
试验夹具表面处理对螺栓扭矩在试验中扭矩损失的影响研究
2017-05-30 10:48顾尚安奚锋
时代汽车 2017年10期
关键词:表面处理
顾尚安 奚锋
摘要:螺栓连接是目前汽车底盘零件试验夹具与零件间最重要的连接方式,本文通过试验研究分析了试验夹具表面常用处理方式对螺栓扭矩在试验后扭矩损失的影响,以便在日后选择更优的表面处理方式,对试验结果的影响降到最低。研究表明常用的几种表面处理对试验后螺栓扭矩的损失影响不是非常明显,表面发黑处理与另外两种处理方式相比扭矩的损失稍微小一些,但差距不大。基于便于保存不易生锈的考虑,在试验周期宽裕的条件下推荐选取表面发黑处理。
关键词:试验夹具;表面处理;扭矩损失
汽车紧固件虽然在整个汽车产品结构中只占小部分,但作为汽车的组成部分,起着至关重要的作用,特别是在汽车底盘中,连接着车身与底盘各相关部件。在汽车底盘部件的各种试验中,台架试验占据了很大的比重,其中,试验夹具作为台架的一个重要组成部分,与试验结果息息相关。紧固件、螺栓连接是试验夹具与试验样件间最重要的连接方式,本文通过试验分析了试验夹具表面处理对螺栓扭矩在试验中损失的影响,研究夹具表面处理对扭矩损失的影响,以便在今后的试验中选择更合适的表面处理方式,对试验结果的影响降至最低。
1.概述
1.1螺栓连接概论
螺栓连接,在汽车底盘件试验台架搭建中必不可少,是试验样件与试验工装夹具的组合,通常为螺纹连接。
螺纹连接是一种广泛使用的可拆卸的固定连接,其结构简单、连接可靠、装拆方便。根据螺纹在轴向平面图的形状,分为三角形螺纹、矩形螺纹、梯形螺纹和锯齿形螺纹等。根据螺旋线的绕行方向,分左旋螺纹和右旋螺纹,规定将螺纹直立时螺旋线向右上升为右旋螺纹,向左上升为左旋螺纹。汽车零件生产制造中一般采用右旋螺纹,只有特殊要求时,才采用左旋螺纹,譬如有些试验台架中连杆两头分别使用右旋和左旋外螺纹鱼眼球角来连接夹具及试验零件,本文中的试验用螺栓采用普通右旋螺栓。
1.2螺栓扭矩损失
对于任何螺栓连接,在连接件发生疲劳运动后都会产生一定程度的扭矩损失。这种扭矩损失与螺栓的连接状态紧密相关。螺栓连接状态有三种,分别为硬连接、软连接和中性连接。
硬连接和中性连接一般不存在扭矩损失,软连接的扭矩损失较为严重。但在实际使用过程中,任何螺栓连接件在一定的疲劳运动后都会产生扭矩损失,软连接中尤为严重,无法完全避免,只能通过对各种影响因素的控制和优化来改善损失程度,确保扭矩损失后的夹紧力不低于设计夹紧力的最低要求。
扭矩损失的幅度,在标准上没有明确的规定,是一个比较复杂、难以确定的参数,与之关联的因素较多;要根据产品的级别、紧固件硬度、表面处理状况、产品材料、扭矩系数、安装工艺状况、安装的紧固力矩选择等多方面因素而定,同时要结合整车的车速、载重量,根据实际经验来确定。
从台架试验工装夹具的设计角度分析:(1)试验夹具表面粗糙度;表面粗糙度越小,在螺栓拧紧后扭矩损失越小;(2)试验夹具材料硬度:提高材料硬度,材料表面相互之间嵌入越困难,扭矩损失也越小。
2.扭矩损失试验验证
2.1试验工装夹具材料及表面处理
本次试验工装夹具材料45#。
汽车底盘零件台架试验工装夹具为了便于保存和美观常用的表面处理方式为表面发黑或者上漆,而有时试验周期紧的时候为了缩短夹具加工时间或考虑到成本因素,也会对夹具不进行表面处理。
2.2试验螺栓
本次使用的试验螺栓用分两种:原装实车螺栓及试验室常用螺栓
原装实车螺栓:M12×10 10.9级六角螺栓及M12六角螺母。
试验室常用螺栓:M12×10 12.9级内六角螺栓及M12六角螺母。
2.3试验设备
本次试验采用液压伺服控制系统及自动螺栓扭矩加载装置。
2.4试验方案
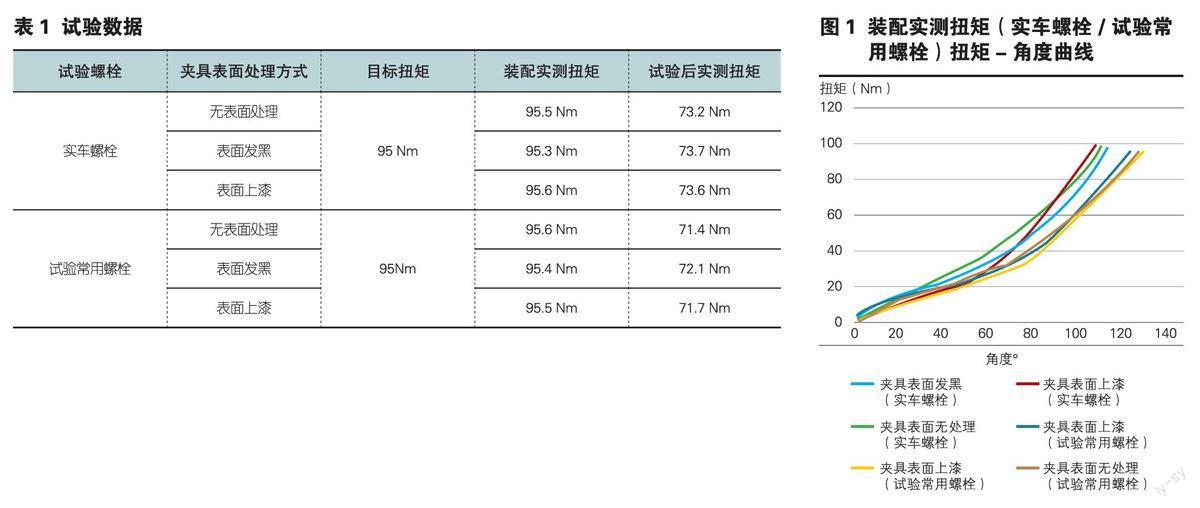
通过液压直线作动器(Load cell+25kN,Stroke250mm)对台架进行多组相同载荷相同目标循环相同频率的疲劳试验。分别加工6套试验夹具,无表面处理2套、表面发黑处理2套、表面上漆处理2套。试验样件,选择某型号同一批次某型号后下控制臂6件。首先用实车螺栓装配并记录扭矩,用三种不同表面处理方式的夹具分别进行三项试验,试验后实测螺栓扭矩;然后用试验室常用螺栓装配并记录扭矩,用三种不同表面处理方式的夹具分别进行同一参数设置的试验,试验后实测螺栓扭矩。试验的装配实测螺栓扭矩及试验后实测螺栓扭矩如圖1及表1统计。
2.5试验数据
试验结果:实车螺栓装配试验后无表面处理、表面发黑及表面上漆的实测扭矩分别为73.2Nm、73.7Nm、73.6Nm,试验常用螺栓装配后无表面处理,发黑及表面上漆的实测扭矩分别为71.4Nm、72.1Nm、71.7Nm,两组数据都比较接近,差距不明显,如表l数据统计所示。
3.结语
通过对试验夹具不同表面处理对螺栓扭矩在试验装配及试验后实测的多组试验数据,得出本文所试验的三种表面处理方式对于试验后螺栓扭矩的损失影响不是非常明显,表面发黑处理与另外两种处理方式相比试验后扭矩损失稍微小一些,但差距不大。基于便于保存且不易生锈的考虑,在试验夹具加工周期宽裕的条件下推荐选取表面发黑处理。
猜你喜欢
商情(2017年41期)2017-12-19
中华建设科技(2017年9期)2017-11-04
卷宗(2017年24期)2017-09-06
中国新技术新产品(2017年16期)2017-07-14
山东工业技术(2017年10期)2017-05-31
科技创新与应用(2017年15期)2017-05-31
山东工业技术(2017年5期)2017-03-16
科学与财富(2016年28期)2016-10-14
珠江水运(2016年1期)2016-07-01
科技视界(2016年8期)2016-04-05
