小型数控电火花线切割加工盾构机大直径内齿轮
2017-05-30 04:03李扬帆
科技风 2017年6期
关键词:盾构机
李扬帆
摘 要:随着社会的发展,各地域的加工能力不断加强,以往只出现在北方的大型工件加工,如今在南方也可能会遇到,由于大件工件数量相对较少,如果购买大型设备成本较高,以盾构机为例,其技术要求高,结构复杂,建造难度大,内齿圈的齿形就是我们所面临的严峻问题之一。利用假期前往广船国际参观学习,正好遇到攻关小组在解决此问题,通过我们对问题的分析和研究,决定改装数控电火花线切割以及制造与其相配合的工装来加工制造该大直径内齿轮,在后期我们了又解决了钼丝易断以及切削液回流难的细节问题。最终达到了加工尺寸精度要求以及降低成本的目的,同时保证了加工制造周期。
关键词:大直径内齿轮;盾构机;数控电火花线切割
1 加工方案设计
1.1 加工任务及加工方法的选择
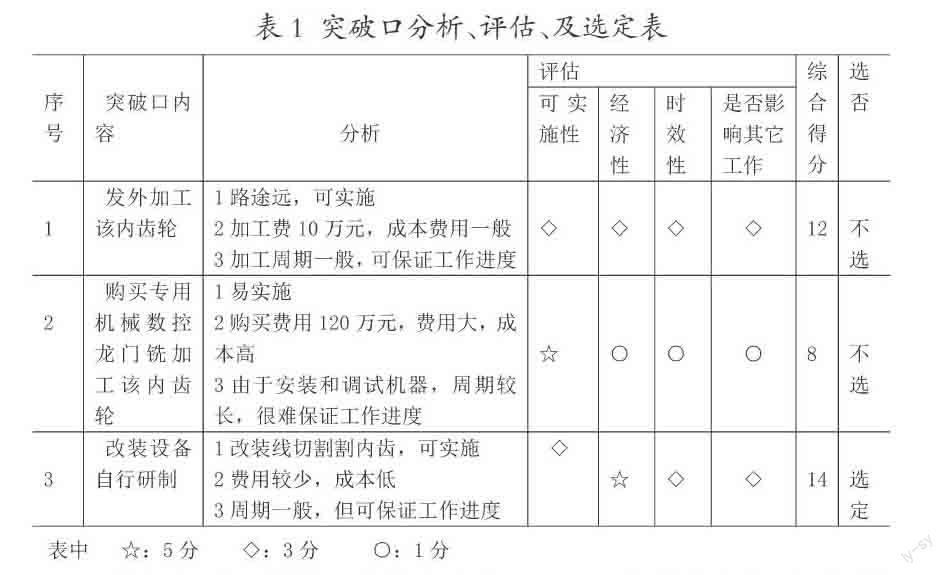
盾构机,全名叫盾构隧道掘进机,是一种隧道掘进的专用工程機械。盾构机其中几个重要部件的加工难度较大,由于盾构机直径长达6260mm,所以部分部件也相当的大,其中我参与了盾构机大直径内齿轮的加工,该齿轮齿顶圆直径3852mm,齿根圆直径3930mm,齿数216,模数18,压力角20度,齿厚误差±0.5mm,毛坯外径4500mm。齿轮直径庞大导致加工遇到了一定的困难,内齿圈外径为?4500mm,分度圆直径为Φ3888mm,就目前公司仅有的ND-4型,最大加工内齿直径?1300mm的滚齿机而言,这么大的内齿圈是无法加工的。针对如何加工内齿圈齿形这个主题,应从何处入手解决,我们提出了以下三个突破口。
经过评估,我们依照分数的高低选定方案3“改装设备自行研制”作为我们的突破口,通过对小型的数控电火花线切割机进行改装来加工大直径的内齿轮。
1.2 机床以及工装
1.2.1机床的改装
数控电火花切割机工作原理是将工作装夹在数控工作台上,利用工作台移动和钼丝上下往复切割工件,线切割机装有钼丝的头部是固定不动的,为了能够实现对如此大内齿圈进行切割。我们设想将带有钼丝的头部装在工作台上,通过数控工作台的移动带动头部钼丝切割放在工装架上的内齿圈内齿。
1.2.2工装的制作
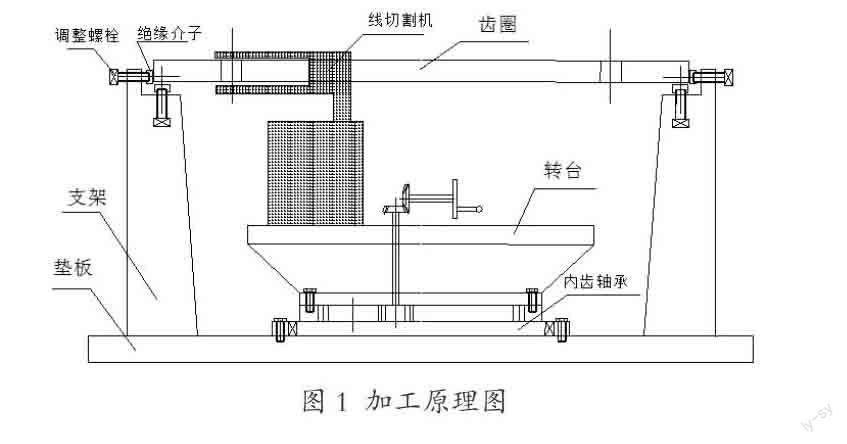
完成了对机床的改装之后就是对工件进行装夹定位的问题,内齿轮的毛坯是一个外直径为4500mm的圆环。如图1所示,我们在一个正方形的垫板上的四个角安装四根支架支撑起毛坯,同时在支架的顶部和侧面装上调整螺栓,在螺栓上套上绝缘的胶套,一来可以避免毛坯接地,二来螺栓可以用来校正工件。
这样一来工件固定住,通过改装后的数控线电火花切割机的工作台带动钼丝切割系统移动来切割齿轮,但是单单把数控电火花线切割摆放在圆环毛坯里是不够的,因为齿轮的X轴横向行程是有限的,不可能加工整一圈的内齿,于是我们在正方形平台上的正中安装了一个旋转工作台。将数控线切割机放在旋转工作台上,以工作台中心为轴心旋转工作台就可以实现齿轮整圈的加工了。
1.2.3设计传动机构,对内齿圈进行分度
1)通过分度头传给主轴比为1:40,即分度头转40圈,主轴转1圈,内齿圈转过216个齿。所以分度头旋转1圈时,内齿圈转过5.4个齿,我们选择孔数为54的法兰盘,得出要加工出1个齿的话,分度头只要转过10孔数就可以了。这样就解决了分度的问题。
2)带轴承内齿圈的齿数为106,而需加工内齿圈的齿数为216,为了使能够按以上所述的方法进行分度。就必须设计一个传动齿轮机构,我们通过分析按照一定的传动方案进行,其传动比为:1/40×20/20×53/54×20/30×30/30×30/40×40/106=1/216。传动方式依据齿数的分解有许多种,我们只是较方便可行性选择了此种传动方案。
3)我们对分度方法进行了验证,在大齿圈的齿坯上划出内齿圈216个齿的分度线,操纵分度手柄空行程对线确认,经确认,分度准确。
2 加工效果检查
我们用改装后的线切割机进行了试切削齿形样板,样板固定不动,用装配在数控工作台上的头部通过其工作台的移动对齿样进行切割,之后同样对切割后的齿形样板交质检员检验。经检测,齿厚:28.27,四齿间的弦长:197.83。其数据结果同改造前切割数据是完全一致。
我们按照上述分度方法,指派专门人员进行操作,操纵线切割机加工出单个齿,转动分度手柄,重复加工出所有内齿。为了保证工期,要求24小时连续作业。
加工完成后,我们对我们的切削制作进度进行了统计,与实施目标进行了对比我们是按照最快的切割速度进行切割,速度为32.5mm2/min,一个齿的表面积为:3378mm2,加工一个齿的时间为:1.83H,加工216个齿所用的时间为:33天。从而在此实施步骤中,我们比目标天数36天减少了3天。
参考文献:
[1] 孔振宇,于华,刘晋春.敏捷制造环境下的线切割CAD/CAM系统.中国机械工程出版社,1998年6期.
[2] 上海第二纺织机械厂编.旧机床改装,2007年 6月.
猜你喜欢
中国科技纵横(2016年24期)2017-05-27
科技创新与应用(2017年10期)2017-04-26
科学与财富(2017年5期)2017-03-17
大陆桥视野·下(2017年1期)2017-03-09
科技创新与应用(2016年35期)2017-02-21
中小企业管理与科技·中旬刊(2016年5期)2016-06-04
无线互联科技(2015年15期)2016-03-05
企业文化·中旬刊(2015年8期)2015-08-11
建材发展导向(2014年4期)2014-08-08