高压均质工艺对菠萝叶纤维膜结构性能的影响
2017-05-30 04:11方蕾常刚向佳晴吕明哲魏晓奕
南方农业学报 2017年12期
关键词:纤维
方蕾 常刚 向佳晴 吕明哲 魏晓奕

摘要:【目的】采用高压均质工艺将菠萝叶纤维制成结构可调控的纤维膜,以促进其在工业、食品等领域的应用。【方法】以菠萝叶纤维为研究对象,采用乳化剪切工艺使其在离子液体1-丁基-3-甲基咪唑氯化物([Bmim]Cl)中充分溶解,同时采用高压均质工艺对菠萝叶纤维膜进行结构调控研究,考察其对纤维膜结构和性能的影响。【结果】通过改变高压均质压力大小和次数,能提高菠萝叶纤维/离子液混合液的分散均匀程度,制得的纤维膜结构更致密,纤维膜的孔隙越小,力学性能和透氧透水性能优异。红外光谱和XRD分析结果证实,高压均质不会破坏菠萝叶纤维本身的结构。因此,高压均质技术可实现对菠萝叶纤维膜的结构调控,并确定最佳的工艺参数为高压均质处理压力80MPa、处理次数15次。试验中菠萝叶纤维膜拉伸强度为18.39 MPa,且具有良好的水蒸气透过性和氧气透过性,远超过市售PE膜。【结论】采用高压均质工艺配合乳化剪切工艺将菠萝叶纤维,离子液体进一步均相化,能够制备出机械性能优异且透氧透水性能良好的菠萝叶纤维膜,可实现对膜结构的调控,该纤维膜可广泛应用于食品保鲜领域。
关键词:菠萝叶;纤维;结构调控;高压均质
中图分类号:S668.309.9 文献标志码:A 文章编号:2095-1191(2017)12-2234-06
0引言
【研究意义】菠萝叶纤维又称菠萝麻,我国年产量约7.5万t。天然纤维是自然界最丰富的资源,且具有可再生、可降解等特点。天然纤维膜因其质量轻、可分解、无毒性等特点,是一种最具应用前景的天然高分子聚合物膜材料。目前国内外的相关研究主要集中于将天然纤维和其他物质制备成复合膜,赋予膜功能性,并应用于食品、医药和工业领域(石磊等,2008;王刚等,2011;Kolakovic et al.,2012;Orelma et al.,2012)。因此,研究制备高质量的纤维膜,对实现菠萝叶纤维膜工业化生产及取得良好经济效益具有重要现实意义。【前人研究进展】天然植物纤维素成膜过程极其复杂,主要依赖扩散动力学,且其膜结构的调控受多因素影响。武军和曾凤彩(2009)采用相转化法考察成膜液的种类、浓度、黏度及凝固浴浓度、温度等对纤维素膜结构和性能的影响。吴俊杰(2010)将用于制备高强度纤维素凝胶膜的预凝胶法拓展到纤维素/甲壳素水凝胶复合膜的制备,研究甲壳素和预凝胶条件(甲壳素含量与预凝温度)改变对复合膜结构性能的影响。费志宾(2015)、葛秋芬(2015)研究共混条件对纤维膜结构与性能的影响。詹华宝(2016)采用浸没沉淀相转化法,以聚乙二醇(PEG)等组分为致孔剂,通过调节铸膜液中致孔剂的分子量和添加比例、凝固浴种类和温度等调控纤维素分离膜结构和性能。【本研究切入点】以往的研究主要集中在纤维膜成膜过程,而针对成膜前纤维本身处理对膜结构的影响研究甚少。目前,本课题组对纤维膜在食品保鲜及废水处理的应用仍处于实验室研究阶段,而纤维膜的孔隙率和孔径是决定应用效果的最关键因素,前期采用乳化剪切和相转化法在优化条件下制得的纤维素膜具有良好的力学性能和微观结构(魏晓奕等,2016),但这仅是单因素试验,还需要考虑其他因素对纤维膜性能的影响。【拟解决的关键问题】在乳化剪切和相转化之前引入高压均质工艺处理菠萝叶纤维/离子液体溶液,使菠萝叶纤维/离子液体混合溶液充分均相化;通过改变高压均质的工艺条件,改变纤维膜的孔隙率和孔径等,实现纤维膜结构的可调控,为纤维膜在食品保鲜中的广泛应用提供可行性,为农业废弃物综合开发与高值化利用开辟一条新途径。
1材料与方法
1.1试验材料
菠萝叶纤维由中国热带农业科学院农业机械研究所提供;氯代正丁烷(分析纯),1-丁基-3-甲基咪唑氯化物([Bmim]Cl,化学纯)购自上海基丽化学技术有限公司。主要仪器设备:RL/97/23/EG真空乳化均质机(德国IKA公司),场发射扫描电镜S4800(日本日立公司),FOSS Fibertec2010纤维素测定仪(瑞典FOSS分析仪器有限公司),Rint-Ultima+X射线衍射仪(日本理学公司),Spectrum GX Ⅰ(美国PerkinElmer红外光谱分析仪股份有限公司)。
1.2试验方法
1.2.1菠萝叶纤维/离子液体均相溶液制备 称取100 g离子液体,加入3 g干燥的菠萝叶纤维,混合均匀后制成质量浓度为3%的菠萝叶纤维/离子液体混合液,然后用真空乳化均质机辅助溶解,控制乳化剪切速率为16000 r/min,乳化剪切次数为3次,得到菠萝叶纤维/离子液体均相溶液1。
1.2.2菠萝叶纤维膜结构调控工艺优化
1.2.2.1高压均质压力的优化采用高压均质机处理菠萝叶纤维/离子液体均相溶液1,高压均质压力分别为20、40、60、80和100 MPa,控制高压均质次数为15次,得到菠萝叶纤维/离子液体均相溶液2。
1.2.2.2高压均质次数优化 控制高压均质压力为80 MPa,采用的高压均质次数为5、10、15、20和25次,其他操作同1.2.1。
1.2.3菠萝叶纤维膜的制备 取25 g菠萝叶纤维/离子液体均相溶液2,采用离心机脱除气泡及杂质后,将得到的上清液均匀铺在涂有聚四氟乙烯的不锈钢模具上,待膜液平整后,浸入1.5%甘油溶液(甘油/蒸馏水=v/v)中浸泡16 h,期間多次换水,待纤维膜凝固成型并析出后,用去离子水替换,再浸泡24 h,期间每6 h换一次水,使纤维膜进一步成型并使离子液体溶于水置换出去,然后将膜用真空干燥器在40℃干燥。保存备用。
1.3测定项目及方法
红外光谱仪测定(FI-IR):采用溴化钾压片法进行制样,扫描速度0.2 cm/s,扫描次数16次;波数范围4000~400 cm-1。扫描电镜分析(SEM):采用日本日立公司S-4800型场发射扫描电镜在不同放大倍数下观察样品的表面微观形貌。测试条件:事先对样品进行喷金处理,加速电压0.5~30.0 kV,低倍模式2~20 k。X射线衍射(XRD)分析:采用Rint-Ultima+型x射线衍射仪对样品的晶相结构进行分析,测试条件为Cu靶,工作电压40 kV,工作电流20 mA,扫描速度0.04°/s,扫描范围为10~80°,并结合Debye-Scher-rer公式计算平均晶粒尺寸:
式中,Xc代表平均晶粒尺寸,I002代表结晶纤维素最强衍射峰的强度,Iam代表纤维素无定型区对应的衍射峰的强度。
力学性能分析:采用质构仪分析纤维膜的力学性能。水蒸气透过性测定:根据GB/T 1037-1988《塑料薄膜和片材透水蒸气性试验方法——杯式法》中的测定方法检测纤维膜的水蒸气透过性。氧气透过性测定:在锥形瓶中装入适量植物油,用纤维膜封口,保温25℃,每天定时振摇,放置15 d后,根据GB/T 5538-2005《动植物油脂过氧化值测定》中的测定方法检测油的过氧化值,以此来判断纤维膜的氧气透过性。
2结果与分析
高压均质技术在处理物料的过程中,主要由撞击效应、空穴效应和剪切效应3种相互作用的效应使得物料被粉碎(张勇,2006)。本研究主要考察高压均质的压力和均质处理的次数对菠萝叶纤维膜结构的调控。
2.1不同高压均质压力对纤维膜结构及性能的影响
2.1.1纤维膜的微观结构变化 由图1可看出,在均质压力较低时,纤维膜表面明显粗糙不平,条状纤维清晰可见(图1-a);随着均质压力的增加,纤维膜表面越来越平整,均质压力达80 MPa时甚至几乎没有完整的条状纤维出现(图1-d)。说明均质压力的增加使得菠萝叶纤维/离子液体溶液充分均相化程度增加,制得的纤维膜更加均匀。
2.1.2纤维膜的XRD分析结果 图2为不同均质压力条件下制得的纤维膜XRD图谱,经高压均质处理后纤维膜的衍射峰位置均在22°,因此,均质压力的增大并未改变纤维素的晶型结构,说明经高压均质后的纤维仍维持原有的晶型结构,结构稳定性较好。
2.1.3纤维膜性能变化分析结果 由图3可看出,从拉伸强度变化来看,当压力小于80 MPa时,菠萝叶纤维膜的力学性能随着均质压力的增加而增加,由于均质压力的增加使得菠萝叶纤维/离子液体混合液均相化程度提高,制得纤维膜结构更加均匀致密,因此有更好的拉伸性能;当压力大于80 MPa时,拉伸强度明显下降,是由于均质压力过大,纤维素分子间的氢键遭受严重破坏,导致其分子结构变得无序,纤维膜的刚性结构软化,综合力学性能变差。
2.1.4纤维膜透过性能分析结果 由图4可知,对纤维膜进行水蒸气透过量和氧气透过量测试,结果表明,随着均质压力增加,菠萝叶纤维膜水蒸气透过量的变化不明显,均为1.5 g/m2·d左右(图4-a),但其氧气透过性变化较明显,当压力为80 MPa时,氧气透过量最小,为0.228 mol/g,当压力为20 MPa时,氧气透过量最大,为0.394 mol/g(图4-b)。经测试,市售PE膜的水蒸气透过量为0.006 g/m2·d,氧气透过量为0.024 mol/g,该数值远低于本研究制备的菠萝叶纤维膜。说明本研究制得的纤维膜具有很好的氧气透过性和水蒸气透过性,其原因是菠萝叶纤维膜的孔隙率较高,同时印证了电镜扫描得到的结论。由图4还可看出,随着均质压力增加,菠萝叶纤维膜的氧气透过性呈逐步降低趋势;但当均质压力高于80 MPa时,纤维膜的氧气透过性均有所增加,其原因是随着均质压力增加,菠萝叶纤维/离子液混合液越均匀,所制得的纤维膜结构更致密,纤维膜的孔隙越小,水蒸气透过量和氧气透过量降低;而当均质压力大于80 MPa时,纤维素分子间的氢键被严重破坏,纤维素分子结构不再紧密从而变得分散,菠萝叶纤维膜的孔隙增加,透过性略有增加。这与力学性能变化趋势一致,印证了2.1.3的研究结果。
2.2高压均质次数对纤维膜结构及性能的影响
2.2.1纤维膜的微观结构变化 由图5可知,随着高压均质次数的增加,纤维膜的表面光滑平整度变化不明显。
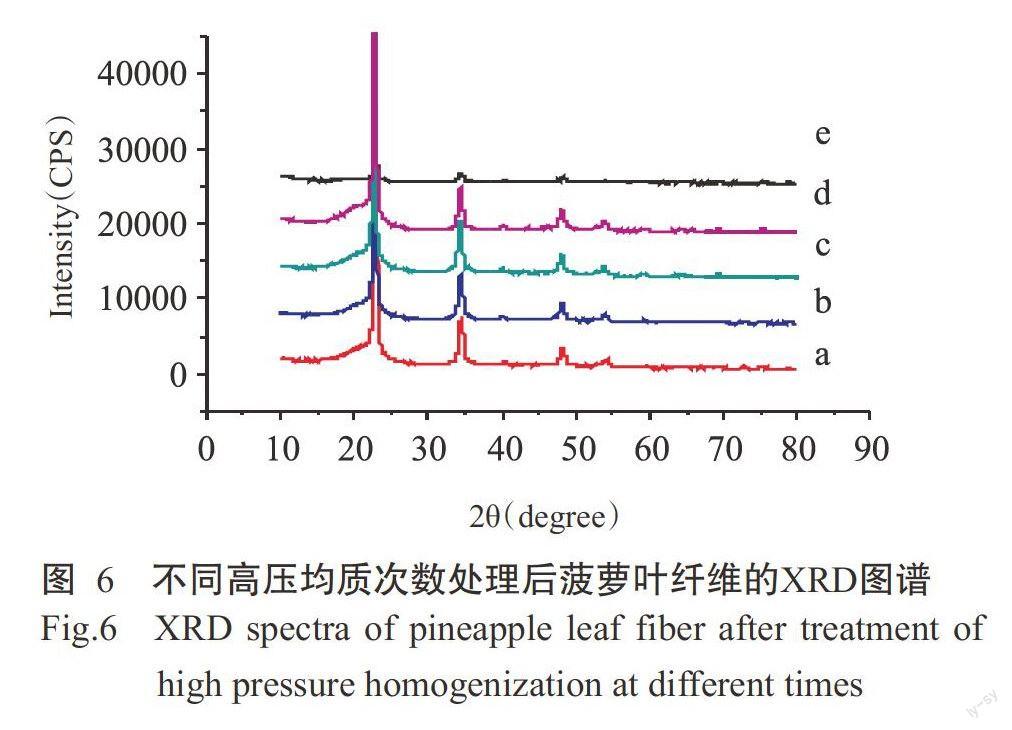
2.2.2纤维膜的XRD分析结果 由图6可看出,高压均质次数的改变也不会改变纤维膜衍射峰的出峰位置,与2.1.2结果一致,高压均质次数的改变未改变纤维素的晶型结构,说明经高压均质后的纤维仍维持原有的结构稳定性。
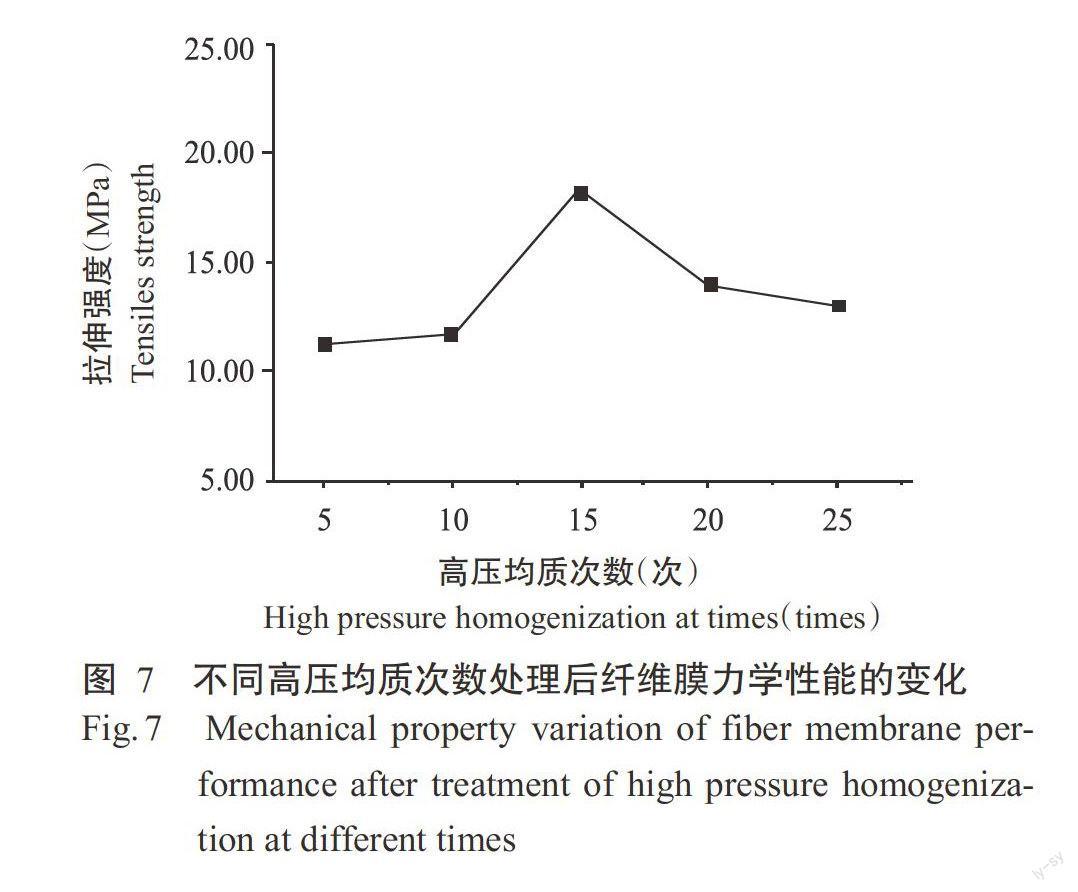
2.2.3纤维膜的透过性能与力学性能分析结果 图7和图8分别是经不同均质次数处理后制得纤维膜的透过性和力学性能参数。结果显示,当均质次数为15次时,纤维膜的力学性能达到最佳,水蒸气透过性和氧气透过性也相对较弱;而均质次数大于15次时,随着均质次数增加,纤维膜分子内和分子间氢键被严重破坏,纤维膜综合性能下降,结构松散,使得综合力学性能变差,透水量和透氧量随之上升。综上所述,高压均质压力80 MPa、均质次数15次为高压均质处理的最优工艺。
2.3.3 XRD分析结果 如图11所示,高压均质前后纤维膜的衍射峰位置基本相同。由Segal经验公式(马晓娟等,2012)计算得到乳化剪切后纤维素的结晶系数为37%,而经高压均质处理后为34%。这是由于在高压均质处理过程中,纤维素分子间和分子内的氢键被破坏,长链分子发生断裂,导致结晶区向无定形区转变,结晶度下降;但乳化剪切后未均质前、高压均质后得到的纤维膜结晶系数相近,说明高压均质对结晶度影响不明显。
2.3高压均质处理前后菠萝叶纤维膜结构性能变化
2.3.1扫描电镜分析结果 仅乳化剪切处理的菠萝叶纤维膜表面粗糙,条状纤维清晰可见,膜孔隙较大(图9-a);而经高压均质处理后,纤维膜表面平整,结构致密,在同等放大倍数下,表面孔隙远小于只经乳化剪切处理的菠萝叶纤维(图9-b)。其原因是经高压均质处理后,菠萝叶纤维/离子液体混合液进一步均相化,制备成纤维膜后,膜液分散均匀,结构更为致密,表面孔隙变小。
2.3.2红外光谱分析结果 由图10可看出,高压均质处理前后,菠萝叶纤维的出峰位置大致相同,与乳化剪切后的峰位置相似,并未出现新的特征峰,说明高压均质作用是一个物理过程,并未改变菠萝叶纤维的官能团结构,也不发生衍生化学反应。
3讨论
纤维膜制膜的关键在于成膜条件的确定,但纤维本身的预处理也对成膜有较大影响。在高速乳化剪切和相转化之间引入高压均质化处理工艺,对菠萝叶纤维具有明显的破壁作用。在本研究中,随着均质化处理次数的增加,纤维在高速剪切和高速撞击下开始破碎变得更细,其比表面积逐渐增大;微细化的纤维均勻分散于离子液中,混合液均相程度比仅经过乳化剪切处理的更高,因此后续通过选定的成膜方法所制得的纤维膜结构更致密,以此工艺制得的纤维膜具有良好的氧气透过性和水蒸气透过性,远高于市售PE膜。通过XRD和红外光谱分析发现,高压均质处理是一个物理过程,不会发生新的化学衍生反应,也不会破坏菠萝叶纤维的官能团结构;高压均质显著降低了纤维素的形态,但不改变纳米纤维素的结晶度,与Purkait等(2011)的研究结果一致。通过对高压均质过程中压力和次数进行控制,可达到有效调控纤维膜结构的目的。但与前期制备的膜相比,拉伸强度仅18.39MPa,远低于44.01MPa(魏晓奕等,2016)。高压均质处理虽不会破坏其官能团结果,但依然破坏其网络结构,影响了机械性能。因此,需进一步综合考虑高压均质的条件、溶解液、铸膜液、再生条件等因素与性能的关系,进行多因素试验以探讨最佳工艺。
4结论
本研究采用适当的高压均质工艺配合乳化剪切工艺,将菠萝叶纤维倩子液体进一步均相化,制备出机械性能优异且透氧透水性能良好的菠萝叶纤维膜,实现膜结构的调控,所制备的菠萝叶天然纤维膜可广泛应用于食品保鲜领域。
猜你喜欢
纺织科学研究(2021年7期)2021-12-02
纺织科学研究(2021年7期)2021-08-14
纺织科学研究(2021年7期)2021-08-14
纺织科技进展(2021年5期)2021-07-22
纺织科学研究(2021年6期)2021-07-15
文艺生活(艺术中国)(2019年8期)2019-04-29
中国医学影像学杂志(2018年9期)2018-10-17
纺织科学研究(2017年4期)2017-05-17
爱你(2016年4期)2016-12-06
化纤与纺织技术(2015年1期)2015-12-26