
螺栓拧紧机在汽车发动机制造中的应用研究
2017-05-30 10:48刘引连
时代汽车 2017年10期
刘引连
摘要:本文主要分析和探究的是目前国内外拧紧机的基本结构和一些主要的技术指标、以及一些常用拧紧方法的精度及其对控制参数的要求、各拧紧方法在发动机主要零部件装配中的应用。通过这些相关结构指标的分析,最终将现行的扭矩控制法梓紧工艺改进为扭矩一一转角控制法工艺,通过这种转变来提升拧紧质量。
关键词:螺栓拧紧机;汽车发动机制造
1.引言
运用螺栓连接起来的零部件,所要达到的最佳效果是让零部件的组合形成一个相对的整体,在运转过程中能够达到像整体零件运行的状态。达到这种状态就必须让零部件能够像一个整体一样,不仅要让零部件在应用的过程中不会出现分离和松动的现象,更要让即连接起来的零部件能够更好的抵抗运行中最大外力的作用。
2.采用拧紧机拧紧的必要性
要达到这种状态对于螺栓的拧紧,就要加强装配时螺栓(或螺母)拧到最紧的程度,让零部件能够更好的契合,紧密。但是令我们难以阐述清楚的是这个“最紧”是到底代表的是什么程度。不同的工人对于这个会有不同的理解,因此会造成一定程度上的差异。在目前的应用情况下,一台发动机就包含着几十个零件、几百个采用螺栓紧固的装配点,这些都是要通过大量的工人和大量不同的应用工具,在不同的时间阶段相互配合所能形成的整体,所以按这种分析方法而言最紧这个概念是相当模糊的,这也造成了相当大的离散度,更何况如今的大生产产量较大影响更为严重。所以按照以上的说法,如果是利用传统的拧紧工具来组合零部件,要让这些零部件达到在运行中不产生任何的分离与松动是极为困难的。在拧紧零部件工具的过程主要是通过普通扳手、气扳机、定扭矩扳手、定扭矩气扳机、普通扳手或气扳机定扭矩扳手来进行操作,这种操作方法就是要先采用普通扳手或气扳机预紧后,第二步利用具有扭矩预置示值功能的定扭矩扳手到目标扭矩值)。附加第二步的作用是在经过初步拧紧后保证拧紧时的目标扭矩值,但是即便如此,在零部件的拧紧过程中还是会有难其它因素扭矩扳手的精度除外)的影响,比如:操作者用力的大小与速度、视觉误差(指针式)、多个螺栓之间相互影响,等多个难以一一控制的因素。因此,如今拧紧机尤其是电动拧紧机的出现让以上的问题迎刃而解,让零部件达到最好的运行状态。
3.当前国内外拧紧机的基本结构与主要技术指标
当前主流配置结构的拧紧机主要有以下几点:在配置结构与功能方面,当下最先进的拧紧机具有机构与功能相同的优点。在控制方法方面,最先进的拧紧机与之前传统的拧紧机相比,能够同时拥有多种控制方法,例如:扭矩控制法、扭矩一转角控制法与屈服区域控制法等。在精确控制方面,传统标称的均匀尺度是:扭矩:蕊士3%:转角:续士20。经过不断的加工、深化后,先进的拧紧机虽然与传统的拧紧机的基本功能相同:都是一种拧紧螺栓的工具。但是先进的拧紧机的精确度却是远远高于传统拧紧机。其工作原理是:通过调整、控制拧紧机的各类参数(如:控制参数、工艺参数等),以及利用多轴组合,可同时对多个螺栓(母)展开拧紧工作。由此,最大化地提高了拧紧螺栓(母)的工作效率。
4.常用拧紧控制方法对拧紧结果精度的影响
总所周知,拧紧机的精度与拧紧结果的精度息息相关,密不可分,同时也与拧紧轴的精度相关。但是,为了最大化提高拧紧机的精确度,我们做了无数次的实验,实验结果表明:拧紧机的精度同时与拧紧结果、拧紧轴的精度以及拧紧控制方法相关。这也意味着在现实工作中,不同的拧紧控制方法不同,其拧紧结果也截然不同,结果也会出现一定的误差。所以,其主要原因在于:当拧紧机工作时,拧紧结果与夹紧力成正比例关系,这也意味着当夹紧力越大时,拧紧结果更佳。而拧紧控制方法又是决定夹紧力的重要因素之一。综上所述,使用拧紧机的用户在选择拧紧机时,不仅仅要注意选择当下先进的配置结构以及靠谱、有实力的供应商之外,还要考虑拧紧机所使用的拧紧控制方法。因为只有这样才能将拧紧机的功能发挥到最大化,还能同时提高拧紧机的工作效率与精确度,减少不必要的浪费。根据相关调查数据显示,在目前的市场环境中,最普遍使用的拧紧控制方法是以下两种:第一,扭矩控制法;第二,扭矩一转角控制法。以下,我将进行全面、系统地分析介绍各个控制方法的精确度与装配质量。
4.1扭矩控制法
扭矩控制法,顾名思义,这是一种通过控制扭矩来控制夹紧力的。其工作原理是:设立扭矩的的数值,当扭矩在工作过程中的夹紧力到达一定数值时,机器会自动停止拧紧的过程。主要优点在于:相比其他控制方法,扭矩控制方法具有操作简便,使用历史悠久的优点。
4.2预紧力精度
影响扭矩系数K的因素范围较为广泛,包括:连接体的弹性系数、表面加工方法以及热处理的测量方法以及周围的环境温度等。以上因素都会直接间接地影响到K的数值。从以上实验证明,一般情况下,K的数值都会在0.2-0.4之间上下浮动,有时也会在0.1-0.5之间。德国工程师协会(VDI)曾做过一份有关拧紧的实验报告。其中,证实了若采取的不同材料与加工方式使得拧紧扭矩的T的误差为O时,夹紧力的误差最大,此时可达到27.2%。
4.3对控制参数的要求
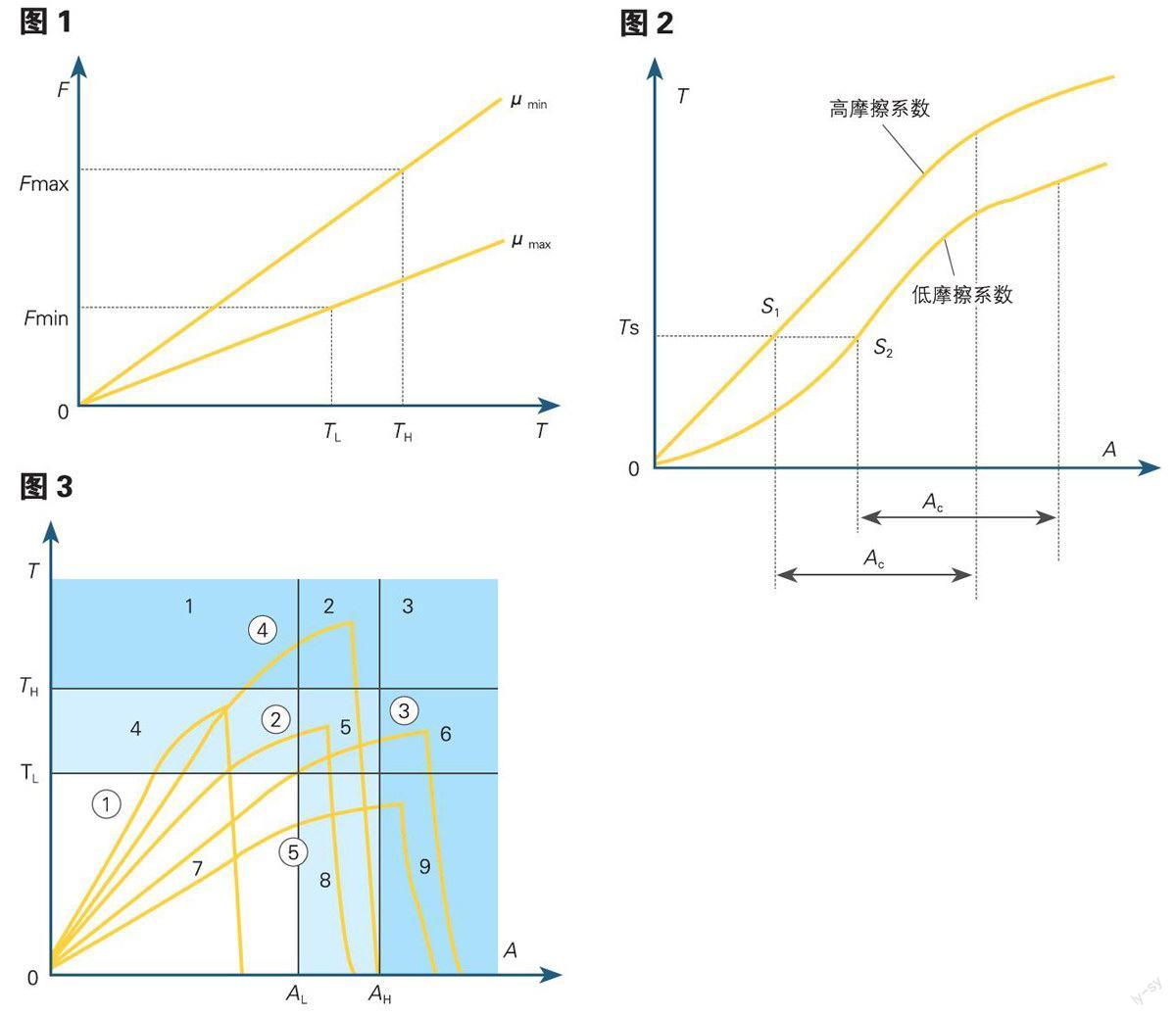
对于扭矩控制法来说,其最终的目的为拧紧目标扭矩。所以,对于控制的参数必须有严格的控制与掌握。以下是控制參数的几点要求:第一,必须保证目标扭矩的数值足够大。由此,被连接的工件才能足够结实,避免出现因工件松动而产生的不必要的损失。第二,目标扭矩的数值不能过大,必须掌握在一个合适的数值范围之内。避免出现因为力量过大而导致螺栓遭到破坏的现象。严格按照拧紧结果所要求的夹紧力与K之间的数值进行设定扭矩的数值。综上所述,在现实的工作当中,为了既保证螺栓的拧紧结果又避免出现螺栓遭到破坏的现象出现。对于扭矩的最大数值设立为:当最大摩擦系数拜ml出现时,在保证夹紧力的结果的同时,确保F的数值最小化。其上限则为:当最小摩擦系数拜ml出现时,在保证夹紧力结果的同时,确保Fma的数值最大化。(如图1所示),展示了扭矩上下限的要求。
4.4扭矩一转角控制法
从扭矩控制法延伸出来的另一种控制法是扭矩一转角控制法,此方法是在原有的基础上进行深化、加工后拥有一定的转角,其工作原理为,当螺栓产生一定的轴向伸长并且拥有一定的轴向预紧力的关系时。想要运用这种方法,首先必须将螺栓设定到一个固定起始扭矩sT,从这个点开始,对拧紧进行规定的转角A。在运用此方法拧紧时,为了能够使螺母和螺栓能够有更加紧密的接触面,设置起始扭矩是不可缺少的。而预紧力对于螺栓来说是通过后面的转角进行获取的。综上所述,此方法是通过控制转角来间接性的控制夹紧的力度。
预紧力精度。从图2中可见,摩擦阻力(图中以摩擦系数表示的)的不同,仅影响测量转角的起点,并将其影响延续到最后。而在计算转角之后,摩擦阻力对其的影响已不复存在,故其对螺栓轴向预紧力(即夹紧力)影响不大。因此,其拧紧结果的精度比单纯的拧矩法高。
对控制参数的要求。与传统扭矩控制法不同的是,扭矩一转角控制法的主要控制参数的设立在于拧紧扭矩的同时保证转角二项的数值。其主要的要求如下:在确保扭矩数值在上下限之间,又要保证转角的数值在上下限之间(如A0与A1)。如图3所示,所有数值必须在平面区间5(又叫绿窗线如曲线2所示)内才为合格。若在其他区间内均视为不合格。综上所述,不难看出,扭矩一转角控制法具有精确度较高、装配质量好的优点。
5.结语
在当前的市场背景下,我国的汽车产业正处在发展阶段,在技术上进行创新的同时也要对基础技术指标进行细化,提升产品的质量。我国汽车产业的发展是一个循序渐进的过程,应当从实际出发提升产业的基础实力,为汽车产业的发展打下基础。
猜你喜欢
基层中医药(2022年5期)2022-10-24
飞控与探测(2022年6期)2022-03-20
力学学报(2020年4期)2020-08-11
电子制作(2018年2期)2018-04-18
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
上海公路(2017年1期)2017-07-21
黑龙江电力(2017年1期)2017-05-17
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13
