航空集装器自动组板的输送积存及整理技术
2017-06-05 09:35王爱荣
军事交通学院学报 2017年5期
王 宾,王爱荣,高 波
(军事交通学院 军事物流系,天津 300161)
航空集装器自动组板的输送积存及整理技术
王 宾,王爱荣,高 波
(军事交通学院 军事物流系,天津 300161)
为有效提升航空集装器的自动组板作业效率,提高战略投送基地的快速转运能力,在分析物资输送积存及整理技术需求的基础上,设计了航空集装器自动组板输送系统的总体结构,并从航空集装器自动组合工作台物资输入端的积存和整理两个方面进行研究,可实现物料的有序输送和积存功能。
航空集装器;自动组板;积放辊子输送机;分拣系统
战略投送基地主要承担战略储备、应急、临时越库物资预储和快速转运处理任务[1]。因此,物资储运快速转换和多式联运高效衔接是基地物资预储投送保障能力建设的关键。航空集装器物资自动组板技术是实现基地应急航空转运需求的关键技术,是满足第一时间自动组板快速集装出库战技指标的基础。
目前,现有的航空集装器立体库物流系统只在民航使用,由于民航航班按计划执行,对出库效率没有过高要求,且航空物资的包装规格多,所以对航空集装器的自动组板技术并没有需求。为了满足战略投送基地航空物资储运快速装换需求,需要对航空集装器的自动组板技术进行系统研究,主要包括应急转运物资堆码策略、物资输送积存及整理技术、自动组板机器人及航空集装器自动罩网技术等。本文针对航空集装器自动组板的输送积存及整理技术进行研究。
1 物资输送积存及整理技术需求分析
航空集装器自动组板的输送作业是将物资通过输送线输送到航空集装器组合工作台的自动组板机器人抓取工位,并把小箱包物资自动组合成一个单元以适合机器人一次抓取。自动组板输送线的输送积存及整理技术是基于物资堆码策略实现自动组板的技术基础。
(1)物资输送积存及整理技术是航空集装器自动组板作业效能的有效保障。战略投送基地物资转运作业系统的作业效能,通过货运站陆侧入库能力、空侧出库能力和陆侧出库能力等指标体现,其中空侧出库能力是衡量系统作业效能高低的主要标准[2]。航空集装器自动组板作业是制约空侧出库能力的瓶颈因素,所以需要对航空集装器的自动组板技术进行系统研究。物资输送积存及整理技术是通过对组板物资的优化组合,科学分配组板顺序和组合单元,实现对集装器的最大利用,有效提升自动组板作业效能。
(2)物资输送积存及整理技术是应急物资预储与快速转运无缝衔接的必然要求。战略投送基地物流作业系统对物资预储转运作业进行一体化调度和作业联动,是实现应急物资预储和快速转运、无缝衔接的基础,是提升基地物资保障效能的根本。航空集装器自动组板的输送积存及整理技术,是基地物流作业系统集成的内容之一,通过信息系统集成,才能实现预储物资的有序、高效自动组板作业,提升基地空侧出库能力。
2 航空集装器自动组板输送系统的总体结构
航空集装器自动组板的输送系统由起点工位、输送储积段、分拣输送线和抓取工位等组成(如图1所示)。

图1 航空集装器自动组板输送系统结构示意
(1)输送线的起点工位。安检合格后的物资由人工搬运到输送线的起点工位,经起点工位上的条码标签扫描装置识别后,沿着输送线向前输送。
(2)输送线的储积段。如图1所示,输送线的储积段由工位1至工位4构成。航空集装器组合工作台进行组板作业时,物资通过输送线到达自动组板机器人抓取工位时需要一段缓冲区,即储积段。在抓取工位上的物资被取走后,储积段积存的物资立即输送到抓取工位。
(3)分拣输送线。由于到达输送线上的物资通常每批次物资是一类,箱包外观尺寸和包装质量都是统一的。自动组板需要将每批次组板剩下的少量物资分拣出来,在分拣输送线上积存以等待最后对不同批次剩余物资进行综合设计自动组板方案(工位5至工位7)。根据航空集装器自动组板的堆码策略,每批次剩余少量物资是指数量不够组板到航空集装器上的一层所剩的物资。
(4)输送线终点的抓取工位。输送线的终点对应自动组板机器人抓取物资的工位。自动组板机器人抓取工位具有自动单元组合功能,可以把小箱包物资组合成一个大单元,由机器人一次抓取。小箱包组合单元的最大底面尺寸不超过最大箱包的尺寸。
3 航空集装器自动组板装置物资输送积存及整理的关键技术
航空集装器自动组板的输送系统采用积放式辊子输送机实现储积段和分拣输送线上的积存功能。在辊子输送机一侧或辊子间的空隙部位可以布置各种辅助装置,使物品按直角、平行、上下等方式在辊子输送机之间转运,从而实现物资的分流、合流和分类等整理功能。
3.1 积放式辊子输送机基本参数设计
(1)输送机有效宽度。辊子长度(即输送机的有效宽度)的计算公式[3]:
l=B+δB
(1)
式中:B为货件底面的最大宽度,mm;δB为宽度裕量,一般取50~150 mm,实际选用时,根据B值,查文献[3]选标准值。战略投送基地储存物资箱包的最大尺寸为1 000 mm×1 000 mm,取B为1 000 mm,查文献[3],标准有效宽度为1 250 mm,非标准宽度要求不小于1 100 mm。
(2)辊子间距。辊子间距应该满足运行中货物稳定性要求,按照下式选取[3]:
P=(1/4~1/5)L
(2)
式中:P为辊子间距,mm,查阅文献[3]选标准值;L为货件长度,mm。根据战略投送基地储存物资箱包的最小尺寸,取L为370 mm,P=L/4=92.5 mm,查阅文献[3],P为100 mm。
3.2 物资输送积存技术
物资输送积存技术通过积放辊子输送机来实现。积放辊子输送机主要有两类:一类是由机械制动器实现积放功能,另一类是由电动辊筒的启停实现积放功能。电动辊筒自身拥有动力,无需传动设备,按每个积存工位配置1个电动辊筒。电动辊筒通过多楔带带动其相邻两侧的辊子组件旋转,以共同实现其上物料的水平移动[4]。电动辊筒积放辊子输送机具有结构简单、设备轻便、元器件少的特点,虽然首次投资成本较高,但其设计、生产、维护十分方便并缩短了周期,所以在使用过程中大大降低了总体成本。因此,在各方面条件都许可的情况下,航空集装器自动组板作业建议选用电动辊筒的积放辊子输送机。
如图1所示,积放辊子输送机由储积段和分拣输送线组成。工位1至工位4构成储积段,工位5至工位7构成分拣输送线,实际应用时可根据整理箱包数量需求和场地条件适当增加工位,一般情况下,储积段可设置5~15个。所有工位的大小按输送的单件物资箱包的最大尺寸1 000 mm×1 000 mm计算,根据上文求得的辊子间距P为1 00 mm,每个积存工位需要10个辊子支撑。对积存工位留出余量,取每个积存工位支撑辊子数为11。
物资的输送作业流程如图2所示,物资的自动组板需要经过物资识别、分拣积存、抓取积存3步。如图1所示,物资识别通过输送线起点工位上的条码标签扫描装置识别物资箱包。
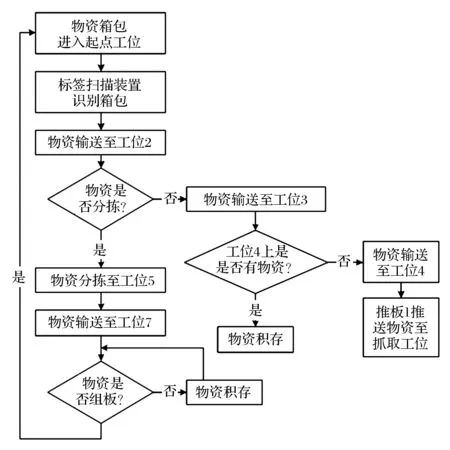
图2 航空集装器自动组板输送系统结构示意
分拣积存是指物资经工位2分拣到分拣输送线积存,通常只用于每批次组板最后的少量剩余物资。物资输送到工位2时,物品检测装置检测到物资箱包,由上位机调度直角转向器1分拣物资到分拣输送线,物资输送到工位7并积存,随后的物资依次积存到工位6和工位5。这些积存的每批次组板少量剩余物资,最后与不同批次剩余物资进行综合设计自动组板方案,由上位机调度直角转向器2输送物资到起点工位。
抓取积存是指物资由工位1经工位4输送至抓取工位的过程。物资输送到工位3时,工位4上的物品检测装置检测工位4上是否有物资,若有物资则积存于工位3,若无物资则输送物资至工位4。工位4上的推板1推送物资至抓取工位。
航空集装器自动组板输送系统采用积放式辊子输送机,除工位4之外其他所有工位为动力辊子输送机,通过传感器控制输送机的启动和停止来实现物资的积存和输送。工位4是输送线的末端,采用无动力辊子即可,物资由挡板1定位。
3.3 物资输送整理技术
如图1所示,航空集装器自动组板输送系统的整理技术是指抓取工位的物资箱包自动单元组合技术。自动组板机器人抓取的箱包一般情况下是一个。当箱包尺寸较小时,可将小箱包自动组合成一个单元由机器人一次抓取。小箱包组合单元的最大底面尺寸不超过最大箱包的尺寸。
物资箱包自动单元组合作业流程按下列步骤进行,设箱包底面长为x,宽为y,单位mm,已知单件物资箱包的最大尺寸1 000 mm×1 000 mm。
步骤1 在工位4上,根据箱包长x计算[1 000/x],确定缓存[1 000/x]个箱包。已知箱包的最小底面长为370 mm,可得[1 000/x]的最大数为2。
步骤2 推板1将缓存的[1 000/x]个箱包推送到抓取工位,箱包碰到挡板3,推板1退回原位。
步骤3 在抓取工位上,根据箱包宽y计算[1 000/y],确定与挡板2平行的方向上缓存[1 000/y]个箱包。
步骤4 推板1连续[1 000/y]次重复步骤2,将工位1上每次[1 000/x]个箱包推送到抓取工位。
步骤5 在抓取工位上,推板2将组合完成的箱包单元推送碰到挡板2,推板2退回原位。
箱包的自动单元组合作业由推板1、推板2的推送与对应的挡板3和挡板2实现组合后单元的定位。因此,机器人抓取货物的参考基准点为挡板2和挡板3的交点。
4 结 语
航空集装器自动组板技术是实现战略投送基地航空物资第一时间快速转运需求的关键技术,本文在分析物资积存及整理技术需求的基础上,设计了航空集装器自动组板输送系统的总体结构,并从航空集装器自动组合工作台物资输入端的积存和整理两个方面进行了研究,实现了物资的有序输送和积存功能。通过与自动组板机器人的抓取动作相配合,完成航空集装器自动组板功能。输送积存和整理技术的自动化是实现应急物资快速组板的前提,可以有效提升航空集装器的自动组板作业效率,提高战略投送基地物资的快速转运能力,对基地物资保障能力的建设具有重要的作用。
[1] 王宾,高波,郝振维.投送基地装卸搬运机械统管共用系统设计[J].军事交通学院学报,2015,17(7):55-58.
[2] 魏国敏,彭富兵,李振克,等.基于Extend的投送基地物资转运作业系统资源分配模型构建[J].军事交通学院学报,2014,16(12):48-52.
[3] 中华人民共和国发展和改革委员会.辊子输送机:JB/T 7012—2008[S].北京:机械工业出版社,2008.
[4] 宋尉.两种积放辊道输送机的结构及控制模式分析[J].物流技术与应用,2015(3):116-119.
(编辑:史海英)
Transport Accumulation and Finishing Technology of Automatic Palletizing for ULD
WANG Bin, WANG Airong, GAO Bo
(Military Logistics Department, Military Transportation University, Tianjin 300161, China)
To improve the efficiency of automatic palletizing operation for unit load device (ULD ) and transport capacity of strategic projection base, after analyzing materials transport accumulation and finishing technology requirement, the paper firstly designs the overall structure of transport system of automatic palletizing for ULD. Then, it studies accumulation and finishing of automatic combination workbench material input terminal for ULD, which can realize the function of orderly transport and accumulation.
unit load device (ULD); automatic palletizing; accumulating roller conveyor; sorting system
2016-07-23;
2016-09-09.
后勤保障部运输投送局项目(CJJ13C006).
王 宾(1977—),男,硕士,副教授.
10.16807/j.cnki.12-1372/e.2017.05.012
TP278
A
1674-2192(2017)05- 0053- 04
● 军事物流 Military Logistics
猜你喜欢
科学技术创新(2022年26期)2022-09-26
睿士(2021年9期)2021-09-15
汽车工艺师(2021年7期)2021-07-30
意林(2020年10期)2020-06-01
流行色(2019年7期)2019-09-27
新商务周刊(2019年12期)2019-08-08
汽车实用技术(2018年13期)2018-07-26
杭州(2015年9期)2015-12-21
建筑工程技术与设计(2015年22期)2015-10-21