水轮机转轮立式静平衡方法的研究进展
2017-05-17 03:25:03郝用兴冯梅玲张红艺王超峰
华北水利水电大学学报(自然科学版) 2017年2期
郝用兴, 冯梅玲, 张红艺, 王超峰
(华北水利水电大学 机械学院,河南 郑州450045)
水轮机转轮立式静平衡方法的研究进展
郝用兴, 冯梅玲, 张红艺, 王超峰
(华北水利水电大学 机械学院,河南 郑州450045)
水轮机转轮质量不平衡是水轮机组产生振动的主要原因之一,通过静平衡试验获得转轮不平衡重量和不平衡角度,完成对不平衡点的检测和配重,降低转轮振动幅值和摆动幅值至容许范围。综述了水轮机转轮立式静平衡方法的研究进展,介绍了该静平衡方法的原理及5种不同的静平衡试验方法,分析了这几种静平衡方法的优缺点,并对今后水轮机转轮立式静平衡方法的研究方向给出了一些建议。
水轮机转轮;静平衡方法;不平衡重量;不平衡角度
1 水轮机转轮立式静平衡方法的产生背景
随着现场安装测量技术的发展,机组水平度差、轴线不正及导轴承不同心等问题得到基本解决,转轮质量偏心是目前引起水轮机组机械不平衡的首要原因。静平衡方法是一种通过在旋转体上去除材料或增加配重的静平衡试验方法,目的是完成不平衡点的检测及配重等工作,减小转轮质量偏心,最大程度地消除水轮机转轮质心与水轮机转轴形状中心之间的距离,使不平衡量引起的振动减小到容许范围内,实现设备的可靠运行[1]。
文中介绍水轮机轮转立式静平衡方法的发展现状、试验原理及试验方法,分析各方法的优缺点,并对今后的研究方向进行了展望。
2 水轮机转轮立式静平衡方法的研究进展
黄翠玉、陈烈元等研究的钢球镜板式静平衡方法是传统的水轮机立式静平衡方法,重量较小的转轮静平衡均采用钢球镜板式静平衡方法[2-3]。对于质量很大的大型水轮机来说,随着转轮尺寸及重量的增加,支撑板材料将不能满足试验所需的刚度,支撑板与钢球之间的摩擦力矩也成倍增加,系统精度明显降低,致使该法不能满足试验要求。
为改进钢球镜板式静平衡方法的不足,李东光、马强、刘正林等提出采用静压球面轴承支撑转轮方法,利用均匀油膜将两接触面隔开,以减小摩擦力,提高试验精度[4-6]。
由于静压轴承式静平衡方法对油膜均匀性、稳定性要求较高,因此其工装成本较高。为解决此问题,从结构上改进钢球镜板式静平衡方法的不足,朱邦材等[7]采用测杆支撑转轮法,利用贴在测杆上的应变片测得不平衡力矩作用于测杆所产生的微应变和方位,依靠支撑转轮实现静平衡。
为实现一种工装能够适用于各种转轮的静平衡试验,笔者提出三点支撑式静平衡法。该法采用三点支撑平台,在静态条件下由各传感器测得的支撑力和方位计算出偏心力矩,根据偏心力矩进行静平衡配重。此方法适用于各种型号的水轮机转轮的静平衡试验,且在静态条件下进行测试,操作简单,测量精度相对较高,平衡周期较短[8-11]。
三点支撑式静平衡方法工装中采用的大量程传感器影响系统的测量精度。为解决此问题,一种天平刀口式的静平衡结构设计出来,该结构采用天平刀口与平板线接触,以减小摩擦阻力,并采用较少的传感器来提高测量精度。该方法灵敏度高,结构简单,成本低廉,适用范围广[12-13]。但该工艺一次只能得到一维的偏心矩,只能在垂直维度上再测量一次,或利用十字刀口,且难以保证实际基准与理论基准的重合。
3 水轮机转轮立式静平衡方法
3.1 钢球镜板式
钢球镜板式静平衡装置安装示意如图1所示[13],试验前需要先对支座进行静平衡测试,以保证其与零件安装孔无间隙配合。安装过程中应注意:钢球与零件同心;支座两平面平行;镶铁用工具钢制造,热处理HRC58~64,两面精磨Ra0.008,平行度0.005,并用螺栓、螺母紧固于支座上。

图1 钢球式静平衡方法的装置
假设在平衡板平面上加一配重P,则平衡盘保持平衡需满足
-Pdg+Mga+Mgμ=0。
(1)
由式(1)可得
(2)

(3)
将式(2)代入式(3)可得

(4)
式中:P为所加配重质量,kg;M为平衡物质量,kg;d为所加配重到球心距离,m;h为重心到球心距离,m;a为在加配重P条件下h应摆动的大小,m;H为加配重为P条件下平衡盘摆动大小,m;μ为滚动摩擦系数。
平衡试验步骤如下:①如图1所示,在转轮半径为d的外圆上依次加砝码P1、P2,分别测得外圆下沉量H1、H2,将P1、P2、H1、H2代入式(4),求得h、μ;②根据表1判断h值是否在规定范围内,如不在,则需对钢球和镜板重新进行调整,然后重复步骤①和②;③在转轮半径为d的外圆上加砝码P3,测得外圆下沉量H3,代入式(4)验证h、μ;④测量转轮下环最高处与最低处的高度差ΔH;⑤计算转轮所需配重的质量P,由公式(5)可得所需配重P,

(5)
钢球镜板式静平衡装置的支撑板材料不适合大型水轮机转轮的平衡试验。对于钢球镜板式静平衡装置的研究工作,应当着眼于考虑从材料性能方面改进平衡球和镜板的支撑能力,或者改变工装结构,以适应大型水轮机转轮静平衡的重载要求。
3.2 应力棒式
应力棒式静平衡方法是基于应力-应变原理,利用应力的变化将力学量转换成电量,得到转轮所测部位的应变,以确定转轮的质量偏心力矩和偏心角度。
应力棒法静平衡装置如图2所示[14],应力棒放在平衡支柱的上方,托板放在应力棒上方,转轮与托板用机械把合的方式进行连接,通过贴在应力棒上的应变片的变化,用应变仪测出应力棒的受力大小及方位,通过增减转轮重量来消除转轮的不平衡。应变片的电阻应满足:
R′=ρL/S。
(6)
式中:ρ为金属导体电阻率,Ω·m;L为导体长度,m;S为导体的截面积,m2。
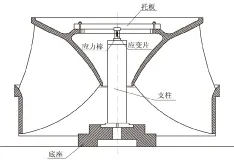
图2 应力棒式静平衡方法的装置
应变片的附贴接线如图3所示[14]。根据图3,转轮的不平衡质量与方位可以通过应变仪测量得到并以应变的形式显示出来。根据应变仪上的两个读数J1、J4可以计算出转轮的不平衡力矩T以及方位角α。不平衡力矩T及方位角度α计算如下:
T=R′K=ρLK/S,
(7)
α=arctan(J4/J1)。
(8)
式中:J1、J4位置对应应变片R1、R4位置;方位角α方向为从J1到J4。

图3 应力棒式静平衡法的应变片附贴接线示意图
试验步骤如下:①第1次配重,放下转轮体,应变仪读数稳定后记录读数J11、J41,计算方位角α1,升起转轮体,确定测杆是否回零良好;②第2次配重,放下转轮体,应变仪读数稳定后记录读数J12、J42,计算方位角α2,升起转轮体,确定测杆是否回零良好;③第3次配重,放下转轮体,应变仪读数稳定后记录读数J13、J43,计算方位角α3,升起转轮体,确定测杆是否回零良好;④取3次平均值J1=(J11+J12+J13)/3,以及J4=(J41+J42+J43)/3,根据式(7)计算得不平衡力矩T,以及方位角α=(α1+α2+α3)/3;⑤根据计算结果对转轮体进行配重。
应力棒式静平衡方法采用的应变片本身具有误差,再加上安装、信号采集、信号转换和计算过程中产生的误差,整个试验过程会累积很大误差。因此,对于应力棒式静平衡方法的研究工作,应该着眼于考虑采用较高精度的应变片,在对系统误差及电信号采集处理过程中产生的误差进行分析时,为降低不确定性问题的维数,利用灵敏度分析方法给出关键的不确定性因素;在处理系统的不确定性问题时采取新型不确定性分析方法。从材料学方面开展研究,提高测杆刚度,改善测杆性能。
3.3 三点支撑式
三点支撑式静平衡方法基于平面力矩平衡原理,假设一平面在如图4所示的传感器位置分别受垂直纸面向里的力FA、FB、FC,同时该平面还受一偏重G,该平面若要保持静止不发生旋转,则这4个力对X轴和Y轴的力矩都为零。
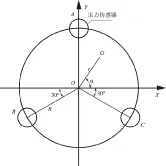
图4 三点支撑式静平衡方法的压力传感器分布位置
根据图4,由3个传感器测得的信号可推导得到3个传感器位置受力,根据力矩平衡原理可知
FA+FB+FC=G。
(9)
力对X轴的转矩:
作为世界上最大的社会主义国家和发展中国家,我国进行了市场化的改革,建立了较为完善的市场经济体制,但是还没有达到较为成熟的程度,并且因为没有相同的意识形态,所以在经济制度方面和美国的差异较为明显。不同的管理方式和经济政策在一定程度上增大了中美贸易之间的摩擦。
FAR-FBRsin30°-FCRsin30°-Grsinα=0。
(10)
力对Y轴的转矩:
FBRcos30°-FCRcos30°+Grcosα=0。
(11)
式中:R为传感器到圆心的距离,m;r为偏重量质点G与圆心的距离,m;α为OG与X轴夹角,(°)。
由式(10)和(11)可得r在X轴与Y轴的分量Xr、Yr以及方位角α:

(12)

(13)

(14)
(15)
三点支撑式静平衡方法的试验步骤如下:①根据图5安装试验装置[10],升起转轮,确定3个压力传感器正常并且空载条件下置零;②放下转轮体,稳定后,记录3个传感器读数FA1、FB1、FC1;③重复步骤②得到读数FA2、FB2、FC2以及FA3、FB3、FC3;④将传感器位置转换180°,重复步骤②得到读数FA4、FB4、FC4,FA5、FB5、FC5及FA6、FB6、FC6;⑤按照公式F=(F1+F2+F3+F4+F5+F6)/6算得平均值,并根据公式(9) (12) (13) (14)计算得偏重量G以及r在X轴与Y轴的分量Xr、Yr以及方位角α;⑥根据计算结果对转轮体进行配重。
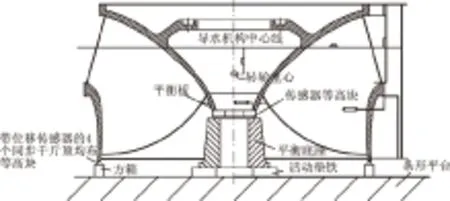
图5 三点支撑式静平衡方法的装置
三点支撑式静平衡法装置在加工安装及测量时均会产生误差,加工安装误差在安装后一般不会改变,进一步提高装置加工安装精度,并进行标准体的修正补偿也是三点支撑式静平衡方法的研究方向之一。测量误差属于随机误差,主要由传感器测量误差以及机构升降过程产生的误差引起,因此,提高传感器精度和进行误差分析补偿以降低测量误差是今后研究工作的重要方向,其中可采用神经网络等方法对测量数据进行建模预测是开展这方面研究的合适途径。
3.4 天平式
天平式静平衡方法的装置,是将水轮机转轮放置于定心环上,通过转动天平刀口盘至不同测量位置得到不同压力传感器的读数,计算得出水轮机转轮的不平衡力矩和方位角。该平衡方法压力传感器的布置如图6所示。
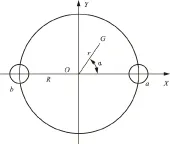
图6 天平式静平衡方法的压力传感器分布位置
假设在2个传感器a、b位置及旋转后垂直维度上受垂直纸面向里的力Fxa、Fxb、Fya、Fyb,同时该平面还受一垂直纸面向外的偏重G。若要该平面保持静止不发生旋转,则这5个力对X轴和Y轴的力矩都为零。根据力矩平衡原理可知:
G=Fxa+Fxb+Fya+Fyb。
(16)
对X轴转矩:
Grsinα-FyaR+FybR=0。
(17)
对Y轴转矩:
Grcosα-FxaR+FxbR=0。
(18)
式中:R为传感器到圆心距离,m;r为偏重量质点G与圆心的距离,m;α为OG与X轴夹角,(°)。
由式(16)和(17)可得r在X轴与Y的轴分量Xr、Yr以及方位角α:
(19)
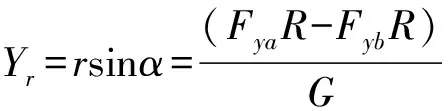
(20)

(21)

(22)
天平式静平衡方法的试验步骤如下:①根据图7安装试验装置,升起转轮体,确定2个压力传感器正常并在空载条件下置零;②放下转轮体,稳定后,记录2个压力传感器的读数Fxa1、Fxb1;③将天平刀口盘相对过渡盘转动180°,稳定后,记录2个压力传感器读数Fxa2、Fxb2;④将天平刀口盘相对过渡盘转动 90°,稳定后记录2个压力传感器读数Fya1、Fyb1;⑤将天平刀口盘相对过渡盘转动180°,稳定后,记录2个压力传感器读数Fya2、Fyb2;⑥根据Fx=(Fx1+Fx2)/2取每个位置传感器读数的平均数,代入式(16)(19) (20) (21) (22)计算水轮机转轮的偏重量及其方位角。
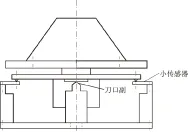
图7 天平式静平衡装置安装示意图
在天平式静平衡方法中,传感器作为等效刀口,其刚度不如真实刀口,影响测量灵敏度。为提高测量精度可以考虑改变刀口形式以提高基准重合度,将高灵敏度的传感器与新型结构联合。刀口形式与传感器灵敏度的研究以及基准误差的研究是这一方法未来的研究方向。
4 结语
综合上述分析,水轮机转轮立式静平衡试验装置的性能影响整个试验结果。工装关键零部件加工精度要求苛刻,成本高,且极易损坏,导致整个装置使用寿命缩短。
在现有技术条件下结合最新理论研究成果,进行广泛的探索具有重要的意义,在对水轮机转轮立式静平衡方法改进静平衡装置时,除了考虑改变装置机构,也应该从材料、辅助机构、传感器、误差理论、控制等方面进行研究。对水轮机转轮立式静平衡方法的误差分析研究也应该采用新的方法如解耦分离建模、人工神经网络、最小二乘多元线性回归模型、时序模型等方法进行。
[1]徐化文,刘淑香,李雷.大型旋转部件静平衡试验研究[J].制造技术与机床,2015(7):106-109.
[2]黄翠玉,殷方林.钢球式静平衡[J].机械制造,1994(1):36-37.
[3]陈烈元.大型水轮机转轮立式静平衡工艺比较和分析[J].大电机技术,2011(2):34-36.
[4]李东光,张向阳.500 t转轮静压球轴承静平衡工艺[J].制造技术与机床,2004(1):55-57.
[5]马强.采用球面静压轴承的大型水轮机转轮静平衡试验方法[J].中国水能及电气化,2012(1):70-73.
[6]刘正林,路静,周劲南.用于螺旋桨静平衡仪的大型静压球面轴承的设计研究[J].武汉理工大学学报:交通科学与工程版,2003,27(4):429-432.
[7]朱邦材,姜世昌.测杆应变法平衡水轮机转轮工艺探讨[J].大电机技术,1995(3):40-47.
[8]孙赟,云康,冯振伟.全自动动平衡机测试系统的研究与设计[J].华北水利水电学院学报,2012,33(5):76-79.[9]钟江,赵章风,乔欣,等.基于三点支撑的质心测量系统及误差分析[J].中国机械工程, 2010,21(12):1469-1472.
[10]许辉,王维平.三支点称重式压力传感器静平衡法及其在转轮静平衡中的应用[J].东方电机,2009(3):13-18.
[11]李友平,李建斌.三支点压力传感器称重静平衡法试验误差分析实例[J].西北水电,2012(增刊1):6-7,27.
[12]郝用兴,侯艳君,张太萍,等.天平式静平衡装置及其实现的水轮机转轮静平衡工艺:中国,CN102998056A[P].2013.
[13]冯雁敏,常洪军,张恩博.基于超声波测流法的HLA855a-LJ-310型水轮机效率试验[J].华北水利水电大学学报(自然科学版),2016,37(1):78-83.
[14]厉倩,黄晓军.应力棒法用于转轮静平衡测试技术[J].硅谷,2011(3):19-19.
(责任编辑:杜明侠)
Research Progress of Vertical Static Equilibrium Method of Hydro-turbine Runner
HAO Yongxing, FENG Meiling, ZHANG Hongyi, WANG Chaofeng
(School of Mechanical Engineering,North China University of Water Resources and Electric Power, Zhengzhou 450045, China)
The imbalance of the quality of the hydraulic turbine runner is one of the main reasons for the vibration of hydraulic turbine. The static equilibrium experiment is taken to obtain the wheel imbalance weight and angle. Then the detection and the counterweight balance work are completed to achieve the aim of reducing the amplitude of the vibration and the swing to the allowable range. In this paper, the recent efforts in developments of static balance technology of the turbine runner is summarized, the static equilibrium principle and 5 kinds of test techniques are presented. Besides, the advantages and disadvantages of these methods are analyzed. And the future research direction of the turbine runner static equilibrium experimental methods is prospected.
hydro-turbine runner; static equilibrium method; imbalance weight; imbalance angle
2016-05-30
河南科技攻关重点项目(122102210166)。
郝用兴(1966—),男,河南林州人,教授,博士,从事机械工程方面的研究。E-mail:392741383@qq.com。 冯梅玲(1990—),女,河南南阳人,硕士研究生,从事机械工程方面的研究。E-mail:15038327137@163.com。
10.3969/j.issn.1002-5634.2017.02.017
TV734.1
A
1002-5634(2017)02-0088-05
猜你喜欢
昆钢科技(2021年2期)2021-07-22 07:46:54
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06 09:12:02
少儿美术(快乐历史地理)(2020年8期)2021-01-04 01:22:44
哈尔滨轴承(2020年4期)2020-03-17 08:13:52
设备管理与维修(2018年2期)2018-02-09 08:34:44
中国修船(2017年6期)2017-12-22 00:45:01
上海大中型电机(2017年3期)2017-11-13 03:38:54
兰台世界(2017年12期)2017-06-22 14:17:25
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:07
上海大中型电机(2014年4期)2014-07-24 19:00:30