
金陵论道,精细化工废水、废气处理技术指导
2017-06-01 12:19胡静
流程工业 2017年5期
文/本刊记者 胡静
金陵论道,精细化工废水、废气处理技术指导
文/本刊记者 胡静


“2017(第二届)全国精细化工废水、废气处理新技术交流会”在南京成功举办——为帮助精细化工行业的环保治理工作,提高工业废水、废气处理能力,搭建企业与创新技术对接的平台,2017年3月15~16日,由中国化工企业管理协会主办、《流程工业》协办的 “2017第二届全国精细化工废水、废气处理新技术交流会”在南京召开。本届会议集中展示了一批科技成果,专业废水、废气处理公司创新技术与工程案例。来自全国各地的化工生产企业环保管理及技术人员在两天的时间里交流研讨,分享成功经验,促进高效的环保技术工艺推广应用。
初春的南京,天高云淡远黛青,在美丽的玄武湖畔,2017(第二届)精细化工废水、废气处理技术交流会如期举办,和2016年会议相比,今年的议题新加入了废气处理专题,更贴合近几年环保领域人士的迫切需求。
早上8点30分,200余人的会场已经坐无虚席,从全国各地专程赶来的听众参与到本届会议中,期待从两天的会议中能有所收获。
石化行业VOCs治理
《大气十条》实施以来,全国SO2、NOx、烟粉尘排放控制取得明显进展,但VOCs排放量仍呈增长趋势。我国现有42项固定源排放标准,其中涉及VOCs控制的有14项。近几年,VOCs治污减排工作正逐渐增强,逐步补齐大气污染治理短板,促进环境空气质量持续改善和产业绿色转型发展。
环境保护部环境规划院研究员宁淼博士介绍了“十三五”石化与化工行业VOCs减排要求与应对策略。宁博士介绍,重点地区和重点行业VOCs排放控制取得明显进展,全国VOCs排放总量下降10%以上,重点地区下降15%以上。通过与NOx等污染物的协同控制,重点地区大气复合污染程度有所减轻,O3污染加重趋势得到遏制,PM2.5污染状况持续改善(石化行业12类源头见图1)。
石油和化工行业的减排目标:到2020年,石油炼制、石油化工行业VOCs排放量减少40%以上;农药、医药、合成树脂、橡胶和塑料制品制造等化工行业VOCs排放量减少30%以上,优化生产工艺过程,采取密闭生产工艺,推广使用无泄漏、低泄漏设备。
工业源VOCs减排措施
宁博士认为,为加快实施工业源VOCs减排,需做到以下几个方面:
●全面推行“泄漏检测与修复”管理制度,建立信息管理平台,全面分析泄漏点信息,对易泄漏环节制定针对性改进措施。
●严格控制储存损失,挥发性有机液体储存设施应在符合安全等相关规范的前提下,采用压力罐、低温罐、高效密封的浮顶罐或安装顶空联通置换油气回收装置的拱顶罐,其中苯、甲苯及二甲苯等危险化学品应在内浮顶罐基础上安装油气回收装置等处理设施。增设VOCs末端治理设施,控制效率需大于95%。
●严格控制装卸损失,挥发性有机液体装卸应采取全密闭、液下装载等方式,严禁喷溅式装载。汽油、石脑油、煤油等高挥发性有机液体,苯、甲苯及二甲苯等危险化学品的装卸过程应优先采用高效油气回收措施。
●强化废水处理系统逸散废气治理,确保废气经收集处理后达到相关标准要求,禁止稀释排放。
●加强有组织工艺废气治理,工艺废气应优先考虑生产系统内回收利用,难以回收利用的,应采用催化燃烧、热力焚烧等方式处理,处理效率应满足相关标准和要求。
●强化其他源项废气治理,如冷却塔、循环水冷却系统及火炬系统等,采用无泄漏或低泄漏的换热设备减少排放。
VOCs常见净化处理工艺
江苏省环境科学研究院研究员、江苏齐清环境科技有限公司总工李建军先生,拥有丰富的化工园区、企业废气处理技术研究及工程设计经验,通过详细分析多个常见的挥发性有机物净化处理工艺,与在场听众分享了他的技术理念。
1.源头控制技术
(1)清洁生产:注重生产全过程的物料回收,充分实现再回收、再利用,防止和减少污染的产生。
(2)原料替代:生产过程中采用低VOCs含量的原料,如包装印刷过程中使用低VOCs溶剂、汽车涂装过程使用低VOCs涂料等。
(3)工艺改进::采用先进的工艺技术,减少VOCs排放量,如汽车涂装过程中用3C1B工艺代替传统的3C2B工艺。
2.末端治理技术
(1)冷凝法:将废气降温至VOCs成份露点以下,凝结为液态后加以回收适用于高浓度、成份单纯且回收价值高的VOCs。冷凝法处理成本较高,适用浓度≥5 000 ppm ,效率50%~85%;浓度≥1%时,回收效率90%以上。常搭配其他控制技术,如焚烧、吸附、洗涤等作为前处理步骤。
(2)吸收法:对浓度和压力较高,温度较低的VOCs,常采用低挥发性或不挥发的溶剂对其进行吸收。然后再利用VOCs与吸收剂物理性质的差异将二者分离。适用于高水溶性VOCs,用化学药剂将VOCs中和、氧化或其他化学反应破坏。其优点是可同去除气态污染物,投资成本低,传质效率高,对酸性气体也有高处理效率。缺点是有后续废水处理问题,颗粒物浓度高,导致塔堵塞,维护费用高,排气可能造成白烟。
(3)吸附法:采用吸收剂吸附气相中的VOCs,从而达到气体净化的目的。常用吸附剂主要有颗粒活性炭、纤维活性炭及蜂窝状活性炭等。需要注意的是,活性炭吸附-蒸汽脱附再生技术可有效回收大量物料,但通常出口有机物难以达标排放,因此仅采用活性炭吸附回收技术难以确保废气污染物达标排放。活性炭吸附设备对有机物的吸附有极强的选择性,不是所有的废气都适合采用活性炭吸附。高沸点如DMF、含有粘性的或极易自聚合的丙烯酸等均不适合采用活性炭吸附。
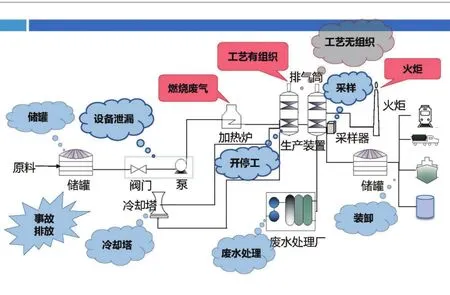
图1 石化企业VOCs的12类源头
(4)热力破坏法:主要分为直接燃烧法、催化燃烧法、蓄热式热氧化法、蓄热式催化燃烧法等。采用RTO炉焚烧净化有机废气,在850℃高温下常见有机物均能得到有效净化处理,净化处理效率及热回收效率均较高,已经日益得到广泛应用。但同时要注意的是RTO炉的安全性问题,有机废气的收集方式及预处理工作是确保RTO炉净化处理系统安全性的第一要素,在设计RTO炉时必须委托经验较为丰富的专业单位。
(5)微生物净化法:微生物净化法因其原理简单、不产生二次污染物、运行维护费用低等优点越来越受关注。其投资少,运行费用低,处理效果好;但也有一些缺点,如降解速度慢,占地面积广,运行操作条件不易控制等。
(6)等离子净化法:低温等离子体技术目前在恶臭污染治理中正得到越来越广泛的应用。该方法具有能耗低、效率高、无二次污染等明显优点。需要注意的是,低温等离子装置本质上并不防爆,因此有机物浓度较高的场合不得使用。低温等离子本质上是一种强氧化法,其对有机物的净化处理效率有限,难以将有机物最终氧化为CO2和H2O,对某些呈还原态的含硫污染物,该设备具有一定的净化处理效果。低温等离子高压电场对气溶胶、细颗粒粉尘具有良好的净化处理效果,但电极需定期清洗维护,否则易引起安全事故。
(7)各种光催化净化法:光催化装置由于其技术含量较低导致入门门槛不高,大量的企业通过对其进行各种花样繁多的包装从而促进其销售,但本质上讲,光催化技术并不适用于工业尾气的净化与处理,其技术也远未成熟,地方管理部门和企业需对其保持谨慎态度。
工业废水处理工艺技术
制药工业废水处理
来自国家环境保护制药废水污染控制工程技术中心的任立人先生在开幕演讲中,为现场听众详细介绍了目前制药行业污水处理的现状和问题、污染物排放标准、水污染控制技术、企业污染综合预防思路及未来制药废水处理的技术展望。
任老师介绍了制药工业水污染控制主要的技术思路:废水生化抑制影响予处理→厌氧生化(包括厌氧水解或厌氧消化)→好氧生化→废水深度处理。
废水首先进行生化抑制影响予处理,将其毒性控制在生化抑制浓度以下,以提高废水的可生化性,然后再通过厌氧和好氧生化以及后续的深度处理措施实现废水的达标排放。
1.厌氧生化处理
目前该工艺过程主要用于青霉素、链霉素、红霉素、卡那霉素及泰勒霉素等发酵类抗生素、维生素、氨基酸等,还有许多半合成类制药废水的前段生化处理以及废水反硝化脱氮过程。
常用于制药废水处理的厌氧反应器有以下几种:
●上流式厌氧污泥床(UASB)反应器;
●厌氧生物滤池;
●折流板式反应器(ABR);
●复合式( UASB+AF)厌氧反应器;
●厌氧流化床(FB)反应器;
●厌氧颗粒污泥膨胀床(EGSB)反应器;
●内循环式(IC)厌氧反应器。
2.好氧生化处理
常用的工艺有以下几种:
●传统的活性污泥法;
●深井曝气法、深层曝气、好氧生物流化床;
●生物接触氧化法、可变曝气生物接触氧化系统;
●序批式活性污泥(SBR)法、CASS工艺及其变形工艺;
●ABR工艺、MBBR工艺、生物倍增工艺及MBR工艺等;
●针对不同脱磷、脱氮功能要求的A/O工艺、A2O工艺、A2O2工艺等。
有机废水预处理的有效途径
南京师范大学教授、江苏省萃取分离中心主任顾正桂先生介绍了萃取分离集成技术在有机废水预处理中的应用,他提出,萃取精馏技术对于精细化学品提取及副产物综合利用具有指导价值。
顾教授认为,当前石油化工及医药生产的产品及副产物深加工与综合利用力度不够,副产物及废弃物占比例较大,资源浪费严重,造成环境影响。在传统石化生产中,分离能耗占总能耗70%左右,导致生产成本高,缺乏市场竞争力。调整原材料路线、选用新方法及对工艺进行优化,是实现过程中资源和能源综合循环利用的主要途径,其中,最为关键的是,集成技术的研发和应用,包括新型反应技术、分离集成技术和反应与分离集成技术等。
顾教授向参会者介绍了萃取集成方法及应用,并分享了一些分离集成装置的实际案例。例如,国内氯化芳烃废弃物传统的处置方法均存在着废气无组织排放、废水COD达到40万ppm以上(降解难,难以达标排放)以及蒸馏残渣弃置的诸多问题。 采用减压蒸馏-复合精馏-萃取精馏工艺分离混合二氯苯从技术上与目前通用的生产工艺比较,回流比由16:1降到4:1,因此节能43%左右;分离后氯化苯、对二氯甲苯及邻二氯甲苯含量均达99%以上,实现废弃资源有效利用,萃取精馏技术对于精细化学品提取及副产物综合利用具有指导价值。
顾教授认为,未来有机化工发展,与传统的制备方法相比,需达到四化:工艺简单化、装置集成化、结构微型化、生产连续化;以及四低:原料消耗低、副产物低、废弃物低、能耗降低。
关注抗生素废渣处理
进口COD浓度受到限制,有钱难买废水排放指标,残抗量大,活性污泥难以发挥作用…中国医药工业研究总院副院长、上海交大药学院副院长陈代杰教授揭开了目前我国抗生素废渣处理面临的难题。在每年产生的600万t左右的废湿渣,按照废渣中残留量占总产抗生素量的5%计算,全年废渣中残留抗生素达1万多吨。

图2 污水深度处理技术总览
在《个性化定制抗生素生产废弃物技术的开发》的演讲中,陈院长介绍了这种适用于不同生物制药废水的“多级厌氧/兼性厌氧/好氧结合多级循环的高浓度废水”的“个性化定制”处理工艺,根据企业技术瓶颈,进行实验室解决方案的设计和研究,以获得匹配解决企业生产问题的解决方案。
●能够处理高COD废水,可节约稀释用水;
●基本不采用化学处理方法,可以减少二次污染;
●基本不采用物理处理方法,可以降低能源消耗;
●高COD降解率,减轻后续处理压力;
●多级厌氧技术,不仅能够处理高COD废水,以及降解抗生素废渣,且在其处理过程中可以产生大量的沼气,循环能源使用。
污水深度处理及废水回用
南京工业大学水处理技术研究所刘瑛女士介绍了污水深度处理及回用技术,参加图2、图3。
污水深度处理,是进一步去除常规二级处理所不能完全去除污水中杂质的净化过程,是解决水资源短缺、污水回用的重要措施。城市二级污水处理厂通过提标改造,增加三级处理工艺流程,处理后的水可用于市政绿化、洗车及污水处理厂内工艺用水等。经三级处理后的水,采用微滤膜过滤和反渗透膜处理,水质可达到饮用水标准。工业污水的水质比城市污水更为复杂,其回用处理也要复杂得多。
刘瑛女士提到,回用水水质应根据生活杂用、行业及生产工艺要求来制订,在美国有近30种回用水水质标准,我国回用水标准体系相对不完善,标准之间关联性小。污水再生处理工程中单独使用某项单元技术很难满足对水质的要求,通常情况下要针对不同的水质要求采用相应的组合工艺进行集成处理。
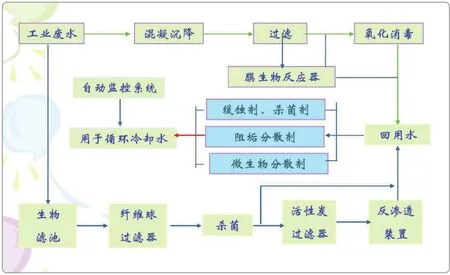
图3 废水回用冷却水的通用技术
先进技术推介
本届会议聚集了众多优秀的高校及企业技术人士的参与,向业内介绍了先进的废水、废气处理技术工艺。北京化工大学传质与分离工程研究中心主任李群生教授介绍了高效分离技术的原理及其在精细化工废气、废水处理中的工业应用。博瑞德南京净化技术有限公司主要为企业及工业园区提供工业废水处理、园区废水集中处理、中水回用等服务,市场总监于佳先生介绍了公司的核心技术和一些典型工程案例。赛默飞市场部经理崔晓亮先生介绍了赛默飞的环境污染物监测解决方案,杭州绰美科技有限公司总经理方普先生分析了在线监测技术的发展趋势,同时还分享了公司创立前后的科研情怀,引起了很多业内同仁的共鸣。
科洛博(上海)数字科技顾问有限公司的周俊女士介绍了3D激光扫描在工业处理过程中的运用。她提到,在现有工厂资料不完整全面的情况下,如何快速并有效地设备更换和维护成为一些大型工厂考虑的问题。3D激光扫描技术能够完整、快速以及准确地捕捉工厂现有情况并生成3D模型,提供给现场工程师作为参考,以便更好地进行设备更换及维护工作。

图4 会议设置了企业展示平台,为在场听众提供直观的技术展示和现场咨询
结语
坚持绿色发展,推进生态环境保护,提高环境质量,全面改善生态环境质量,这是我国“十三五”期间绿色发展的重要内容,国家出台实施的《水污染防治行动计划》(“水十条”)、《大气污染防治行动计划》(“大气十条”)等一系列法规政策也彰显了环境治理的决心。在政策、产业的利好前景下,众多的的高校科研机构、企业纷纷针对废水、废气处理开展了大量的研究,也涌现了大批优秀的技术成果,并驱动助力行业的绿色循环低碳发展。
精细化工是废水、废气治理的关键行业,基于业内对相关工业技术深度交流学习的需要,《流程工业》和主办方中国化工企业管理协会一起筹办了本届会议,有启发性的演讲和交流让参会听众收获良多。今后,《流程工业》还会继续根据读者的需求,开展不同主题的污水治理技术交流会,采用线上及线下等丰富的交流模式,为业内人士传递前沿、实用的信息,助力环保治理工作的高效运行。
猜你喜欢
节能与环保(2022年3期)2022-04-26
建材发展导向(2021年14期)2021-08-23
纺织科学研究(2021年6期)2021-07-15
湖南电力(2021年1期)2021-04-13
中学生数理化(高中版.高考数学)(2020年2期)2020-04-21
石油化工建设(2019年6期)2020-01-16
当代水产(2019年3期)2019-05-14
资源节约与环保(2018年1期)2018-02-08
Coco薇(2017年7期)2017-07-21
金色年华(2016年23期)2016-06-15
