
基于PLC的上下料机械手设计探析
2017-05-30 12:33刘历杜勇
工业设计 2017年3期
刘历 杜勇


新巴尔虎右旗荣达矿业有限责任公司,内蒙古呼伦贝尔,021300
摘 要:近年来,随着工业自动化的不断发展和用人成本的增加,矿山生产中的上下料正向机械化、自动化转型。机械手精度高、动作迅速、可长时间作业的特征正被矿山企业应用到上下料的生产中,提高了生产效率。本文讨论了上下料机械手的设计方案,确定了基于PLC控制的机械手的关键参数,在明确控制方案的前提下,设计了机械手控制系统的硬件和软件,为PLC控制机械手在上下料生产中的应用提供了理论支撑。
关键词:机械手;PLC;ADAMS;上下料;自动化
引言
机械手是在工业生产中较为常见的自动化设备,它通过模仿人的手臂,按照设定的路径等参数进行物件的抓取、搬运和其他操作。它主要包括执行机构、驱动机构和控制系統三大部分,控制系统一般采用DSP、单片机、PLC等芯片,时时控制各电机运动;驱动机构主要包括各种电机;执行机构主要是仿生手臂用来进行相关的操作。由于要进行较为复杂的操作需要多关节进行协同,所以多自由度机械的控制是基础,一般采用六自由度或四自由度的结构,自由度越多,其灵活性越大、操作范围越广。
自动上下料操作是指在工厂和数控加工中周期性的给机器和机床上下料。由于此项操作重复性强、危险性高、工作强度大,已经不再适合手工操作,于是自动化的机械手取而代之。机械手可以快速准确地长时间作业,定位精度高,环境适应性很好,尤其是其抓举运输可以超过人力很多,便于工业生产,所以对机械手进行研究并使其应用到上下料生产中十分必要。
1总体设计
机械手的设计方案如图1所示,该方案主要由HMI、PLC、驱动系统及机械手本体四个部分组成。
1.1机械结构设计方案
机械手的机械结构较为复杂,需要确定机械手自由度、行程和速度参数,电机选型和各轴的转动方式。
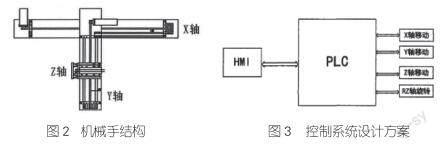
之所以为机械手添加6自由度,是为了保证机械手可以抵达任意位置,其中位置自由度3个,姿态自由度3个。通过简化分析,满足基本的上下料操作,机械手设计包括4轴4自由度,分别是X轴、Y轴、Z轴和RZ轴。机械手的结构示意图如图2所示:机械手沿X轴进行水平方向的左右移动;沿Y轴进行水平方向的前后移动;沿Z后轴进行竖直方向移动;沿RZ轴可绕Z轴旋转。
机械手的运动需要电机进行驱动,它的主要动作特性与电机参数息息相关,所以对于电机的选型是必要的。一般而言,电气式机械手常用的电机类型有伺服电机和步进电机。为使机械手能够快速移动,要求轴电机的额定转速要高,额定输出转矩还应较大。因此,X、Y、Z轴常选用伺服电机。但是对于RZ轴,由于其负载较小,精度要求较高,所以可以选择简单实用的步进电机。
电机驱动的传动方式有多种,常见的机械手传动方式包括同步带传动、滚珠丝杆传动和齿轮齿条传动。其中同步带传动应用较多,其简单易用,保养方便;滚珠丝杆传动由于精度高、噪音低,常用于高精度的传动场合;齿轮齿条传动的特点是动力足、寿命长,但是噪音较大。综合以上多种传动方式,从精度要求和成本考虑,本文设计的机械手的X轴和Y轴采用同步带传动,Z轴采用齿轮齿条传动。
1.2控制系统设计方案
机械手的控制系统设计方案如图3所示,HMI与PLC进行数据交换,向PLC传送数据和运动控制命令的同时接收传回的数据,并进行时时显示。
2机械手关键参数设定
综合评价机械手的行动能力将以最大速度、负载能力、位置偏差阈值等参数为标准,这就需要确定电机的额定转速、电机的额定转矩、减速器的减速比、同步带轮节径等。由于机械手X轴的受力最为复杂,现以X轴为例来详细分析关键参数的设定过程,随后可用相同的方法确定其他轴的参数。
首先根据经验选择一个伺服电机,经计算满足设计要求后,进行下一处电机的确定。首先画出X轴的示意图,如图4所示。通过分析,可以计算出X轴负载的转动惯量JL,X轴最大移动速度Vmax,机械手加速过程中电机的最大输出扭矩Tmax等参数。
3控制系统硬件设计
机械手控制系统的硬件设计主要包括X轴、Y轴、Z轴伺服驱动器的选择、RZ轴步进驱动器的选择、PLC及扩展单元的选择等硬件的设计,由于篇幅所限,只以PLC的选择为例进行说明。
PLC是可编程逻辑控制器,通过数字或模拟输入输出控制整个机械生产过程。上下料机械手需要控制3个伺服电机和1个步进电机,所以PLC选型时应具有4路高速脉冲输出功能。
本例选择CP1H-Y20DT-D型PLC作为机械手的控制器。根据控制要求给各个控制对象分配IO地址,这样便于PLC寻址和精确控制被控对象。由于各个轴上具有光电开关、减速器等装置,需要对其进行IO地址的分配。当上下料开始时,PLC输出数字信号令锭床开始加工,当锐床加工结束后,PLC收到信号,继而进行下料操作。
4控制系统软件设计
PLC的高速计数器功能和串口功能都将被实用,所以应先编程设置PLC,如图5所示。
在设置完PLC具体参数后,需要明确机械手的上下料过程即取料、上料及下料阶段,通过图6表示机械手上下料全过程。
机械手先从原点P0向P1点运动,当到达P1点后机械手松开,向下运动到P2点,夹爪闭合抓取工件后回到P1点;机械手夹持着工件向P3点运动,在P3点向下运动至P4上料,然后机械手运动到P3点,再运动到P5点,机械手给铣床上料完成;当加工完成后,机械手经过P6-P7-P6-P8等点的操作后,完成下料,并将工件放置在传送带上;最后其运动回P0点循环进行下一轮操作。
控制程序方案包括回原点、示教、轨迹规划和轨迹执行四个部分。回原点操作意在令机械手上料后或者上下料结束后回到其坐标原点;示教是示教出空间上的坐标点,并存储到PLC的内存区;轨迹规划是指定轨迹上的点与示教库中点的关系,通过软件实现轨迹与示教库信息的吻合,保证运动精度;轨迹执行部分用来设置运动时的轨迹的编号、减速比、时间量等参数。
5结语
本文设计了基于PLC控制的机械手,确定了机械收的结构设计方案,分析了机械手三个轴的关键参数,明确了机械手控制系统硬件部分的元器件选型,提出了上下料过程中的控制程序基本思路,明确了回原点、示教、轨迹规划以及轨迹执行等程序方案。相信随着自动化领域的不断进步,基于PLC控制的机械手将会在精确度等方面实现新的突破,广泛应用于现代化工厂的上下料生产中,逐渐代替人工操作。
参考文献:
[1]王学良,张秋菊.基于PLC的机械手自动上下料控制系统设计[J].中国制造业信息化, 2012(15):59-62.
[2]张海英,刘胜明.基于PLC的自动上下料机械手设计[J].装备制造技术,2010(09):70-71+74.
[3]杨金桥.基于PLC的上下料机械手[D].浙江工业大学,2014.
作者简介:
刘历/男/1984年生/云南龙陵人/本科/助理工程师/研究方向为有色矿山电气
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
通信电源技术(2016年1期)2016-04-16
机电信息(2015年3期)2015-02-27
河南科技(2014年11期)2014-02-27
