极为重要。定长裁断系统设计在贴标机生产线中投入使用,实践证明该基于高速脉冲的控制系统平稳安全可靠,故障率低,产品精度达到±0.5mm,完全满足下道工序的高标准要求,提高了生产效率,例如在南方某贴标机客户处,将和利时的LE5128与日系某小型PLC作比较,效率高出了30%,次品率却比对方低10%。创造了非常好的经济效益,具有极高的性价比。
3 指令说明
3.1 LATCH功能
3.1.1 LATCH的功能描述(如图1所示)
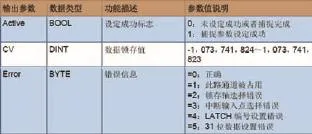
启用该功能时,收到一个开关量信号的上升沿(或下降沿)时候,获取当前轴从参考零点开始到此刻发送(或接收)的总脉冲数。最多支持4个LATCH功能块使能,可以同一个触发点锁存不同轴的位置。

图1 LATCH功能块
3.1.2 参数说明(如表1所示)

表1 参数说明
3.1.3 LATCH功能块的时序图(如图2所示)
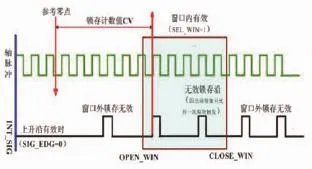
图2 LATCH功能块的时序图
注:INT_SIG为色标捕捉到的信号,SIG_EDG的参数决定了所捕捉信号是上升沿有效还是下降沿有效。在OPEN_WIN和CLOSE_WIN窗口区间内的色标点有效。由于LATCH在重新使能后,只在窗口内的第一个触发沿进行锁存,所以第二个触发沿不予锁存。需要重新触发LATCH功能块才能进行下一次锁存。
3.2 MOVEABSOLUTE_M功能
3.2.1 MOVEABSOLUTE_M功能描述(如图3所示)
用于控制电机进行定位,以原点作为参考点进行输出已设定个数和频率的脉冲,达到定位的功能,并支持中断功能。
3.2.2 参数说明(如表2所示)
用于控制电机进行定位,以原点作为参考点进行输出已设定个数和频率的脉冲,达到定位的功能,并支持中断功能。
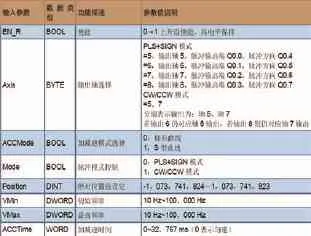
表2 参数说明

3.2.3 MOVEABSOLUTE_M功能块的时序图(如图4所示)

图4 MOVEABSOLUTE_M功能块的时序图
当中断输入信号同时满足以下条件时,才能触发执行中断:
(1)功能块在重新使能后,未执行过有效中断,即INT_OCCUR参数为FALSE;
(2)轴还未达到绝对定位目标位置前,INT_ SIGNAL产生有效的跳变沿;
(3)中断信号达到时,轴的当前位置满足窗口选择条件。例如当选择SEL_WIN=1时,轴的当前位置应在OPEN_WIN和CLOSE_WIN指定的窗口区间内;
(4)Position为未触发中断时传送轴的停止位置;NUM_EX为触发中断后,实时修正的停止位置;
(5)由于MOVEABSOLUTE_M在使能后,只在窗口内的第一个触发沿进行触发,因此需要重新触发MOVEABSOLUTE_M功能块才能进行下一次定位。
4 案例应用
4.1 程序编写
以贴标机生产线为例,给大家介绍下色标捕捉以及动态纠偏如何用程序实现。所使用软件为和利时自主研发的LE系列编程软件:AutoThink V3.1.4。色标捕捉点为%IX0.0,脉冲输出为%QX0.0,方向为%QX.4,如图5所示。

图5 色标捕捉以及动态纠偏程序实现界面图
由于LATCH、MOVEABSOLUTE_M的使能端EN_R是上升沿使能、高电平有效,因此每次裁切完成后,均要重新触发EN_R,界面图如图6、图7所示。

图6

图7
4.2 伺服驱动器调试及接线
4.2.1 本案例所使用的伺服传动机构为安川系列的SGDV-2R8A01B+SGMJV-04ADE6S。采用位置模式工作,LE5128以脉冲+方向的输出方式控制伺服驱动器。调试参数如下:
(1)Pn000=0010(脉冲加方向,位置模式)
(2)Pn200=1000
(3)Pn20E=1048576 分子
(4)Pn210=2000 分母:2000脉冲转一圈
(5)Pn50A=8100 Pn50B=6548 (点动JOG模式)
(6)Pn50A=8170 Pn50B=6548
4.2.2 伺服驱动器的CN1接口为输入输出信号端子(4排50针),采用脉冲+方向的控制方式需要接如下引脚:
CN1的线序及颜色:
白:1 GND(0V);
粉:7 脉冲+;
粉黑:8 脉冲-;
灰:11 方向+;
紫: 12 方向-;
黄:40 伺服使能(线较长,当Pn50A设置伺服始终使能后,无需再接);
黄:47 24V+(线较短)。详见图8。

图8
当LE5128与驱动器连接的时候,采用集电极开路接法:由于LE5128的晶体管输出电压为24V,因此需要串联2.2k的上拉电阻。如图9所示。

图9
[1] 和利时LE小型可编程控制器指令手册[Z].
[2] 和利时LE小型可编程控制器软件手册[Z].
[3] 安川Σ-5系列SGDV伺服驱动器调试手册[Z].
Applications of LE 5128 for Color Code Capturing and Dynamic Corrections
High-speed color standard capture function has been widely used in bag making machine, sticker labeling machine, food processing machinery and other fixed-length cutting occasions. As the core production of this function, the LE series PLC (programmable controller) plays a vital role, leading to a reliable, safe and energy saving cutting process.
Color code capturing; High-speed position latching; Dynamic correction; LE5128
B
1003-0492(2017)01-0096-04
TP273
魏伟龙(1988-),男,河北石家庄人,本科,现就职于北京和利时智能技术有限公司,主要从事和利时工业自动化产品解决方案的研究。
猜你喜欢
有色设备(2021年4期)2021-03-16
数码世界(2019年12期)2019-12-01
北京航空航天大学学报(2019年9期)2019-10-26
市场周刊·市场版(2019年38期)2019-10-21
计算机测量与控制(2019年3期)2019-03-19
智能计算机与应用(2018年6期)2018-10-31
中成药(2017年12期)2018-01-19
科技创新与应用(2018年34期)2018-01-17
时代英语·高二(2017年4期)2017-08-11
科技与创新(2017年14期)2017-08-09
